Fabric shade variation is one of the most expensive and reputationally damaging quality failures in textile manufacturing, costing the global industry billions annually in rejected rolls, customer claims, and re-dyeing costs. Traditional shade inspection relies on human visual assessment under controlled lighting or spectrophotometer spot measurements that capture only a fraction of the fabric surface — missing lateral shade variations, selvedge-to-centre differences, and gradual shading that only becomes visible after cutting and garment assembly. AI vision fabric shade variation detection software from iFactory AI inspects 100% of the fabric surface in real time during finishing, identifying shade deviations as small as 0.3 Delta E across the full fabric width and length before defective material reaches downstream customers. Book a Demo to see AI-powered shade detection applied to your dyeing and finishing lines.
AI Vision Fabric Shade Variation Detection Software
A comprehensive guide to deploying AI vision systems for real-time fabric shade variation detection across dyeing, finishing, and inspection — covering detection technology, shade classification, performance benchmarks, and integration with quality management workflows.
Why Fabric Shade Variation Remains a Top Quality Challenge in Textiles
Fabric shade variation occurs when different areas of the same fabric roll, or between rolls in the same dye lot, exhibit perceptible color differences that exceed the customer's accepted tolerance. The challenge is amplified by the subjective nature of color perception, the influence of fabric structure on light interaction, and the multiple process variables in dyeing that can introduce shade drift — including dye bath concentration changes, temperature gradients across the dyeing machine, liquor ratio variations, fabric speed fluctuations, and post-dyeing finishing treatments that alter surface color. In a typical dye house processing 50,000 meters of fabric daily, even a 2% shade rejection rate translates to 1,000 meters of non-conforming material per day, with re-dyeing costs ranging from $1.50 to $4.00 per meter depending on fabric type and dye class.
The financial impact extends beyond direct re-dyeing costs when shade variations escape the mill and reach garment manufacturers. Shade mismatches discovered during cutting create panel-level waste, require shade sorting labor that slows production, and in worst cases result in entire shipments rejected at the brand's quality inspection stage. These downstream failures carry costs 5-10x higher than in-mill detection, plus the long-term commercial damage of being flagged as an unreliable shade supplier. iFactory AI's vision platform addresses the root cause by providing continuous, objective, full-surface shade measurement during finishing — replacing spot checks and subjective visual assessment with data-driven shade monitoring that catches variations before material is released. Book a Demo to understand how continuous shade monitoring prevents downstream quality failures.
How AI Vision Software Detects Fabric Shade Variation in Real Time
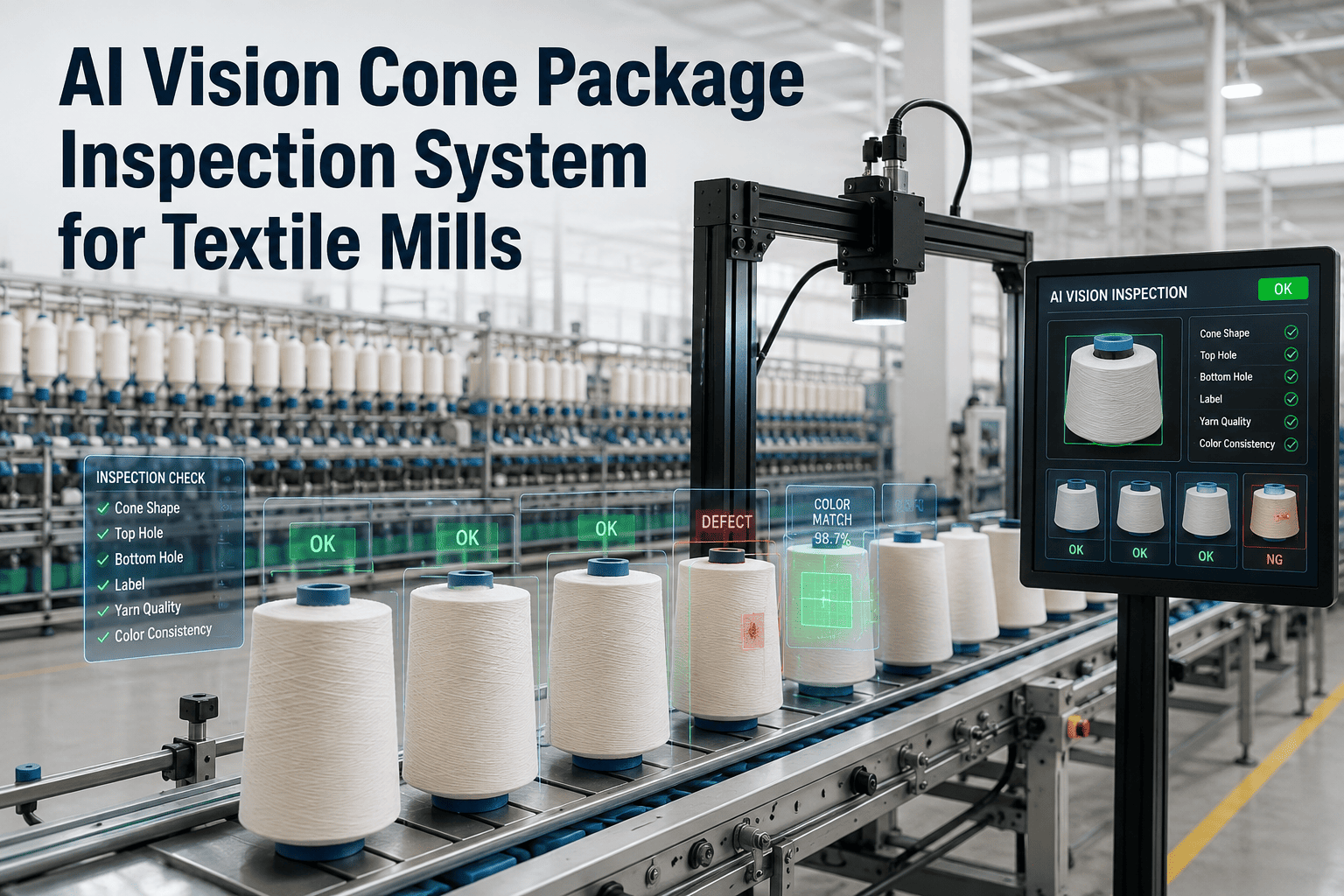
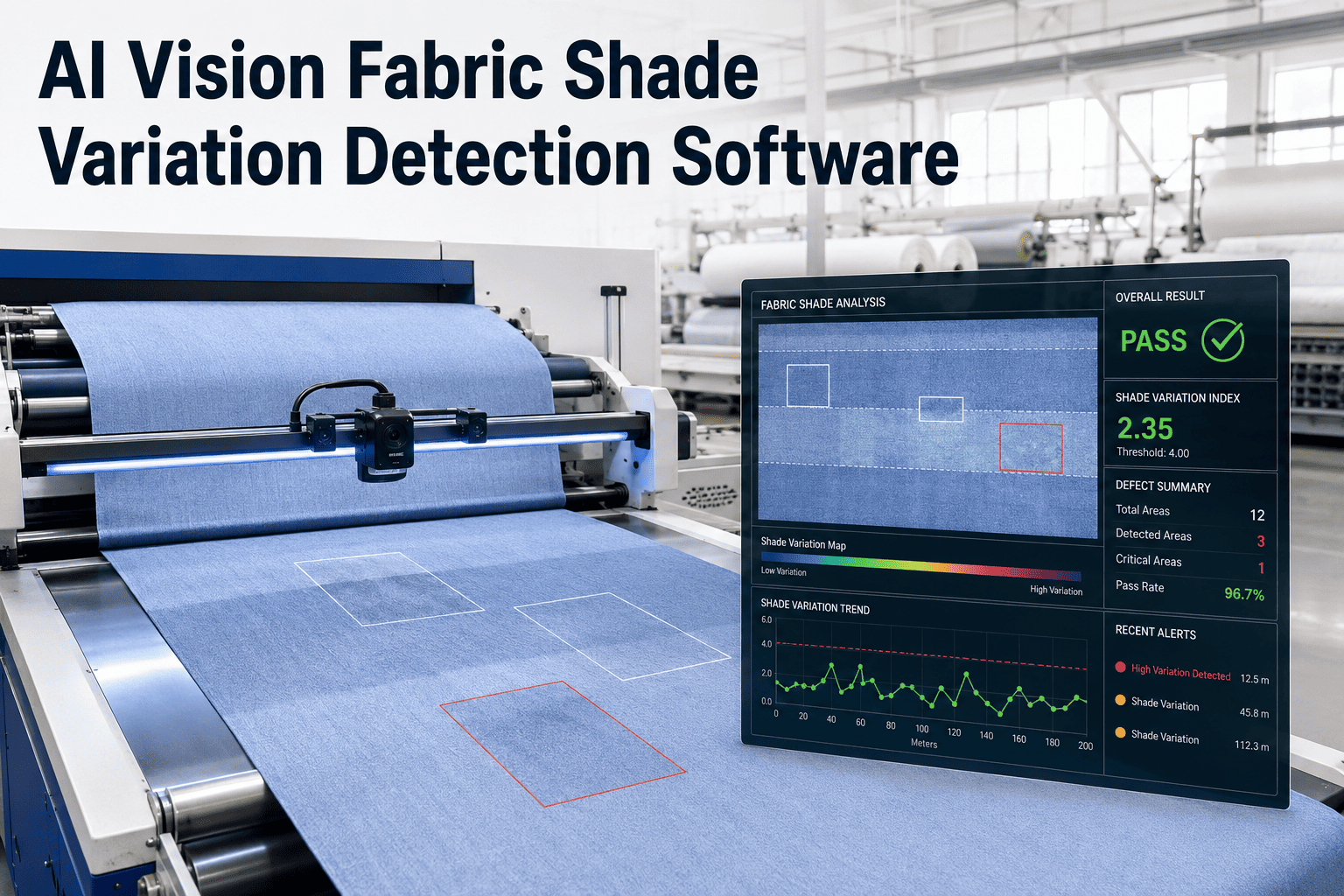
AI vision fabric shade detection operates through a multi-layered analysis pipeline that combines high-resolution color imaging, calibrated illumination, and deep learning models trained on thousands of shade variation examples across fabric types, dye classes, and color families. Unlike spectrophotometers that measure a single point, the AI vision system captures and analyzes the complete fabric width at line speed, generating a continuous shade map that reveals lateral, longitudinal, and localized shade deviations invisible to spot-check methods.
D65 standard illumination array with uniformity correction ensures consistent color capture across the full fabric width, eliminating lighting-induced measurement errors that plague uncalibrated camera systems.
Line-scan camera captures continuous high-resolution color images across the entire fabric width at production speeds up to 120 meters per minute, generating pixel-level color data for every square centimeter of fabric surface.
Deep learning model compares each image region against the reference shade standard, computing Delta E values in CIELAB color space and identifying deviation patterns including lateral shading, end-to-end drift, and localized spots.
Real-time shade map visualization displays deviation intensity across the fabric length and width, with automatic alerts when deviations exceed configured tolerance thresholds and detailed reports for quality documentation.
Types of Fabric Shade Variation Detected by AI Vision Systems
Not all shade variations are created equal — different variation types have distinct root causes, detection challenges, and downstream consequences. iFactory AI's vision platform classifies shade variations into five primary categories, each requiring specific detection algorithms and response protocols. Understanding these categories is essential for configuring detection sensitivity and establishing appropriate tolerance thresholds for each fabric and customer specification.
Systematic color difference between the fabric selvedge and centre, or between left and right halves of the fabric width, caused by dye bath flow imbalances, padding mangle pressure differentials, or stenter clip marks. AI vision maps shade continuously across the full width to quantify lateral deviation magnitude.
Gradual color change along the fabric length caused by dye bath exhaustion, temperature drift during dyeing, or chemical concentration changes over the batch run. AI vision tracks shade consistency over hundreds of meters, detecting drift rates as low as 0.05 Delta E per 100 meters.
Shade differences between consecutive rolls from the same dye lot, typically caused by batch-to-batch process variation in dyeing or different finishing line conditions. The AI system maintains shade profiles for each roll and flags inter-roll deviations exceeding customer tolerances.
Discrete areas of shade deviation caused by oil stains, water spots, chemical drips, or fabric handling marks that create localized color differences. AI vision identifies and classifies spot-type defects by size, shape, and severity for quality grading decisions.
Traditional Shade Inspection vs AI Vision Detection: Performance Comparison
The table below compares seven critical inspection performance dimensions between conventional shade monitoring methods and iFactory AI's vision-based detection system, highlighting where AI delivers measurable advantages that translate directly to reduced shade rejections and lower quality costs.
| Inspection Dimension | Traditional Methods | AI Vision Detection | Improvement |
|---|---|---|---|
| Coverage Area | Spot measurement at 3-5 points per roll using spectrophotometer | 100% continuous surface inspection across full width and length | Complete coverage vs less than 0.01% sampling |
| Detection Sensitivity | 1.0-1.5 Delta E minimum detection threshold | 0.3 Delta E minimum detection threshold | 3-5x improvement in sensitivity |
| Inspection Speed | 3-5 minutes per roll for manual visual and instrument assessment | Real-time at line speed up to 120m/min | 5x faster throughput |
| Objectivity | Subjective visual assessment varies by operator, shift, and fatigue | Consistent algorithmic measurement eliminates human variability | Zero inter-operator variation |
| Shade Mapping | No spatial shade map; only point values available | Continuous 2D shade map showing deviation across fabric surface | Full spatial visibility vs isolated data points |
| Root Cause Data | Limited to pass/fail; no pattern analysis for cause identification | Deviation patterns classified for lateral, longitudinal, or localized root cause correlation | Actionable diagnostic data vs binary result |
| Documentation | Manual log entries prone to transcription errors | Automatic digital records with shade maps, images, and Delta E data | Complete audit trail with zero manual entry |
iFactory AI's fabric shade variation detection software delivers continuous full-surface color monitoring with 0.3 Delta E sensitivity, automated shade mapping, and quality documentation that prevents defective fabric from reaching your customers. Integrated with CMMS for corrective action tracking and MES for lot traceability.
Detection Performance Across Dyeing and Finishing Process Stages
AI vision shade detection performance varies by process stage due to differences in fabric presentation speed, surface characteristics, and environmental conditions at each inspection point. The following table presents benchmark detection data from iFactory AI deployments across the four most common inspection points in textile finishing operations.
| Inspection Point | Line Speed | Detection Sensitivity | Shade Classification Accuracy | False Reject Rate | Typical Deployment |
|---|---|---|---|---|---|
| Post-Dyeing Exit | 40-80 m/min | 0.3 Delta E | 94.2% | 3.1% | 6-8 weeks |
| Stenter Output | 60-120 m/min | 0.4 Delta E | 92.8% | 3.5% | 5-7 weeks |
| Calendering Exit | 50-100 m/min | 0.3 Delta E | 95.1% | 2.8% | 4-6 weeks |
| Final Roll Inspection | 15-30 m/min | 0.3 Delta E | 96.7% | 2.2% | 3-5 weeks |
Expert Review: AI Vision Shade Detection in Dye House Operations
We have been running iFactory AI's shade variation detection system on our continuous dyeing range for the past eleven months, and the results have fundamentally changed how we manage color quality. Prior to installation, our shade inspection protocol consisted of spectrophotometer measurements at five points across the fabric width at the beginning, middle, and end of each roll — covering roughly 15 measurement points per 2,000-meter roll. This sampling approach consistently missed lateral shading issues that fell between measurement points, and we were receiving shade rejection claims on approximately 3.2% of our shipments to major garment brands. Within the first quarter after deploying the AI vision system, we identified that 40% of rolls we were previously passing had measurable lateral shade variation exceeding our customers' 1.0 Delta E tolerance — variation that our five-point sampling method simply did not capture. By catching these variations in-mill, we reduced our customer shade rejection rate to 0.9% in six months and to 0.4% by month ten. The shade maps generated by the system have also been invaluable for diagnosing root causes — we identified a recurring left-side shading pattern on our padding mangle that was caused by a worn roller bearing creating uneven nip pressure. This was a mechanical issue that had been contributing to shade variation for over a year but was invisible to our spot-check inspection method. The ROI on this system was achieved in approximately four months based solely on reduced re-dyeing costs and elimination of customer claims.
Frequently Asked Questions
iFactory AI's fabric shade variation detection system reliably detects shade deviations as small as 0.3 Delta E in CIELAB color space under standard D65 illumination conditions. For context, the typical human just-noticeable difference for fabric color is approximately 0.5-1.0 Delta E depending on the color family and the observer's color vision acuity. The 0.3 Delta E detection threshold means the AI system catches shade variations that are below the threshold of reliable human perception but still significant when accumulated across garment panels cut from the same fabric. Detection sensitivity can be configured based on customer tolerance requirements, with tighter thresholds for premium applications and relaxed thresholds for commodity fabrics where minor shade variation is acceptable. Book a Demo to see detection sensitivity demonstrated on your fabric types.
The AI vision system is designed to accommodate the full range of textile fabric types including woven, knitted, non-woven, and specialty fabrics with varying surface textures from smooth satin weaves to heavily textured terry and pile constructions. During deployment, the system undergoes a calibration phase that establishes baseline color measurement parameters for each fabric type, accounting for surface texture effects on light reflection and absorption. The deep learning model is trained on diverse fabric surface characteristics, enabling it to distinguish between genuine shade variation and apparent color differences caused by texture-induced light scattering. For particularly challenging surface textures, the system can be configured with multiple illumination angles to capture color data that is independent of surface topography effects. Contact Support to discuss fabric type compatibility for your production range.
iFactory AI's shade detection platform is designed to complement and extend existing spectrophotometer-based color management workflows rather than replace them. The system can import reference shade standards from spectrophotometer measurements, use instrument-derived Lab values as calibration anchors, and export AI-generated shade data in formats compatible with major color management software platforms. Many facilities use a hybrid approach where spectrophotometers provide precise reference measurements for shade standard approval and batch first-piece verification, while the AI vision system provides continuous full-surface monitoring during production to catch variations that occur between spot-check points. This integration ensures continuity with established color management processes while adding the coverage and speed advantages that only continuous vision inspection can provide. Book a Demo to see integration with your color management infrastructure.
Deployment of iFactory AI's fabric shade variation detection system on an existing finishing line typically requires 4-8 weeks depending on the number of inspection points, line speed, and integration complexity with existing quality management and MES systems. The deployment process includes mechanical mounting of the camera and illumination system at the selected inspection point, electrical and network connectivity, system calibration using reference fabric samples, AI model fine-tuning for specific fabric types and color families, integration with alert systems and quality dashboards, and operator training on system operation and response protocols. Because the system uses edge processing for real-time detection, there is no requirement for high-bandwidth network upgrades — standard industrial Ethernet connectivity is sufficient for dashboard data and shade map synchronization. Contact Support for a detailed deployment plan for your finishing lines.
False rejects — flagging fabric as out-of-shade when it actually falls within acceptable tolerance — are controlled through configurable tolerance thresholds that can be set independently for each shade variation type, fabric type, and customer specification. The system allows quality managers to define separate Delta E thresholds for lateral variation, longitudinal drift, and localized spots, reflecting the different impact each variation type has on downstream garment quality. Additionally, the AI model incorporates statistical process control logic that distinguishes between random measurement noise and systematic shade deviation, and the system can be configured with confirmation workflows where borderline detections are flagged for operator verification rather than automatic rejection. This tiered approach typically achieves false reject rates below 3% while maintaining detection sensitivity for genuine shade failures. Book a Demo to see tolerance configuration options for your quality requirements.
iFactory AI delivers continuous full-surface shade monitoring with 0.3 Delta E sensitivity, automated shade mapping, roll-to-roll comparison, and quality documentation that protects your customer relationships and eliminates costly shade-related claims. Schedule a demo to see the system configured for your fabric types and color specifications.