At 2:34 AM on a Tuesday, the EAF at a 3-million-tonne integrated mill in Indiana starts drawing 78 MW with a charge of DRI and scrap that was blended 40 minutes late. The ladle furnace is holding a 1,650°C tap, but the argon stir is uneven because the porous plug is on its 14th heat. Downstream, the caster tundish level fluctuates 4 mm, and a billet grade change is queued for 6:00 AM. None of these events are catastrophic alone. Together, they bleed 12–18% of the margin from every tonne of finished steel. The cost of that bleed — $35 to $55 per tonne in energy, electrodes, refractories, alloy and yield loss — is not tracked by any ERP or MES. It lives in the gap between what the plant could produce and what it does. This page is about closing that gap.
Reduce Steel Production Cost Per Tonne by 10–15% with AI-Driven Operations
iFactory connects every thermal, mechanical, and chemical signal on your plant floor to a single AI model that predicts and prevents the cost drivers hidden in your daily tonnage.
Steelmakers today operate with instrumentation density that would have seemed impossible ten years ago — thousands of tags per melt shop on power, temperature, flow, vibration, and chemistry. But the data lives in silos. The EAF controller optimises for tap-to-tap time. The caster PLC optimises for sequence length. The inventory system optimises for fill rate. No single system sees the trade-off between holding power on the EAF and the electrode consumption that results, or between caster speed and the yield loss from bulging. iFactory is an AI-native platform that absorbs all those signals into a single operational model. It runs on a turnkey NVIDIA appliance on your plant network — zero cloud dependency, zero data leaving the mill — and delivers a working pilot in 6–12 weeks. The model learns the relationships that no spreadsheet or manual analysis can find, and it surfaces the specific actions that reduce cost per tonne without compromising throughput or quality.
Seven AI-Driven Strategies to Reduce Cost Per Tonne
Each capability targets a specific cost lever in the melt shop or rolling mill. Together, they form a closed loop from prediction to action to verification.
EAF Power-On Optimisation
Predict the optimal power profile for each scrap mix and hot heel condition. Reduces specific energy consumption by 4–8 kWh per tonne and cuts electrode breakage by 12%.
Ladle & Tundish Life Prediction
Models thermal cycling and slag chemistry to forecast refractory wear with ±2 heat accuracy. Extends campaign life by 15–25 heats and eliminates emergency relines.
Caster Speed & Level Optimisation
Adjusts tundish level and casting speed in real time to minimise bulging and centreline segregation. Improves internal yield by 1.2–1.8% on slab and bloom casters.
Ladle Metallurgy Trim Prediction
Uses upstream chemistry and temperature trajectory to calculate the minimum alloy addition needed to hit target grade. Reduces ferroalloy consumption by 6–10%.
Predictive Work Order Generation
Correlates vibration, temperature, and power signatures on drives and pumps to predict failures 72–120 hours before downtime. Eliminates unplanned stops that cost $18,000–$45,000 per hour.
Raw Material Blend Optimisation
Balances scrap grade, DRI metallisation, and pig iron cost against current EAF performance and order book. Lowers charge material cost by $3–$6 per tonne without changing output quality.
From Plant Signals to Lower Cost Per Tonne
The deployment follows a repeatable four-step pattern that respects the constraints of a live mill.
Connect & Ingest
iFactory reads directly from your PLCs, historian, and LIMS via OPC-UA or native protocols — no middleware, no cloud relay, no data duplication.
Model & Train
The AI engine builds a digital twin of your process in 2–4 weeks, learning the relationships between 500+ tags and the cost drivers that matter to your margin.
Predict & Alert
Every 15 seconds, the model scores the current state and pushes actionable alerts — "reduce power by 6 MW on heat 47" or "schedule ladle reline after heat 312" — to operator screens.
Measure & Close
iFactory tracks the actual cost impact of every recommendation and closes the loop with a per-heat P&L that shows exactly what was saved and where.
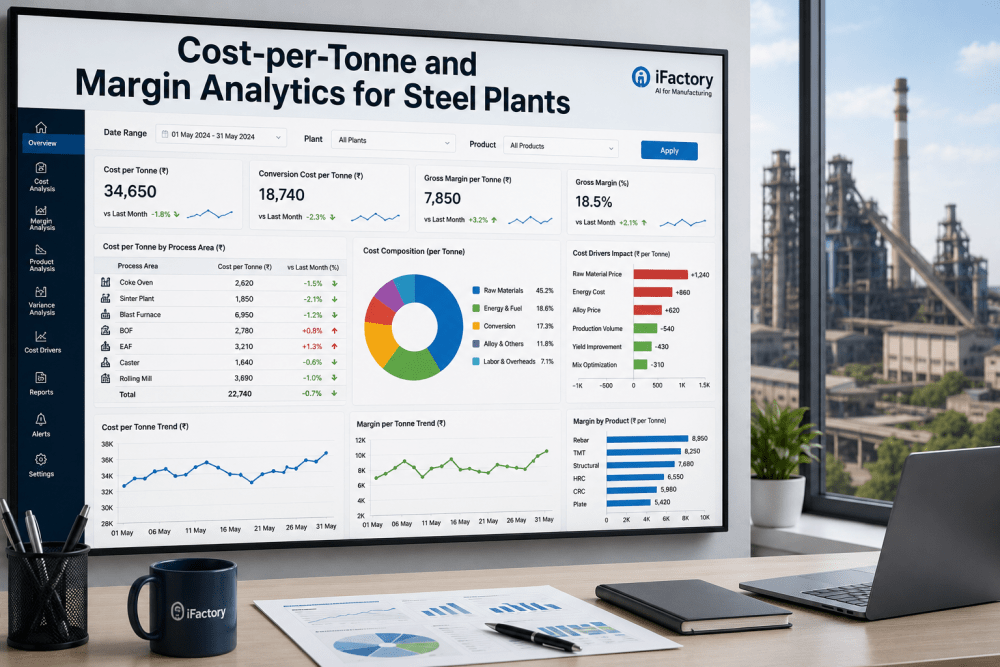
Where the Money Leaks in Every Tonne
These three cost categories account for 70–80% of the variance in production cost per tonne. iFactory's models are built to find and fix them.
Energy Overrun
EAF power-on times that drift 3–5 minutes per heat due to inconsistent scrap density and operator discretion. At 80 MW, that's $400–$700 in electricity per heat, plus electrode consumption.
Yield Loss
Caster breakouts, billet surface defects, and internal cracks caused by speed/temperature mismatches. A single breakout costs $250,000–$500,000 in downtime and scrap.
Alloy & Refractory Waste
Over-addition of ferroalloys to compensate for uncertainty, and premature refractory relines driven by conservative safety margins. Both are hidden in monthly averages.
What iFactory Delivers in the First Quarter
Results from deployments across four continents show a consistent pattern of cost reduction that compounds as the model learns.
Most steelmakers know they're leaving $35–$55 per tonne on the table. The question is whether you'll find it before your competitor does. Book a 30-min walkthrough and we'll show you the exact model for your melt shop.
What Steel Operations Leaders Ask About AI Cost Reduction
Stop leaving $35–$55 in every tonne.
iFactory connects the signals your plant already generates and turns them into a machine that drives down cost per tonne, shift after shift. Deployed in 6–12 weeks. Zero cloud. No data leaves your network.