The faintest hum on a high-speed beverage line carries information. The new rattle on a capper turret two days before a torque drift. The slow shift in a filler valve's flow signature three weeks before a fill-volume reject spike. The mixer gearbox vibration creep that nobody notices because OEE is still at 87%. The signals are there. iFactory listens to all of them — across fillers, cappers, mixers, conveyors, homogenisers, and CIP pumps — and turns them into work orders before the line stops. See it on your line data.
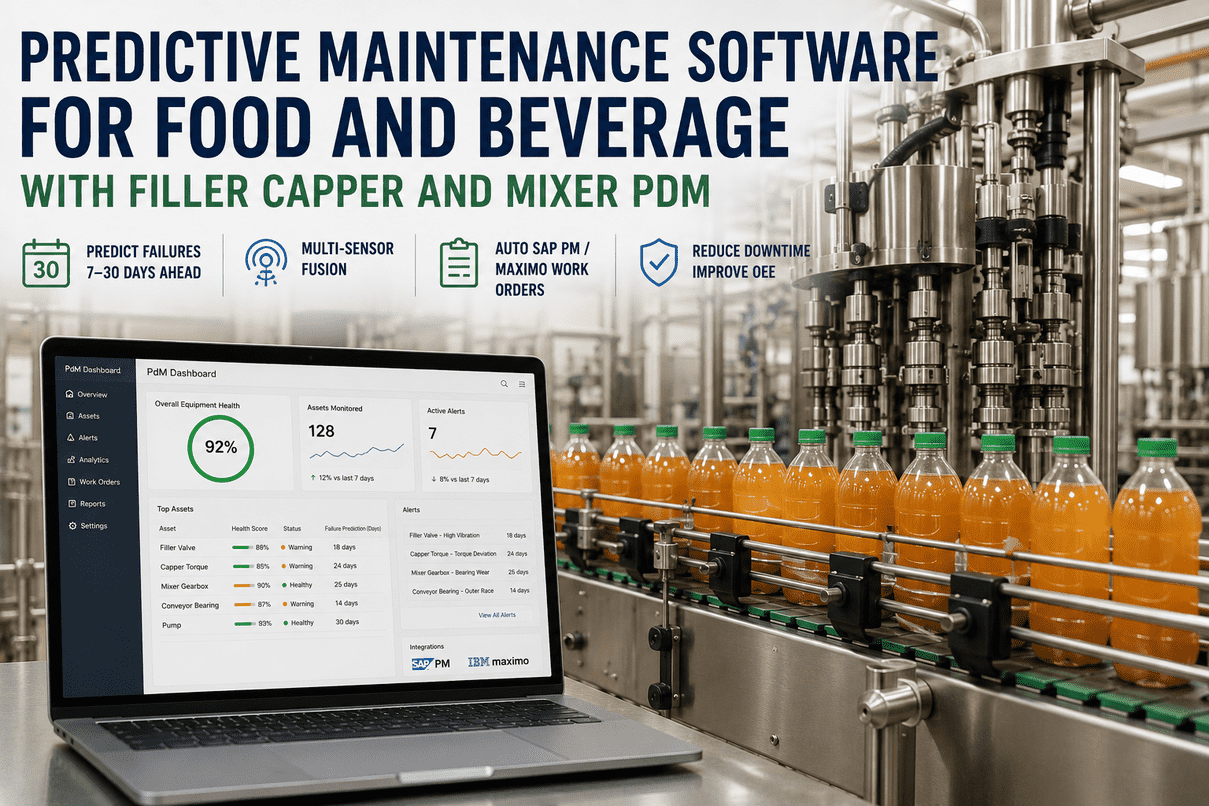
Catch the Failure 7–30 Days Before the Line Stops
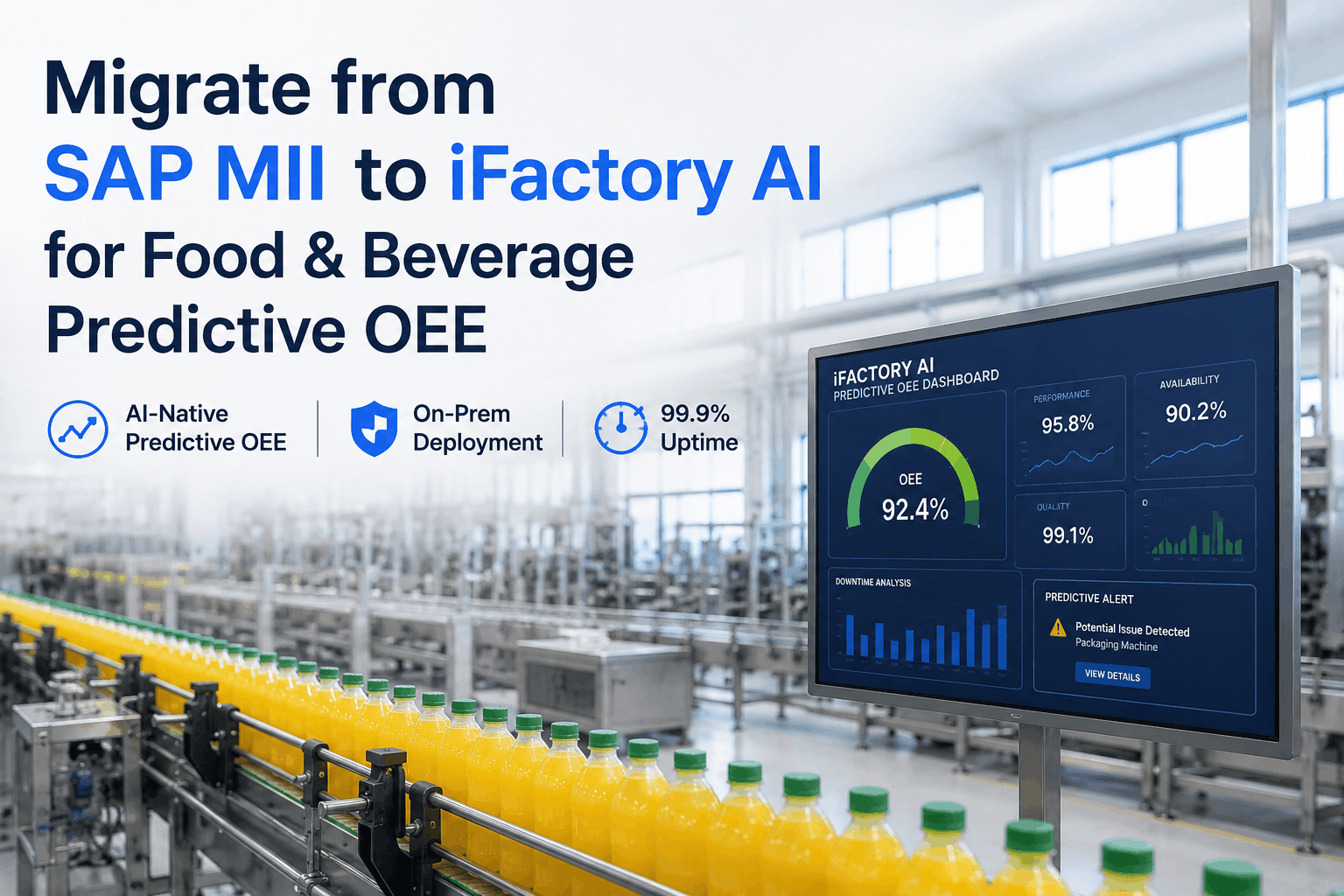
LSTM + FFT envelope analysis + multi-sensor fusion running on an NVIDIA RTX Pro 6000 Blackwell on-site appliance. Six asset classes monitored across the full F&B line. Every alert summarised by an LLM in plain language — failure mode, time horizon, recommended action, and the cited OEM manual page — and pushed directly to SAP PM, Maximo, or your CMMS as a work order.
Downtime Doesn't Just Cost You Throughput. It Risks the Batch.
In an automotive plant a line stoppage is lost throughput. In a food plant it is also a temperature exceedance, a HACCP non-conformance, scrapped product mid-process, sanitation crews on overtime, and missed shipment windows. The downstream consequences are what make every avoided unplanned event genuinely valuable — far beyond the lost-output line in the spreadsheet.
$3,000 to $5,000 per minute on a typical high-speed beverage filler. Add bottleneck cascade across capper, labeller, and packaging — the headline number is rarely the full number.
Product in process when the line stops typically cannot be recovered. A single stoppage on a dairy or sauce line can spoil $50,000+ of in-process inventory before the seal even fails.
Pasteuriser stoppage, refrigeration trip, or fill-line failure can push a batch outside its CCP window. The cost is not the repair — it is the quality hold, the regulatory paperwork, and the buyer call.
F&B is a shipment-window business. Major retailers issue compliance penalties for late deliveries and chargebacks for short ships. A 4-hour line stop can cost a customer relationship, not just a line item.
Six Asset Classes Across the Production Line — Each With Its Own Failure Signature
A filler valve fails differently from a mixer gearbox. The vibration spectrum, the warning horizon, the consequence of missing it — all different. iFactory uses a model tuned to each asset class, not a generic vibration threshold applied to everything that rotates.
Heart of the line — sets the pace for the entire plant. A single faulty valve causes underfills, drips, and downstream jams. AI watches every fill head separately for valve seal degradation, spring fatigue, and bowl-pressure drift.
Torque drift on a capper is invisible until the rejects pile up — by which point the seal is already compromised and a quality hold is in motion. AI monitors per-head torque trend, vibration signature, and bell wear.
A mixer gearbox failure is not just downtime — it is a contaminated batch with metal in product. AI watches gearbox vibration spectrum, motor current signature, and oil particle count together to catch tooth fatigue early.
A 200-foot conveyor with hundreds of idlers seems simple — until one bearing seizes and the entire downstream line halts. AI listens for bearing-defect frequencies on drive motors and high-load sections.
High-pressure homogenisers fail loudly and expensively. Plunger seal wear shows in pressure pulsation signature weeks before product quality drops. AI catches the pulsation FFT signature before throughput slips.
CIP pumps run hot, run hard, and are the most thermally cycled assets in the plant. A CIP pump failure during a sanitation cycle creates a regulatory paperwork problem, not just a maintenance one.
Five Sensor Types. One Failure That Ties Them All Together.
A single sensor reading is ambiguous. Vibration alone could be load. Temperature alone could be ambient. Oil particle count alone could be sampling error. The pattern across all five — that is the failure. Multi-sensor fusion is what separates a real prediction from a false alarm at 3am.
From Sensor Signature to OEM-Cited Work Order — in Under 60 Seconds
This is a representative alert as it appears in the iFactory dashboard and in the SAP PM work order it generates. The technician receives the failure mode, the time horizon, the recommended action, and the cited OEM manual page — no document hunting required. See it on your line data.
Head 7 spindle bearing shows progressive outer race defect development. BPFO amplitude at 184 Hz has increased 280% over 19 days — consistent with early outer race spall. Per-head average torque has drifted upward 7.2% on this head while other heads remain stable, confirming the mechanical degradation pathway. Bearing temperature is currently within normal range, typical for this failure mode at this stage. Recommended action: replace head 7 spindle bearing assembly during next planned 4-hour PM window. Cited from OEM service manual page 218, section 7.3.2: Spindle Bearing Replacement Procedure. Do not defer beyond 12 days without re-evaluation — torque drift will reach reject threshold.
Every Prediction Becomes a Structured Work Order — Automatically
A prediction sitting on a dashboard is a prediction nobody acts on. iFactory pushes every confidence-threshold-crossing alert directly into your existing CMMS — with failure mode, predicted RUL, recommended action, OEM manual citation, and the parts list pre-populated.
Multi-sensor fusion confidence crosses threshold for the asset class. Severity tagged: CRITICAL / HIGH / MEDIUM.
On-device LLM writes the failure mode, the time horizon, the recommended action — and cites the OEM manual page that describes the procedure. Plain technician language.
SAP PM notification + work order, or Maximo job, or your CMMS equivalent — generated via REST API. Functional location, equipment ID, failure code, priority, and labour estimate populated.
Where part numbers are mapped in your material master, a purchase requisition raises automatically — with predicted lead time so parts arrive before the repair window opens.
Post-repair findings logged against the prediction. Confirmation or deviation feeds the next monthly model retraining cycle. Accuracy improves on your plant's data.
Stop Stocking "Just In Case." Start Stocking "Because the AI Says So."
F&B plants typically over-stock spares for assets that rarely fail and under-stock for assets that fail in patterns nobody has mapped. The PdM data corrects both — every alert becomes inventory signal, and over time your spare parts inventory shifts from time-based to condition-based.
- Buy spares on a calendar — quarterly, annually
- Critical spares parked "just in case" — high carrying cost
- Emergency air freight when the actual failure was not predicted
- Spare parts inventory grows year over year
- Order parts when the AI predicts the need — not before
- Lead time built into the prediction — parts arrive ahead of the repair
- Slow-movers de-stocked safely — the AI gives you visibility
- Inventory reduces 20–35% over the first 12 months of deployment
IP69K Sensors. Stainless. Made for the Hose, Not the Brochure.
F&B plants do not run in clean rooms. They run with high-pressure caustic washdowns at 80°C, daily sanitation cycles, vapour, and aggressive cleaning chemistry. iFactory ships sensors purpose-built for this environment — not generic industrial sensors with a sticker.
Survives high-pressure, high-temperature jet washdown. The standard for sanitary food equipment, not optional.
Sensor housings in food-grade stainless. No coatings, no plastic enclosures. Withstands chlorinated and acidic CIP cycles.
No cable runs to fail under thermal cycling. Industrial mesh networking — battery life 5+ years on standard duty.
Mounting designs that comply with EHEDG hygienic engineering — no harbourage points, no sanitation compromises.
What Reliability Engineers Ask Before Sign-Off
Process data from the line PLC and SCADA gives the model load context. A vibration shift that coincides with a recipe change at 06:00 is flagged as recipe-correlated and not raised as an alert. A vibration shift that develops independently of any process change — that is the signal.
Yes. All deployed sensors are IP69K-rated, 316L stainless, with EHEDG-compatible mounting. We have deployed in dairy, beverage, and ready-meal plants running daily 80°C caustic washdowns. Sensor warranty is 5 years.
Yes — via REST API or message queue. We map your functional location hierarchy, equipment IDs, failure codes, and material master during installation. Work orders are generated in your existing SAP environment, not ours. Same for Maximo and other CMMS platforms.
Below 5% on assets with stable operating patterns by week four of deployment. Higher in the first two weeks during validation mode — every alert reviewed with your team and used to tune sensitivity. We do not ship a model that buries operators in noise.
See Which Asset on Your Line Will Fail Next — Before It Does
We do not sell you a dashboard. iFactory delivers the full solution — pre-configured NVIDIA RTX Pro 6000 Blackwell appliance shipped to your plant, IP69K sensors mounted by our field team, models calibrated to your equipment, and the first predictions live within the 6-week pilot. You see real alerts on your actual line before committing to full deployment.