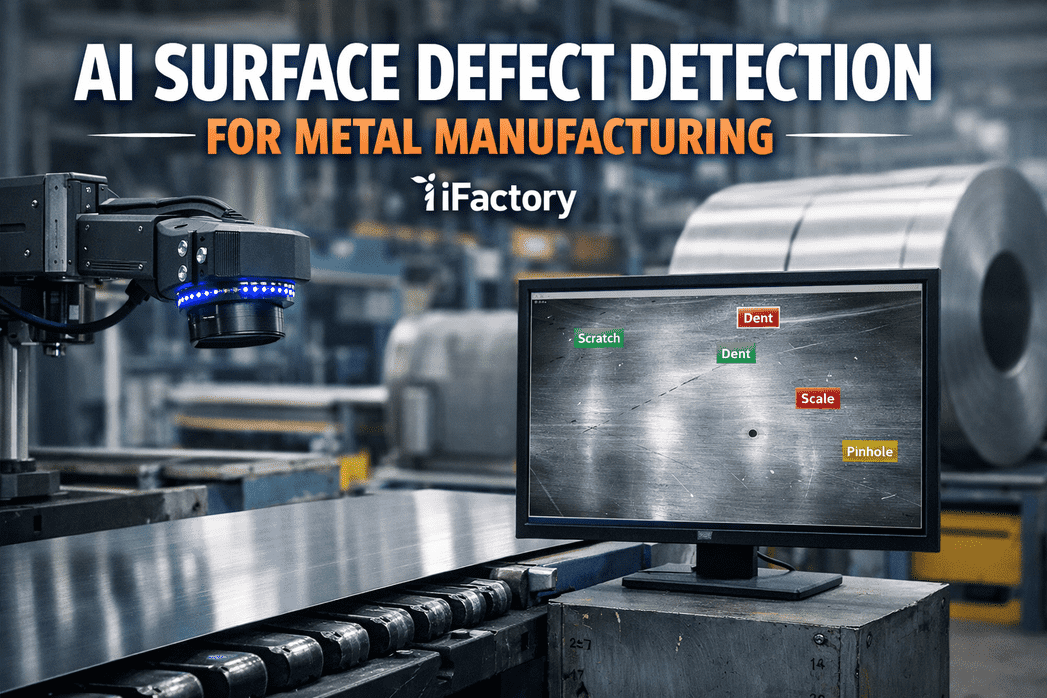
The global aluminum market hit $265 billion in 2025, with flat products alone commanding over 40% of all shipments into automotive, aerospace, packaging, and construction. At this scale, a single undetected surface scratch on a rolled sheet can mean a rejected batch worth tens of thousands of dollars — or worse, a structural failure in an aircraft fuselage. Human inspectors catch roughly 70–80% of defects on a good day. AI vision systems now detect scratches, dents, inclusions, and coating flaws at 88–98% accuracy, at line speed, on every single sheet. Here's how aluminum producers are deploying the technology — and why quality leaders are making it standard.
Why Aluminum Surface Defects Are So Hard to Catch
Aluminum presents a uniquely difficult inspection challenge. Its reflective surface, variable lighting behavior, and the sheer speed of rolling and extrusion lines make manual and traditional optical methods unreliable. Here's what makes aluminum different from other metals.
The Complete Defect Map: What AI Vision Detects on Aluminum
AI models for aluminum inspection are trained on industry-specific datasets containing thousands of labeled defect images. Here's the full taxonomy of defects that modern systems classify — organized by origin.
How AI Vision Inspection Works in Aluminum Plants
Modern aluminum surface inspection systems combine specialized optics, high-speed cameras, edge AI processing, and deep learning models purpose-trained on aluminum defect datasets. Here's the full pipeline from camera to corrective action.
Where It Matters Most: Inspection Points Across Aluminum Production
Defects can originate at any stage — from casting to final finishing. Effective AI inspection deploys cameras at multiple critical points, not just the end of the line.
Connect Every Defect Detection to a Maintenance Action
When AI vision catches a recurring scratch pattern from a worn roll or a porosity cluster from a casting issue, iFactory automatically generates a maintenance work order for the root-cause equipment — with defect evidence, asset history, and priority attached. Purpose-built for aluminum rolling mills, extrusion plants, and finishing lines.
The Quality-to-Maintenance Loop: Why Detection Alone Isn't Enough
Most aluminum defects aren't random — they're symptoms of equipment condition. A scratch pattern that repeats every coil means a work roll has developed a mark. Porosity clusters mean the casting furnace needs degassing. Coating misses mean a spray nozzle is clogged. The real ROI comes when defect detection drives predictive maintenance.
Turn Defect Data Into Equipment Intelligence
iFactory connects your AI vision inspection system to automated maintenance workflows — so every defect pattern drives a root-cause work order, every repair is documented, and every asset builds a predictive health profile. Built for aluminum rolling mills, extrusion plants, and finishing operations where quality and uptime depend on the same equipment.
Frequently Asked Questions
Modern deep learning models achieve 88–98% mean average precision (mAP) on aluminum defect datasets, depending on defect type and model architecture. Improved models using multi-scale feature extraction and attention mechanisms push accuracy higher on small defects like micro-scratches and inclusions. These systems significantly outperform manual inspection, which typically catches 70–80% of defects under ideal conditions and degrades with fatigue and speed.
AI vision systems inspect flat-rolled sheets and coils, extruded profiles, cast billets and slabs, foil, anodized and coated surfaces, and forged components. The system adapts to different product geometries through camera positioning and model training. Line-scan cameras handle continuous sheet and coil inspection, while area-scan cameras are used for discrete parts like extrusion cross-sections and cast billets.
Yes — this is one of the primary reasons AI outperforms traditional optical inspection on aluminum. Modern systems use multi-lighting techniques (dark field, bright field, structured light) combined with AI models trained specifically on aluminum's reflective behavior. The AI learns to distinguish real defects from glare artifacts, specular reflections, and surface texture variations that confuse rule-based systems.
When AI vision detects a pattern of defects — like recurring scratches from a worn roll or porosity from casting issues — the system can feed that data into a CMMS like iFactory. The CMMS automatically generates maintenance work orders for the root-cause equipment, tracks repair completion, and builds historical data that enables condition-based maintenance scheduling. This transforms quality data into equipment health intelligence.
ROI comes from multiple sources: reduced scrap and rework from earlier defect detection, fewer customer rejections and returns, reduced manual inspection labor, and predictive maintenance that prevents equipment-driven defects. In high-specification applications like aerospace and automotive body sheet, where a single rejected coil can cost $20,000–$50,000+, preventing even a few false-passes per month delivers significant returns. Most producers report payback within the first 6–12 months of deployment.