A steel plant's production schedule is one of the most complex optimization problems in industrial manufacturing. The scheduling team must coordinate melt shop sequencing — deciding which heat goes into which electric arc furnace or BOF vessel and in what order — with continuous caster sequence optimization, slab yard logistics, reheat furnace charging decisions, and rolling campaign planning that spans multiple shifts. Each scheduling decision carries cascading consequences: a suboptimal heat sequence can force caster tundish changes at inopportune times, a poorly planned slab yard layout can delay charging by hours, and a rolling campaign that ignores width transition penalties can consume hundreds of tons of extra crop loss. Traditional scheduling approaches — spreadsheets, dispatcher experience, and rules of thumb — simply cannot evaluate the combinatorial complexity of a modern order book that mixes fifty-plus grades, dozens of dimensions, and conflicting delivery priorities. AI-powered production scheduling solves this by evaluating thousands of schedule permutations per second, identifying the sequence that maximizes throughput, yield, and on-time delivery while respecting every metallurgical, logistical, and equipment constraint. iFactory's AI Scheduler module — part of the iFactory Manufacturing Execution System — brings this capability to steel plant production planners with an on-premise deployment that integrates directly with existing Level 2 and Level 3 systems.
The Melt-to-Roll Scheduling Problem — Why Traditional Approaches Fall Short
Steel plant production scheduling spans five interconnected decision domains, each with its own constraints and optimization objectives. Traditional scheduling methods — manual spreadsheets, Gantt charts, and dispatcher heuristics — address each domain in isolation and rely on the scheduler's mental model to connect them. The table below compares how traditional scheduling and AI-driven scheduling handle each domain.
Traditional Scheduling
Melt Shop Sequencing — Fixed grade groupings, limited what-if capability, depends on dispatcher experience to sequence heats through EAF/BOF, ladle refining, and degasser
Caster Sequence Planning — Manual tundish life tracking, sequence length limited by scheduler's ability to manage grade and width transitions, frequent sequence interruptions
Slab Yard Logistics — First-in-first-out yard management, limited visibility of downstream rolling schedule, hot-charge rate dependent on scheduler's ability to align caster and reheat furnace timing
Reheat Furnace Charging — Manual charging sequence based on arrival time, limited optimization of energy consumption per ton, cold-charge bias when slab availability does not align with rolling sequence
Rolling Campaign Planning — Width-group-based campaigns planned days in advance, limited ability to adapt to upstream schedule changes, high crop-loss penalties from suboptimal width and gauge transitions
AI Scheduler
Melt Shop Sequencing — Simultaneous optimization of EAF/BOF charge mix, ladle refining availability, and continuous caster timing — evaluating 10,000+ sequence permutations per heat
Caster Sequence Planning — Dynamic tundish life optimization, sequence length maximization through AI-driven grade and width transition logic, automatic re-sequencing when upstream delays occur
Slab Yard Logistics — Real-time slab tracking with hot-charge priority scoring, automated yard crane dispatching, and dynamic charging sequence that maximizes hot-charge ratio to 65 percent and above
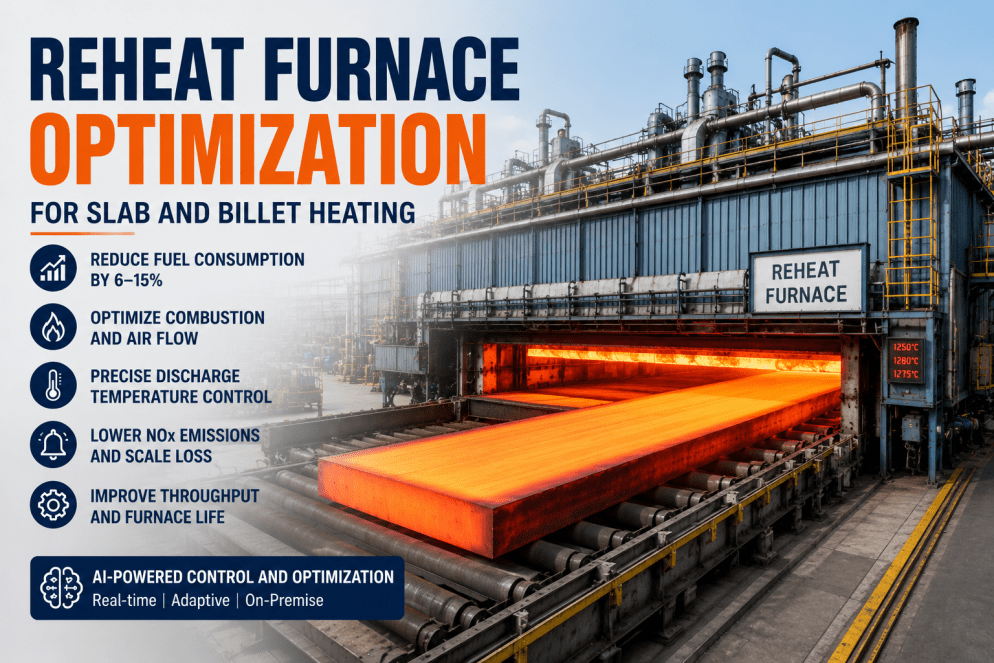
Reheat Furnace Charging — Energy-optimized charging sequence that balances slab temperature, furnace zone capacity, and rolling mill demand — reducing energy consumption by 8 to 12 percent
Rolling Campaign Planning — Dynamic campaign optimization with real-time adaptation to upstream changes, crop-loss minimization through optimal width and gauge transition sequencing, and automated recovery from schedule disruptions
Production Scheduling Assessment Bring your current melt-to-rolling scheduling process — whether it is spreadsheet-based, ERP-driven, or a custom solution — and receive a benchmark analysis comparing your scheduling KPIs against AI-optimized equivalents.
Schedule a 30-minute assessment with iFactory's steel manufacturing scheduling practice lead.
How AI Production Scheduling Works — From Order Intake to Rolling Campaign
iFactory's AI Scheduler processes production scheduling through a five-stage pipeline that transforms raw order data into an optimized, constraint-validated production schedule for the entire melt-to-rolling chain. Each stage uses machine learning models trained on plant-specific production data to balance competing objectives — throughput maximization, yield optimization, energy minimization, and on-time delivery — while respecting all operational constraints. The pipeline runs on an on-premise AI appliance that integrates with Level 2 process control systems and Level 3 plant management systems for real-time data exchange.
01
Order Aggregation and Constraint Encoding
Customer orders are imported from the ERP or order management system and encoded as a structured optimization problem. Each order is characterized by grade, width, gauge, weight, surface quality requirement, delivery date, and metallurgical path — EAF or BOF route, ladle refining requirements, caster assignment, and rolling mill finishing specifications. Metallurgical constraints are encoded as rules: minimum heat size, grade transition penalties, width change limits per caster sequence, gauge taper restrictions, and surface quality segregation requirements. The constraint set typically includes 200 to 400 rules per plant configuration.
02
Heat Formation and Caster Sequence Optimization
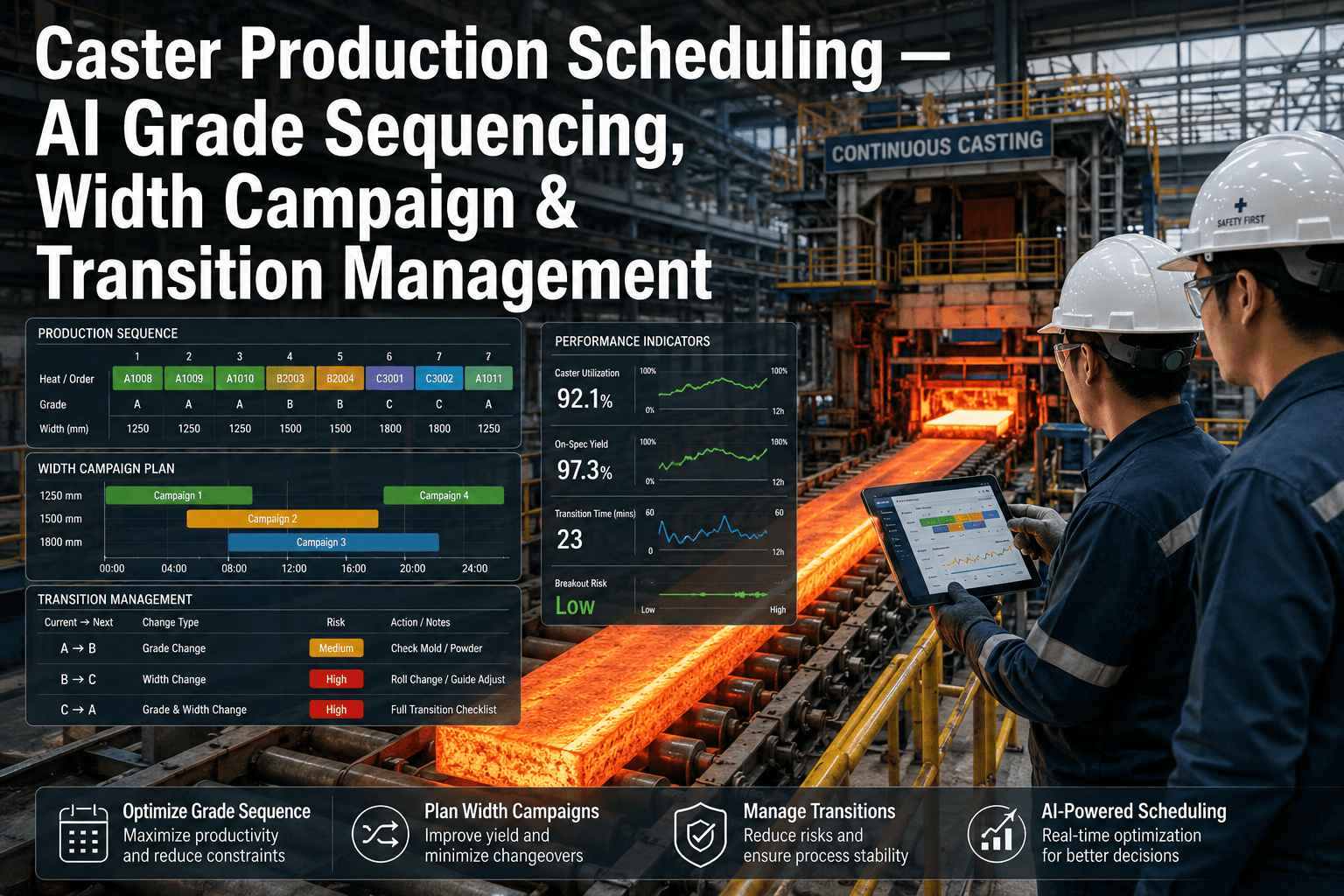
Orders are grouped into heats — the fundamental batch unit in steelmaking — with each heat optimized for grade compatibility, weight utilization, and downstream caster sequence efficiency. The AI evaluates all possible order-to-heat combinations and selects the grouping that minimizes grade transitions within each caster sequence while maximizing tundish life and sequence length. Cast sequence optimization considers width transition logic — grouping orders by decreasing width within each tundish campaign to minimize slab yard inventory and maximize hot-charge opportunity. The output is an optimized caster schedule that sequences heats across the available casting machines.
03
Slab Yard Optimization and Hot-Charge Routing
Slabs produced by the caster are routed through the slab yard with hot-charge priority scoring that evaluates each slab's temperature, downstream rolling schedule position, and reheat furnace capacity. The AI scheduler assigns slab yard storage locations and crane movements to minimize travel distance and maximize direct hot-charge routing — slabs that can go directly to the reheat furnace without entering the yard are prioritized. For slabs that must be cooled and stored, the system optimizes yard layout to minimize retrieval time when the rolling schedule calls for them. Target hot-charge ratios of 60 to 75 percent are achievable depending on plant configuration.
04
Reheat Furnace and Rolling Campaign Scheduling
Slab charging into the reheat furnace is sequenced to balance furnace zone temperatures, minimize energy consumption per ton, and align slab availability with the rolling mill campaign plan. The rolling campaign is optimized as a sequence of width and gauge transitions — starting with the widest slabs and narrowing through the campaign, with gauge changes placed at transition points that minimize crop loss. The AI scheduler evaluates trade-offs between campaign length (longer campaigns reduce setup time but increase inventory) and transition penalties, producing a rolling schedule that maximizes throughput while respecting downstream finishing and shipping constraints.
05
Real-Time Schedule Adaptation and Disruption Recovery
Once the production schedule is published, the AI Scheduler monitors execution in real time through integration with Level 2 process control systems and production tracking. When disruptions occur — a delayed heat, a caster strand stop, a rolling mill roll change that runs long — the system automatically re-optimizes the remaining schedule within 60 to 120 seconds, presenting the updated sequence to the production planner for approval. The re-optimization respects all constraints while minimizing the ripple effect of the disruption across downstream operations. The production planner can accept the AI-proposed schedule, modify it interactively, or run what-if scenarios to evaluate alternative recovery strategies.
See How AI Scheduling Can Optimize Your Melt-to-Rolling Sequence
iFactory's AI Scheduler is deployed at integrated and mini-mill steel plants across the United States. Schedule a live demonstration with a steel manufacturing scheduling specialist to see the platform optimize your plant's production schedule in real time.
Measurable Scheduling Improvements — KPIs from Steel Plant Deployments
The metrics below represent average improvements achieved by steel plants that deployed iFactory's AI Scheduler across their melt-to-rolling production chain. Results vary by facility size, product mix complexity, existing scheduling maturity, and deployment scope.
94%
Schedule Adherence
Percentage of production sequences executed as planned, measured from melt shop start through rolling mill delivery — up from an average baseline of 67 percent with manual scheduling methods
12%
Yield Improvement
Reduction in crop loss, cobbles, and off-grade material across the melt-to-rolling chain, driven by optimized width transitions, minimized grade changes, and improved caster sequence continuity
65%
Hot-Charge Ratio
Percentage of slabs charged directly to the reheat furnace without entering the slab yard — up from typical baselines of 30 to 40 percent with manual yard management and scheduling
8-12%
Energy Reduction
Reduction in reheat furnace energy consumption per ton through optimized charging sequences that maximize hot-charge utilization and minimize furnace temperature adjustments
22%
On-Time Delivery
Improvement in on-time delivery performance to customers — measured from order placement to shipment — driven by schedule predictability and disruption recovery speed
$4.2M
Annual Value
Average annual scheduling-driven value creation across yield improvement, energy savings, throughput increase, and delivery performance — validated across deployed steel plants
AI Scheduler Capabilities Across the Steel Plant
The AI Scheduler module provides production planning and scheduling capabilities for every major area of the steel plant, from melt shop through finishing and shipping. The table below maps scheduling capabilities to plant areas and quantifies typical improvement metrics.
Expert Perspective — Production Scheduling in Modern Steel Manufacturing
Production scheduling in a steel plant is fundamentally different from scheduling in discrete manufacturing. In discrete manufacturing, you have independent workstations, buffers between each station, and the ability to re-sequence between operations without significant penalty. In a steel plant, the melt shop, caster, reheat furnace, and rolling mill are a continuous chain — what happens in the melt shop at 8 AM determines what the rolling mill can produce at 4 PM, and there is no buffer large enough to decouple them. The combinatorial complexity of scheduling 50 grades across 4 caster sequences and 12 rolling campaigns per week, while respecting 200 metallurgical constraints, is beyond the capacity of human schedulers working with spreadsheets. AI scheduling does not replace the scheduler — it amplifies their capability by evaluating millions of permutations that no human could consider, leaving the scheduler to focus on exceptions, strategic decisions, and customer relationships.
VP of Manufacturing Operations
25 Years in Steel Production Management — Integrated and Mini-Mill Operations
We deployed iFactory's AI Scheduler across our melt shop, caster, and rolling mill about 18 months ago. The most immediate and surprising benefit was not the throughput improvement — which was significant at 9 percent — but the reduction in schedule chaos. Before AI scheduling, our production planners spent 60 percent of their time reacting to disruptions: yesterday's problem became today's fire drill, and the schedule was constantly changing. Now, the AI handles disruption recovery automatically within two minutes of an event, presenting a re-optimized schedule that our planners review and approve in under five minutes. Our planners now spend their time on what-if analysis — evaluating alternative order books, testing campaign strategies, and optimizing for specific business objectives — instead of fighting fires. The shift from reactive to strategic scheduling has been the highest-value outcome of the deployment, and it is the one metric that does not appear in any ROI calculation.
Production Planning Manager
18 Years in Steel Plant Scheduling and Production Control, Certified Supply Chain Professional
Conclusion: AI-Powered Scheduling Is the Competitive Advantage in Steel Manufacturing
The steel industry operates on thin margins where a 1 percent improvement in yield, a 2 percent reduction in energy cost, or a 3 percent increase in on-time delivery can determine whether a plant is profitable in a given quarter. Production scheduling sits at the intersection of all three levers — every scheduling decision affects yield through width and grade transition management, energy consumption through hot-charge optimization and furnace scheduling, and delivery performance through schedule adherence and disruption recovery. The transition from manual scheduling methods — whether spreadsheet-based, ERP-driven, or planner-heuristic — to AI-powered scheduling represents a structural improvement in what is achievable. The 94 percent schedule adherence, 12 percent yield improvement, and 65 percent hot-charge ratio that iFactory's AI Scheduler delivers across steel plant deployments are not theoretical targets — they are measured results from operating facilities that have made the transition. For production planners and operations leaders evaluating whether to invest in AI scheduling capability, the question is no longer whether the technology works — it is whether their plant can afford to continue operating without it. The gap between plants with AI-driven scheduling and those relying on manual methods will continue to widen as the technology advances and customer expectations for delivery precision increase.
Frequently Asked Questions
Deploy AI-Driven Production Scheduling Across Your Melt-to-Rolling Chain
iFactory's AI Scheduler is deployed and validated across melt shops, continuous casters, slab yards, reheat furnaces, and rolling mills at integrated and mini-mill steel producers across the United States. Speak with an iFactory steel manufacturing scheduling specialist about your plant configuration, order book complexity, and scheduling performance targets.
94% Schedule Adherence
12% Yield Improvement
65% Hot-Charge Ratio
22% On-Time Delivery Gain
$4.2M Annual Value