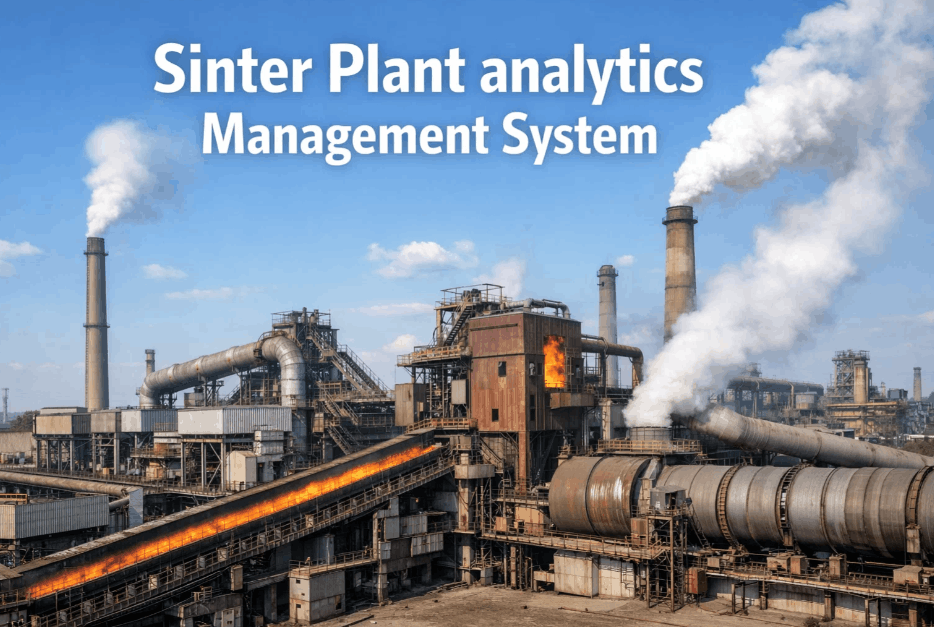
The sinter plant is one of the most maintenance-intensive and operationally critical units in an integrated steel plant — yet it receives far less predictive maintenance attention than the blast furnace it feeds. A sinter plant producing 8,000–14,000 tonnes of sinter per day is a complex assembly of high-temperature, high-wear equipment operating in one of the harshest environments in the plant: abrasive raw mix, temperatures exceeding 1,300°C on the strand surface, corrosive exhaust gases at 200–400°C through the wind box system, and continuous mechanical loading on sinter strand pallets, drive sprockets, and sinter crushers. When a sinter plant trips unexpectedly, the blast furnace does not stop immediately — it draws down sinter stockpile — but a stockpile that provides 18–24 hours of buffer at full burden rate can be exhausted faster than the sinter plant can be restarted if the root cause is not diagnosed quickly. iFactory's Predictive Maintenance and Work Order Management platform tracks every critical sinter plant asset — strand pallets, wind boxes, ignition furnace, sinter cooler, crushers, and exhaust gas system — with AI-powered condition monitoring connected to plant PLC data, enabling maintenance teams to catch the failures that stop sinter production before they pull the blast furnace burden.
Sinter Plant Maintenance Management System — Strand, Wind Box, Ignition Furnace & Cooler Analytics
Predict and prevent sinter plant failures before they deplete BF stockpile — AI-driven maintenance across strand, wind boxes, ignition furnace, sinter cooler, and exhaust gas systems.
Sinter Plant Process — Equipment iFactory Monitors at Every Stage
iFactory tracks every critical equipment zone in the sinter process — from raw mix handling through strand ignition, wind box suction, sinter cooler, crushing, and screening — with AI condition monitoring at each stage. See your sinter plant coverage map — built in 5 days free.
Wind Box Condition Grid — Identifying Problem Zones Before Quality Drops
The wind box system is the key to sinter quality control — each wind box must maintain correct draft to ensure complete burn-through at the right strand position. iFactory monitors temperature and draft per wind box zone and displays a condition grid that makes problem zones immediately visible to the sinter metallurgist. See the live wind box dashboard for your plant.
1–5
6–10
11–16
17–22
23–27
28–32
Normal
Normal
Normal
Low — check
Normal
Normal
Normal
Normal
LOW — valve?
Normal
Normal
Normal
Stuck — WO raised
Top 5 Sinter Plant Failures — Cost & iFactory Prevention Lead Time
AI Technologies for Sinter Plant Predictive Maintenance
PLC Wind Box Monitoring
iFactory reads temperature, draft, and valve position per wind box from the sinter plant DCS in real time — building a burn-through zone profile and alerting the metallurgist when any zone deviates from the target profile that defines correct sinter quality.
AI Camera Pallet & Chain
Fixed cameras at the strand head and tail end inspect pallet condition, chain wear, and grate bar integrity on every revolution — detecting cracked pallets, worn grate bars, and chain elongation before they cause strand stoppage.
Digital Twin Sinter Model
iFactory's sinter digital twin models strand speed, bed depth, and burn-through point — predicting how equipment degradation (fan performance drop, wind box valve partial closure) will affect sinter quality and throughput before the change is visible in product quality data.
SAP PM Predictive Work Orders
iFactory auto-creates SAP PM work orders when AI models predict component end-of-life — with the predicted failure date, confidence level, and recommended maintenance action. The planner schedules the work in the next planned sinter plant stop before the failure occurs.
What a Sinter Plant Manager Said
Our main exhaust fan bearing failed on a Sunday morning with no warning. The sinter plant was down for 19 hours and the blast furnace reduced burden for 6 hours when stockpile ran out. Total cost — production loss plus repair — was ₹3.1 crore. iFactory's vibration monitoring on that same fan bearing now shows the degradation trend 8 weeks before alarm level. We replaced the bearing during a planned Sunday stop last month. No trip. No BF impact. No emergency call-out.
Frequently Asked Questions
How does iFactory monitor sinter strand pallet condition without stopping the strand?
AI cameras at the strand head and tail end inspect every pallet on every revolution — detecting cracked side plates, bent grate bars, and worn pallet wheels automatically. The system tracks each pallet ID and schedules replacement in the next planned stop based on wear rate, not calendar time.
Can iFactory detect wind box valve problems in real time?
Yes — iFactory reads valve position feedback from the DCS and compares actual draft against the expected draft profile per zone. A wind box where draft is 20%+ below the zone target for more than 15 minutes automatically raises a P2 work order for valve inspection and generates a quality alert to the metallurgist.
How does iFactory track the condition of the main exhaust fan bearings?
Online vibration sensors on the main exhaust fan bearing housings feed data to iFactory every 60 seconds. The AI model compares current vibration signature against the baseline taken at commissioning — detecting bearing defect frequencies 6–10 weeks before alarm level, giving the maintenance team time to plan replacement in a scheduled stop.
Can iFactory predict when the ignition furnace refractory needs repair?
Yes — iFactory monitors ignition furnace shell temperature at multiple points using thermocouple data from the DCS. Shell temperature trending upward indicates refractory thinning. iFactory models the shell temperature rise rate against campaign history to predict when lining thickness will reach the inspection threshold — typically 4–6 weeks before visible hotspot.
Predict Sinter Plant Failures Before They Stop Your BF
AI monitoring live on your sinter strand and exhaust fan in 3 weeks.