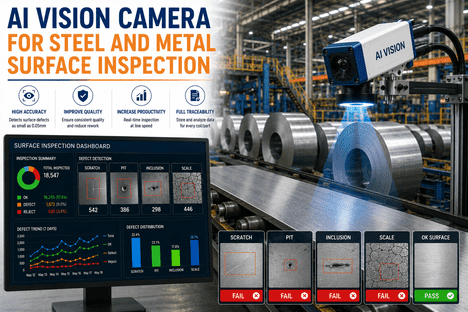
Surface quality defects drive 2-5% of total steel production to secondary or reject status — costing $3M-$12M annually in downgrade losses alone, before accounting for customer claims, sorting costs, and lost business. Human inspectors standing at the end of a rolling mill catch 60-70% of surface defects on a good day; on a night shift after eight hours, that number drops to 40-50%. At line speeds above 5 m/s (300 m/min), human visual inspection cannot resolve defects below 0.5mm — missing 25-40% of surface anomalies that will cause paint adhesion failures, coating defects, or stamping cracks at your customer's facility. AI vision systems now detect and classify over 200 types of metal surface defects at full production speed (up to 2000 m/min), with 95-99% accuracy and 0.1mm minimum defect size detection — inspecting 100% of surface area on both sides simultaneously. iFactory deploys AI-powered surface inspection across hot strip mills, cold rolling lines, coating operations, plate mills, and aluminum rolling — delivering real-time defect mapping, automated coil grading, and customer-specific quality rule enforcement at line speed.
The Quality Cost of Undetected Surface Defects
Undetected surface defects don't just downgrade your product — they destroy customer relationships. A light roll mark that passes your inspection becomes a paint adhesion failure at an automotive stamping plant. A subtle surface roughness variation means a $180,000 coil gets downgraded from exposed automotive to structural, losing $42 per ton in margin. The defects your inspectors miss are exactly the defects your customers find.
AI Vision vs Rule-Based Inspection on Metal Surfaces
Rule-based machine vision systems use pixel thresholds and edge detection algorithms that fail on real metal surfaces — where reflections shift with every coil, scale patterns vary with chemistry, and acceptable cosmetic variation overlaps with true defect signatures. Deep learning AI learns the difference from millions of training images.
Hot Rolled Steel: Scale, Cracks, Seams & Roll Marks
Hot strip mills produce steel at 800-1200 C and line speeds of 10-20 m/s (600-1200 m/min). At these speeds, human inspection is physically impossible. AI vision captures and classifies every defect on both surfaces simultaneously — at full production speed, without slowing the line.
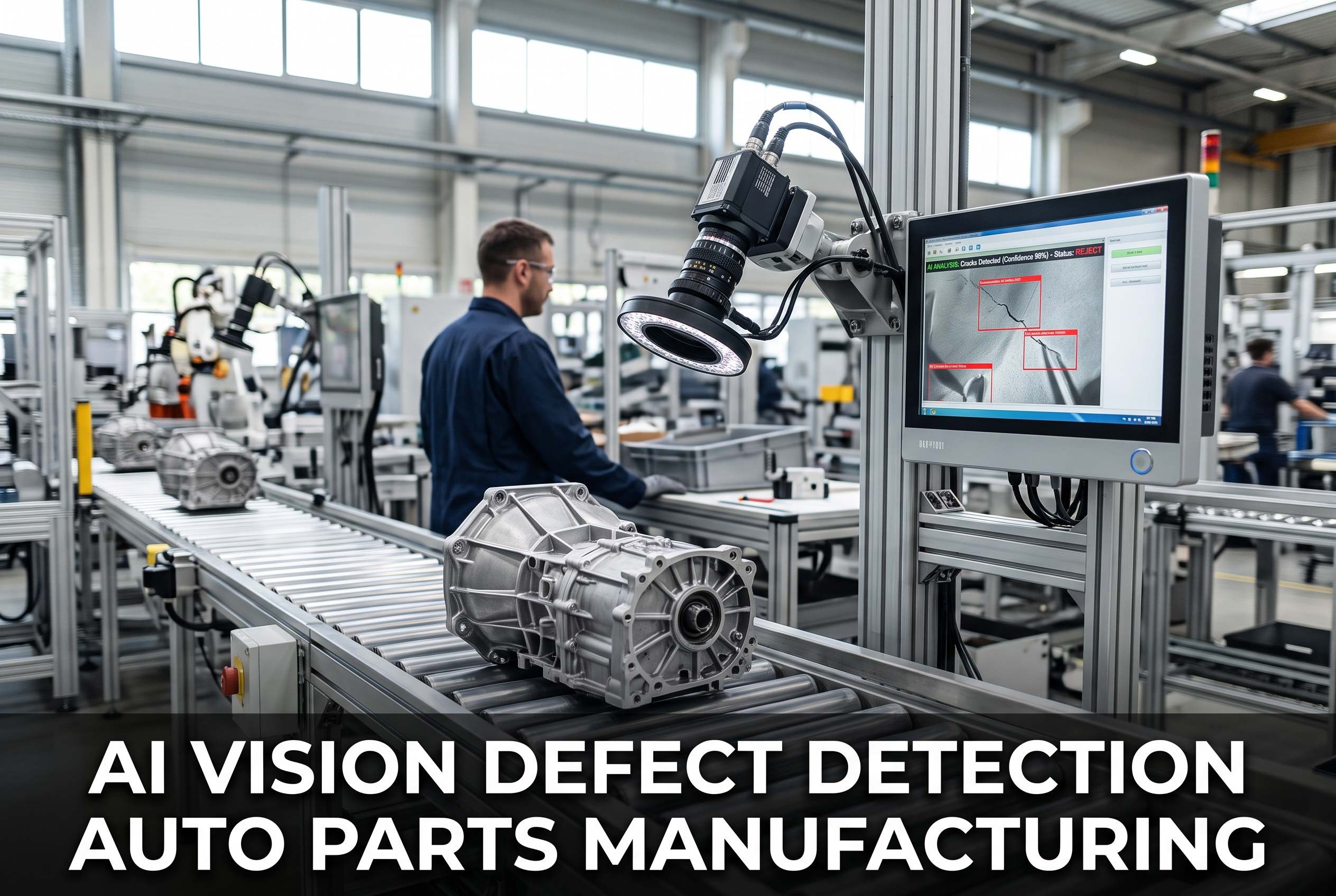
Cracks & Seams
Longitudinal and transverse cracks from thermal stress, improper rolling, or caster-origin defects. Slivers and shells (partially detached metallic flaps) from subsurface inclusions reaching the surface during rolling.
Scale Pits & Residue
Oxide scale pressed into the surface during rolling — from descaler malfunction, insufficient water pressure, or nozzle blockage. Creates permanent depressions that affect downstream coating and painting.
Roll Marks
Periodic impressions from work roll surface damage — identifiable by their fixed repeat interval matching roll circumference. AI calculates periodicity and maps back to the specific roll causing the defect.
Edge Cracks
Transverse cracks at strip edges from thermal stress, composition issues, or rolling conditions. AI detects edge crack frequency and severity patterns that indicate when edge trimming parameters need adjustment.
Wavy Edges / Buckle
Flatness defects from differential elongation across strip width. AI measures and grades flatness deviation — triggering automatic leveler adjustment or diversion to temper mill for correction.
Surface Roughness
Texture variation from work roll wear, lubrication changes, or rolling reduction settings. AI tracks roughness trends per roll campaign and predicts when roll change is needed to maintain surface specification.
Cold Rolled & Coated Products
Cold rolled and coated products (galvanized, tin-plated, pre-painted) demand the highest surface quality — any defect visible after painting, stamping, or forming triggers customer rejection. AI vision detects sub-millimeter surface imperfections on these high-value products where quality expectations are most demanding.
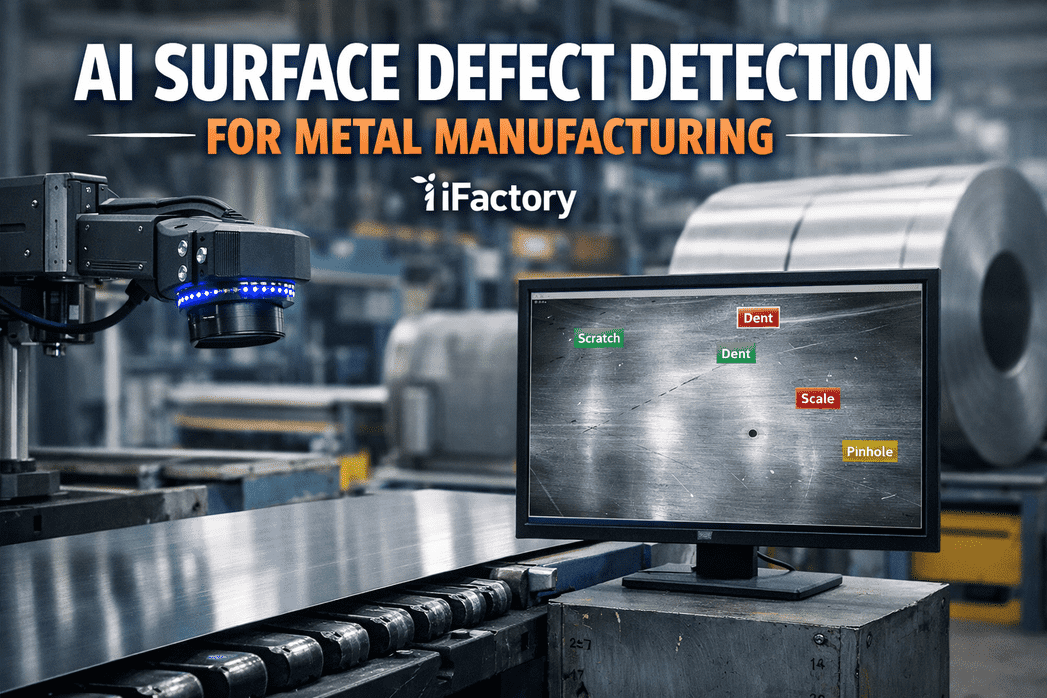
Linear surface damage from guide contact, roll table issues, or coiler damage. AI classifies scratch depth (cosmetic vs functional) and maps location for selective trimming or diversion.
Localized depressions from handling damage, foreign objects in the rolling bite, or telescope impact. AI measures dent depth and diameter against customer-specific acceptance criteria.
Micro-perforations in coating from substrate defects or coating application issues. Critical in food packaging where pinhole density determines barrier integrity and shelf life.
Bare spots, drips, zinc flowers, and coating thickness variation on galvanized and pre-painted products. AI detects coating uniformity deviations invisible to visual inspection.
Aluminum & Non-Ferrous Metals
Aluminum rolling presents unique inspection challenges — highly reflective surfaces, thin gauge material, and defect types (streaks, die lines, orange peel) that produce subtle optical signatures. iFactory AI models are trained specifically for aluminum and non-ferrous surface characteristics.
Streaks & Die Lines
Longitudinal lines from extrusion die wear or rolling contact — require specialized angled lighting and AI models trained to distinguish tooling marks from material defects on reflective aluminum surfaces.
Inclusions
Non-metallic particles trapped during casting — oxides, carbides, and intermetallic compounds that weaken the material and create surface imperfections. AI detects inclusion clusters invisible to standard optical inspection.
Orange Peel
Textured surface appearance from grain structure showing through after forming — AI quantifies orange peel severity and correlates with annealing parameters and grain size for upstream process correction.
Real-Time Defect Mapping & Coil Grading
Every defect detected by AI is mapped to its exact position on the strip — creating a spatial defect map that travels with the coil through every downstream process. This map enables automated coil grading, selective trimming, and customer-specific quality disposition without manual inspection at every processing stage.
Edge GPU Processing at Line Speed
Metal surface inspection generates massive data volumes — a hot strip mill camera array at 20 m/s produces 2-4 GB of image data per second. Processing this data in the cloud is impossible at production latency requirements. iFactory processes everything on-premise using NVIDIA edge GPUs with sub-50ms inference — zero cloud dependency, zero data leaving the plant.
Single-Camera Edge
Per-camera AI processing for individual inspection stations. 275 TOPS AI performance handles real-time defect detection on a single camera stream at full line speed.
Multi-Camera Server
Centralized GPU server processes 8-16 camera feeds simultaneously — covering both sides of the strip plus edge cameras from a single server rack.
Model Training
Train and retrain defect classification models on your historical defect image library. Continuous learning improves accuracy as new defect types are encountered in production.
Optimized Pipeline
NVIDIA TensorRT optimizes model inference speed. DeepStream handles multi-stream video analytics — the software stack that makes sub-50ms processing possible at 2000 m/min.
Integration with Level 2, MES & Quality Hold
Detection without action is expensive data collection. iFactory integrates AI defect data directly into your Level 2 process automation, MES quality management, and CMMS maintenance systems — closing the loop from defect detection to process correction and automated disposition.
Process Automation
Defect data flows to Level 2 for real-time quality disposition. Vision system receives grade, dimensions, and order requirements to apply correct inspection criteria — different customers have different acceptance standards, enforced automatically.
Quality Hold & Grading
Coils exceeding defect thresholds automatically placed on quality hold. AI-generated coil grade (prime, secondary, reject) based on defect density, type distribution, and customer-specific acceptance rules — no manual grading decision required.
Maintenance Work Orders
When defect patterns indicate roll degradation (periodic marks), descaler malfunction (scale pits), or guide misalignment (edge damage), iFactory auto-generates maintenance work orders before quality escapes reach customers.
Root Cause Correlation
Defect data correlated with upstream process parameters — casting speed, mold level, descaler pressure, rolling reduction, temperature, roll campaign age — to identify the process conditions that produce each defect type.
Frequently Asked Questions
Every Millimeter Inspected. Every Defect Classified. Every Coil Graded.
iFactory deploys AI-powered surface inspection across your rolling mills and finishing lines — detecting 200+ defect types at 2000 m/min, grading every coil automatically, and closing the loop from defect detection to process correction and maintenance action.