Every textile dyeing mill faces the same quality problem: the color that comes out of the dyeing machine does not match the color that was approved on the lab dip. Shade variation between batches, within batches, and across shifts generates re-dyeing, customer rejections, and production delays that cost dyeing mills 8 to 15 percent of their annual revenue in rework and claims. Human visual inspection under a light booth catches gross shade mismatches but cannot reliably detect Delta-E differences below 1.5. The human eye is sensitive to color differences but cannot measure them. Two inspectors looking at the same fabric under the same light will describe the same shade differently. AI-powered color consistency systems use calibrated inline spectrophotometers and vision-based color measurement to detect Delta-E differences as small as 0.2, maintain batch-to-batch consistency within a Delta-E tolerance of 0.8, and reduce re-dye rates by 60 to 75 percent. Mills that deploy AI color monitoring achieve first-pass yield rates above 94 percent compared to the industry average of 72 percent, and virtually eliminate shade complaints from customers.
Achieve Batch-to-Batch Color Consistency with AI
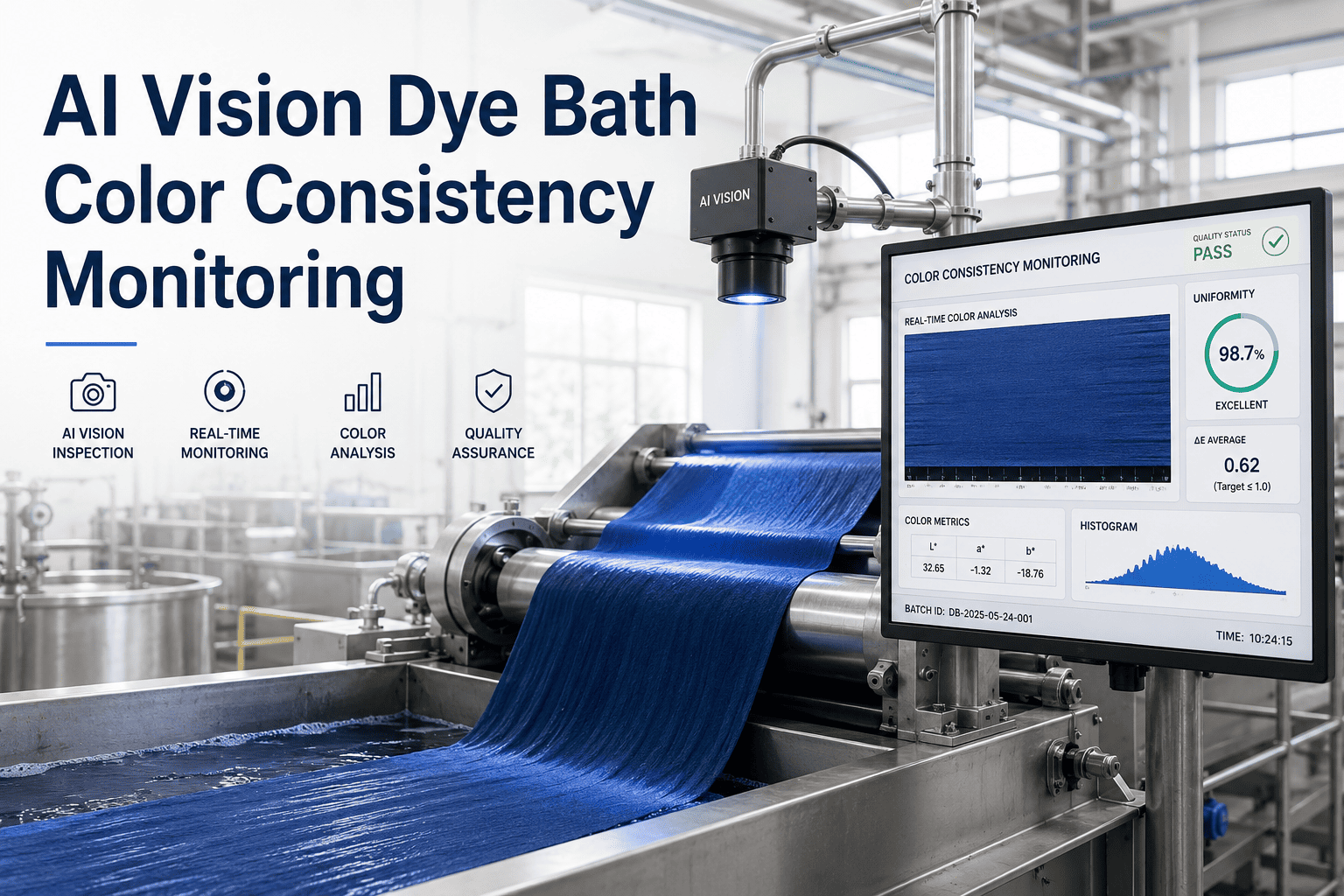
iFactory AI color monitoring detects shade variation in real time during the dyeing process, maintains Delta-E within 0.8 tolerance, and reduces re-dye rates by 60 to 75 percent. Deployed on jet dyeing, beam dyeing, and continuous ranges in 7 to 14 days.
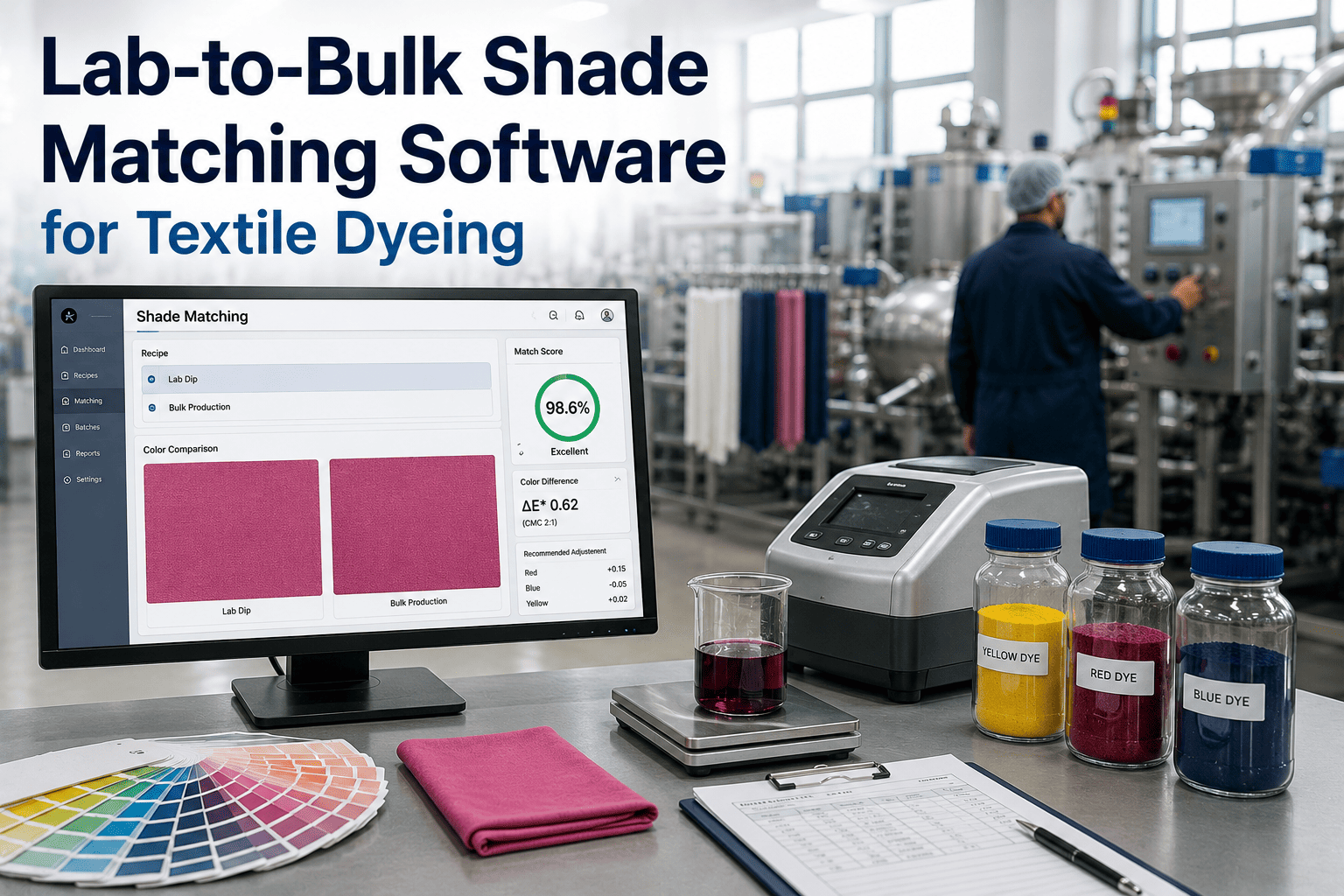
Reference versus Batch Color Comparison
The swatch pairs below compare the approved reference color against actual batch production samples. Each pair shows the Delta-E difference between the reference and the batch. Values below 0.8 are within acceptable tolerance. Values above 1.5 are visible to the human eye and typically require correction or re-dyeing.
Delta-E Tolerance Scale
Delta-E is the standard metric for quantifying color difference between two samples. The scale below shows the range of Delta-E values from imperceptible difference to gross mismatch, along with the corresponding quality action for each range in textile production.
Difference is imperceptible even under controlled lab lighting. This is the tolerance standard for AATCC lab evaluation.
Difference may be visible under critical viewing but within acceptable production tolerance for most textile applications.
Difference is visible under normal viewing. Acceptable only for non-critical or internal use fabric.
Difference is clearly visible. Typically requires correction or re-dyeing before shipment.
Gross mismatch visible from distance. Fabric rejected by customer, requires re-dyeing or disposal.
Dye Lot Quality Scorecard
The scorecard below shows key quality metrics tracked across all dye lots processed in a typical month. Mills using AI color monitoring consistently outperform mills relying on visual inspection or manual spectrophotometer sampling.
Monitor Color Consistency on Every Dye Lot
iFactory AI color monitoring measures every batch against the approved reference in real time. Delta-E tracked continuously, alerts triggered at configurable tolerance thresholds, and full batch history recorded for every dye lot. Deployed in 7 to 14 days.
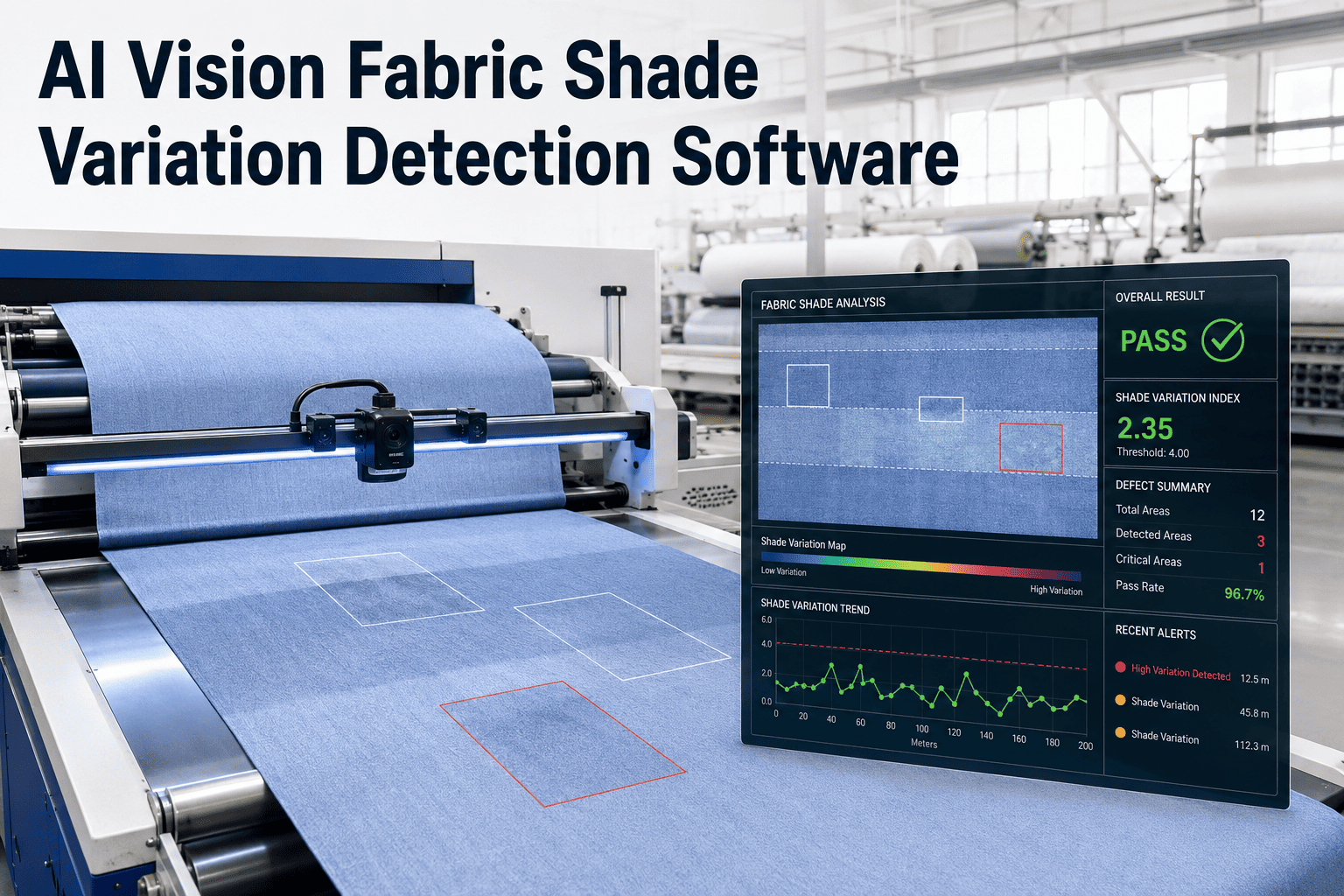
Batch-to-Batch Consistency Timeline
The timeline below shows Delta-E measurements across 12 consecutive batches of the same shade. Each point represents the Delta-E of a production batch measured against the approved reference. Batches within the 0.8 tolerance boundary are acceptable. Points above the boundary require correction.
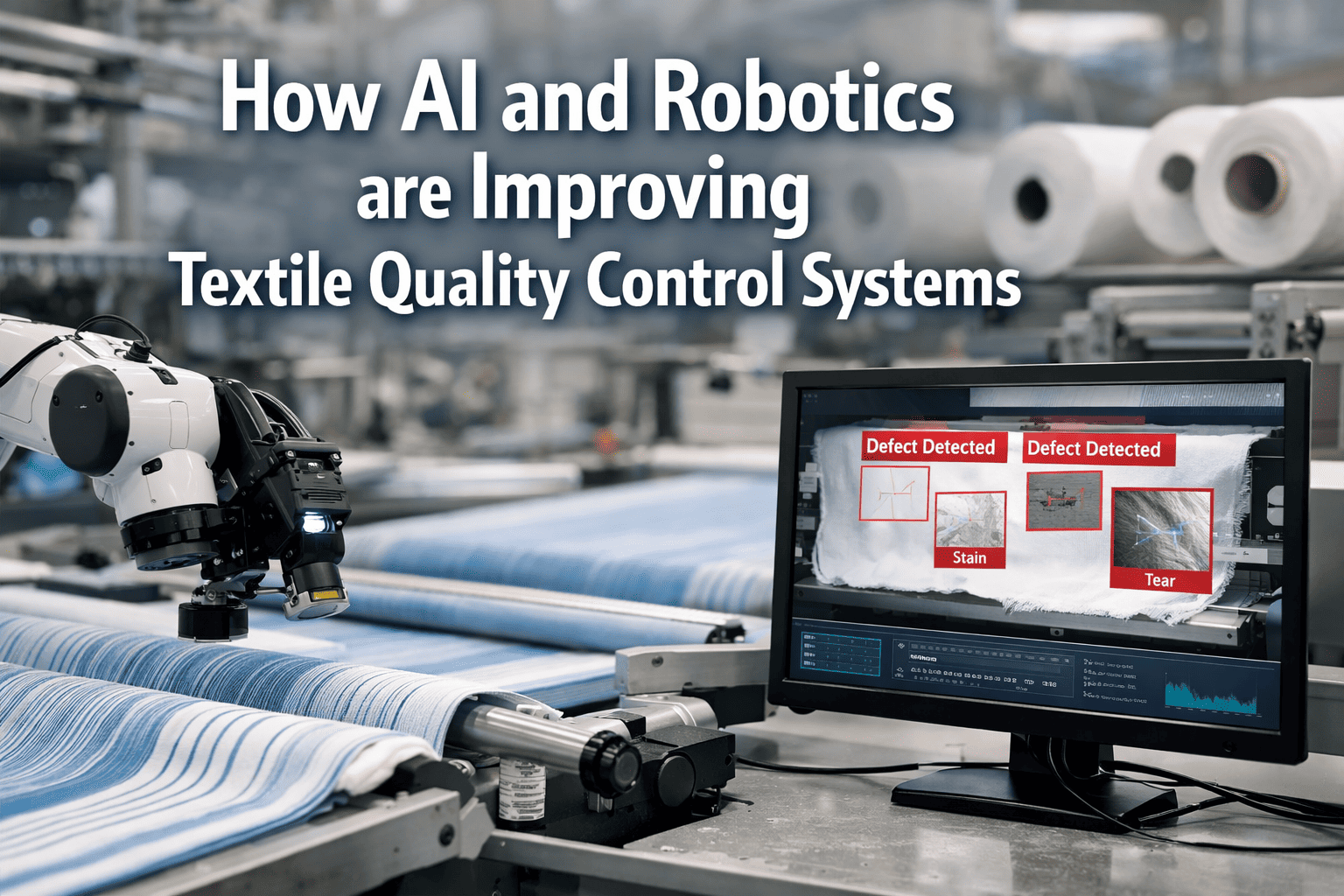
Color Inspection Method Comparison
Three methods are used for color inspection in textile mills. The table below compares human visual inspection, handheld spectrophotometer sampling, and AI inline vision monitoring across key capabilities.
| Capability | Human Visual | Handheld Spectro. | AI Inline Vision |
|---|---|---|---|
| Detection threshold | Delta-E 1.5 – 2.0 | Delta-E 0.1 | Delta-E 0.05 |
| Measurement location | Inspection frame | Lab or frame | Inline at machine |
| Coverage | Sample based | Sample based | 100% continuous |
| Measurement frequency | Every roll | Every 10th roll | Every meter |
| Data recording | Manual log | Digital file | Automatic database |
| Operator dependency | High | Medium | None |
| Annual cost per line | $28,000 | $16,000 | $9,500 |
Frequently Asked Questions
Eliminate Shade Variation Across Every Batch
iFactory AI color monitoring delivers Delta-E below 0.8 on every batch, every shift, every day. Real-time inline measurement, automatic pass-fail determination, and full batch history for every dye lot. Deployed in 7 to 14 days.