Weld defects cost manufacturers billions annually in rework, scrap, warranty claims, and catastrophic field failures. Manual weld inspection catches only 80% of defects under optimal conditions — and real-world detection rates drop far lower as inspector fatigue sets in during high-volume production shifts. According to ASME data, approximately 32% of welding defects come from operator error and 41% from poor process conditions — both issues that AI vision inspection identifies and corrects in real time. The AI-based visual inspection market for welds reached $1.62 billion in 2024 and is growing at 13.8% CAGR, driven by manufacturers who can no longer tolerate the "weld, test, repair" cycle. AI vision systems now achieve 97-99% detection accuracy, inspecting 150 weld seams in just 40 seconds — with documented results showing 94% reduction in downstream weld failures and ROI achieved in as little as 4 months. iFactory deploys AI-powered weld inspection across MIG, TIG, laser, and resistance spot welding processes — detecting porosity, undercut, spatter, lack of fusion, cracks, and misalignment at production speed, with every defect triggering automated classification, severity scoring, and work order generation.
See AI Weld Inspection on Your Actual Weld Samples
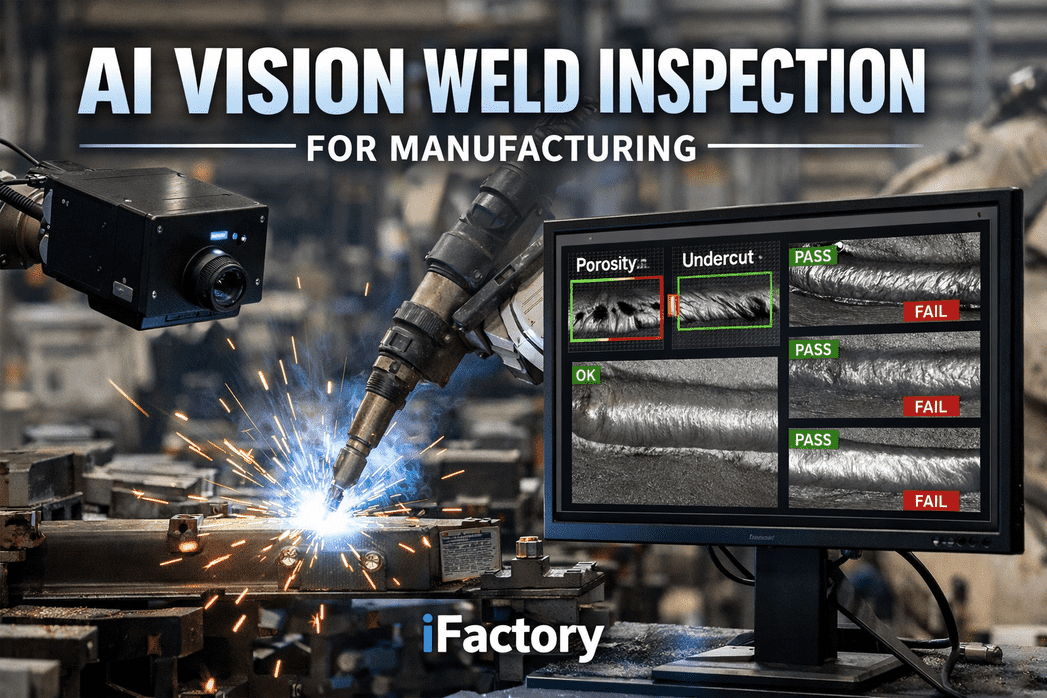
Our specialists will demonstrate real-time defect detection on weld types from your industry — MIG, TIG, spot, or laser. See porosity, undercut, and crack detection running live on NVIDIA edge hardware.
Schedule Your Free DemoThe Cost of Missed Weld Defects in Manufacturing
A single undetected crack in an automotive body weld can lead to catastrophic failure. A porosity defect in an aerospace component might not appear until the part is in service at 30,000 feet. Traditional post-weld inspection methods — visual examination, X-ray, ultrasonic testing — are slow, expensive, and reactive: they catch defects after they occur, when the damage in time, cost, and structural integrity has already been done.
Rework & Scrap
Defective welds caught downstream require grinding, rewelding, and re-inspection — at 3-5x the cost of getting it right the first time. Parts that can't be reworked become scrap.
Production Delays
Post-weld NDT bottlenecks (X-ray, UT) slow throughput. Sampling-based inspection creates false confidence — defects pass through until a batch failure forces line stops.
Warranty & Recalls
Defects that escape to the field trigger warranty claims, customer complaints, and potential safety recalls — the most expensive failure mode, with costs running into millions per event.
AI Vision vs Manual Weld Inspection
Traditional weld inspection depends on a human inspector aiming a flashlight at a weld bead and making a judgment call — under time pressure, on every shift, across hundreds of welds per hour. AI vision eliminates the human variability that makes manual inspection unreliable at production volumes.
Weld Defect Types Detected by AI Vision
iFactory AI models are trained to detect and classify the full spectrum of weld defects defined by AWS, ISO, and ASME standards — from surface-visible porosity to subtle geometry deviations that indicate subsurface lack of fusion. Each defect is classified by type, severity, and recommended action.
Porosity
Gas pockets trapped in solidified weld metal — from contamination, improper shielding gas, or moisture. AI detects individual pores, clustered porosity, and linear porosity patterns that indicate systemic gas shielding problems.
Cracks
Longitudinal, transverse, and crater cracks caused by thermal stress, hydrogen embrittlement, or improper cooling. The most critical weld defect — AI detects hairline cracks invisible to the naked eye using high-resolution imaging and edge enhancement.
Lack of Fusion
Incomplete bonding between weld metal and base metal or between weld passes — caused by insufficient heat input, improper angle, or contamination. AI identifies fusion boundaries through 2D profile analysis and thermal signature correlation.
Undercut
Groove melted into base metal adjacent to the weld toe — caused by excessive current, travel speed, or arc length. AI measures undercut depth and length against code limits (AWS D1.1 allows max 1/32" for static loads).
Spatter
Metal droplets expelled from the weld zone during welding — from excessive current, wrong polarity, or contaminated wire. AI quantifies spatter density and flags excessive accumulation that affects paint adhesion and corrosion protection.
Misalignment
Offset between joined components — from fixture problems, thermal distortion, or operator error. AI measures gap, offset, and angular misalignment against tolerance specifications and flags joints exceeding code limits.
AI Models for MIG, TIG, Laser & Spot Welds
Different welding processes produce fundamentally different defect signatures. iFactory trains process-specific AI models that understand the visual characteristics unique to each weld type — not generic models that treat all welds the same.
Gas Metal Arc Welding
AI detects porosity, burn-through, cold lap, inconsistent bead width, and wire feed irregularities. Models trained on the characteristic ripple pattern of MIG beads — distinguishing normal variation from defect indicators.
Gas Tungsten Arc Welding
AI inspects for tungsten inclusions, oxide contamination, insufficient penetration, and color discoloration. TIG welds require different lighting and resolution due to their smoother surface and tighter tolerance requirements.
Resistance Spot Welding
AI verifies nugget diameter, indentation depth, expulsion marks, and electrode wear patterns. Critical for automotive body-in-white where thousands of spot welds per vehicle must meet IATF 16949 strength requirements.
Laser Beam Welding
AI detects micro-cracks, keyhole collapse porosity, and incomplete fusion at high magnification. Multi-camera setups capture the weld seam from multiple angles during and immediately after welding for comprehensive inspection.
Real-Time Weld Bead Geometry & Profile Analysis
Beyond defect detection, AI vision continuously measures weld bead geometry — width, height, reinforcement, leg length, throat, and profile shape — against code specifications for every weld. Out-of-tolerance geometry is flagged before the part moves to the next station.
Bead width measured against min/max spec — too narrow indicates insufficient fill, too wide suggests excessive heat input
Reinforcement height verified against code limits — excessive reinforcement creates stress concentrations at the weld toe
Fillet weld leg lengths measured on both sides — unequal legs indicate improper gun angle or joint preparation
Convexity/concavity assessed against AWS limits — flat to slightly convex profiles preferred for fatigue life
Robotic Welding Cell Integration
iFactory AI vision integrates directly into robotic welding cells — communicating with Fanuc, ABB, KUKA, and Yaskawa controllers through PLC interfaces. When AI detects a defective weld, it can trigger automatic rework, flag the part for manual review, or adjust welding parameters to prevent the next defect.
Camera in Cell
High-res cameras mounted inside the weld cell capture every bead immediately after welding — while the part is still fixtured
Edge AI Inference
NVIDIA Jetson or L4 GPU runs YOLOv8 and Vision Transformer models — sub-50ms per weld, no cloud latency
PLC Signal
Pass/fail signal sent to robot controller. Defective parts automatically routed to rework station — no manual intervention
Auto Work Order
iFactory generates work order with annotated photos, defect classification, and AI-suggested corrective action
Weld Quality Traceability & Compliance
Every weld inspected by iFactory AI is logged with defect classification, severity score, annotated image, timestamp, operator/robot ID, and part serial number — creating the traceability audit trail required by AWS D1.1, ISO 3834, IATF 16949, and ASME IX.
Structural Steel
Weld acceptance criteria per AWS D1.1 Table 6.1 programmed into AI — undercut depth, porosity size, crack length, and profile limits enforced automatically on every weld
Quality Requirements
Comprehensive quality management for fusion welding — AI inspection logs satisfy documentation requirements for process monitoring and inspection records
Automotive Quality
Spot weld nugget verification, destructive test correlation, and process capability data required for automotive OEM supplier qualification
Pressure Vessels
Weld procedure qualification and welder performance qualification records linked to AI inspection data for pressure vessel and piping fabrication
Weld Inspection KPIs & Continuous Model Improvement
iFactory tracks weld quality KPIs per robot, per operator, per shift, and per part number — creating the data foundation for continuous improvement that manual inspection cannot provide.
Percentage of welds with detectable defects — tracked per process, station, and operator to identify systemic issues
Defects that passed AI inspection but were caught downstream — the metric that proves AI is catching what matters
First-pass yield: welds passing inspection on the first attempt without rework — the ultimate weld quality metric
False positive rate: good welds incorrectly flagged as defective — kept below 2% via confidence thresholding
Frequently Asked Questions
Every Weld Inspected. Every Defect Caught. Every Shift, 24/7.
iFactory AI vision inspects 100% of your welds at production speed — detecting porosity, cracks, undercut, lack of fusion, and misalignment with 99% accuracy, while generating automated work orders and compliance-ready traceability records.