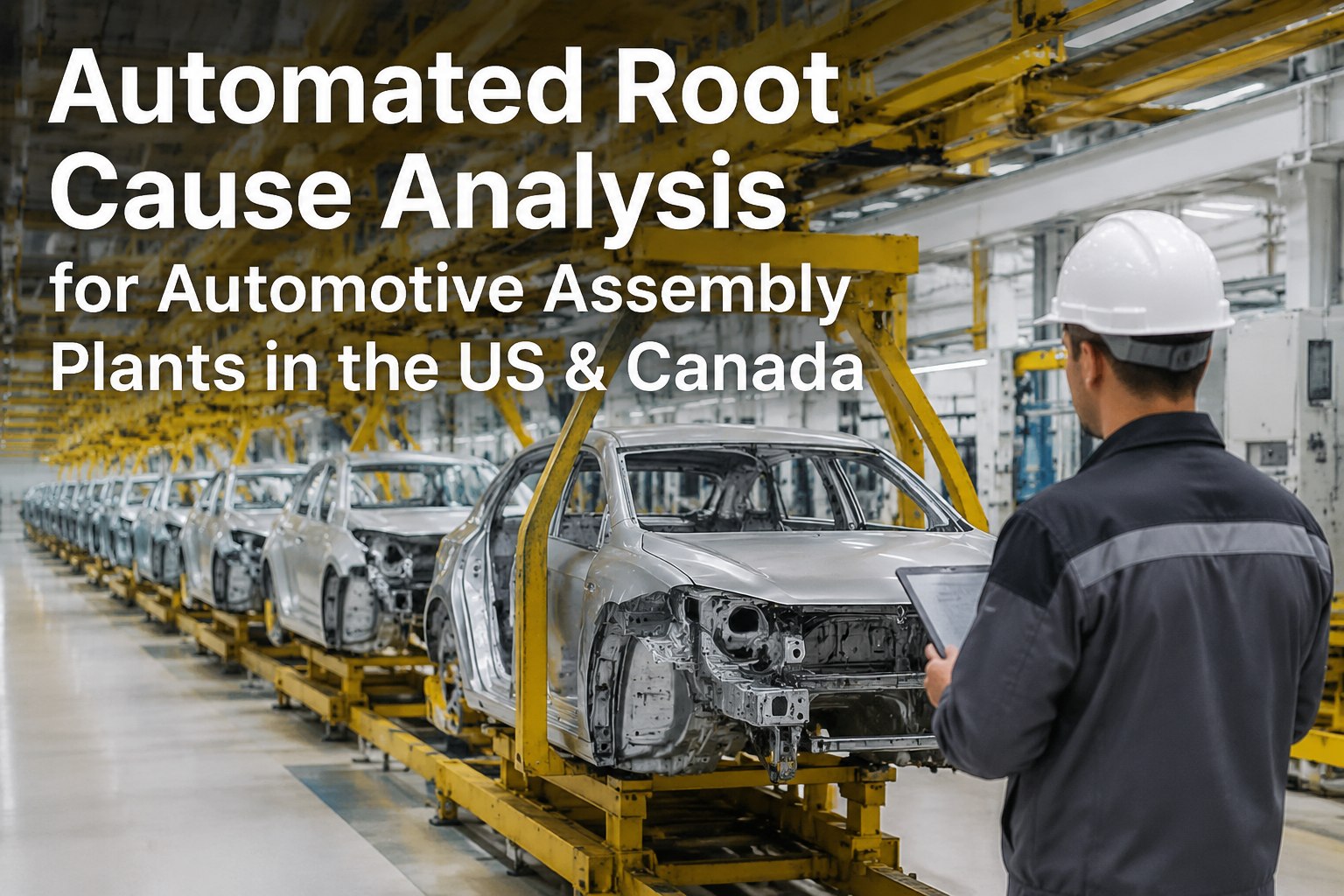
You know the scene: a body-in-white rolls off the skillet line at 58 jobs per hour, and somewhere between the stamping weld deck and trim-and-final a gap-and-flush error slips through. Nobody catches it until the fit-and-finish audit at the end of shift — by which point forty more doors with the same misalignment have already been bolted on. That's the reality of sampling-based inspection on a modern automotive assembly line, and it is exactly the gap that automated root cause analysis with AI vision was built to close. Instead of inspecting 2% of vehicles and reconstructing defects from paper deviation reports hours after they happen, an on-prem vision system inspects 100% of items in motion, routes every reject automaticallyand ties each defect back to the exact PLC tag, torque value or clamp position that caused it — within seconds, not shifts.
What AI Vision Actually Catches on an Assembly Line
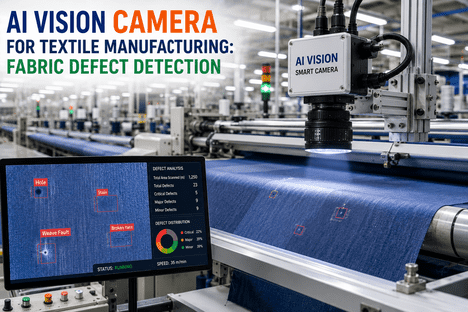
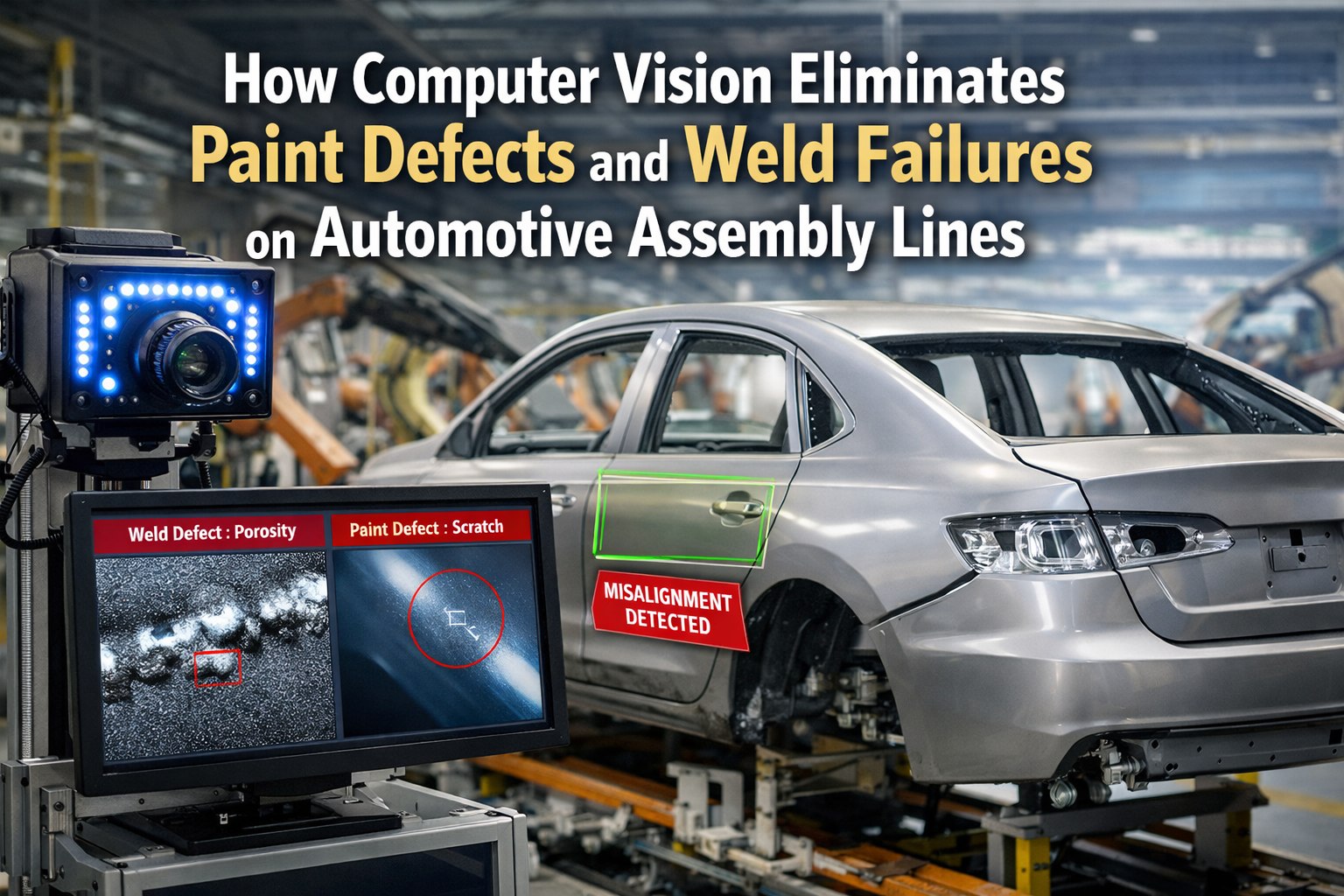
The first question plant leaders ask is whether a camera can really catch the defects that matter on a body or trim line. The honest answer: yes, but only if the system is trained on your defect library, mounted where the defect is visible, and connected to the PLC that controls the station. Below are the six defect categories where AI vision on existing conveyors delivers measurable FTT (first-time-through) and scrap improvements — and where manual sampling is structurally blind.
Running body or trim lines with sampling-based QC? Book an assembly-line vision assessment to see which defect categories your current inspection is structurally missing.
The Cost of Catching Defects One Station Too Late
The economics of automotive assembly are unforgiving: a defect caught at the station where it was created costs a fraction of one caught downstream. The numbers below are why plant leaders are moving from audit-bay sampling to 100% in-line automated root cause analysis.
cost multiplier when a body-side defect reaches the paint shop instead of being caught at weld — rework now involves strip, re-skin, and re-paint
typical manual inspection sampling rate on high-volume assembly lines — meaning 98% of vehicles roll forward with zero station-level verification
average warranty claim cost per paint or fit-and-finish defect that reaches the dealer — before brand reputation and CSI score impact
typical lag between a defect occurring and a root cause being identified through manual deviation reporting and shift-handoff review
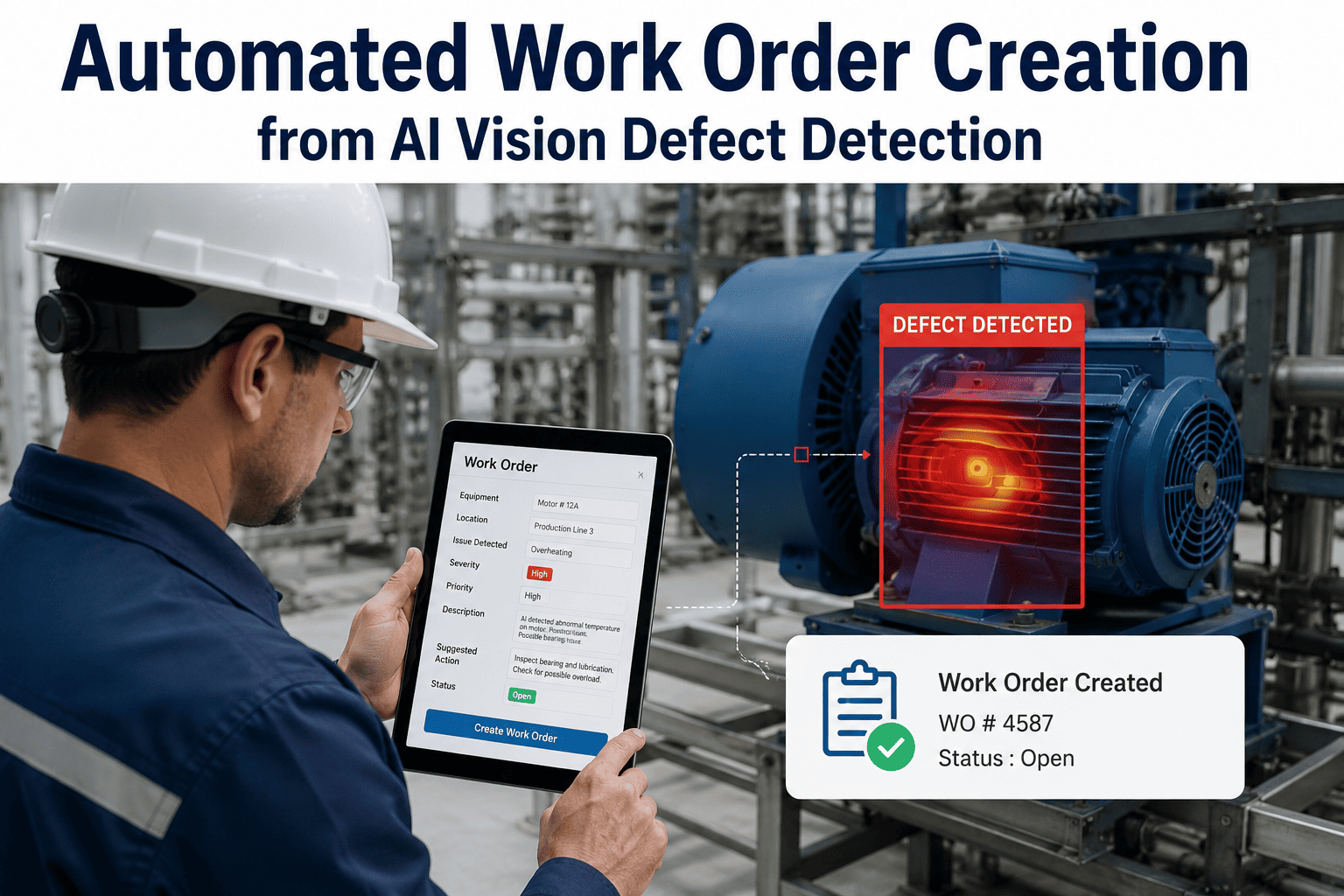
How Automated Root Cause Analysis Works on Your Line
Automated RCA is not a dashboard that aggregates shift reports. It's a closed-loop system that links a vision-detected defect to the exact process parameter that caused it — in the same PLC cycle. Here's the workflow, from camera capture to corrective action, and where each step plugs into your existing stack.
Capture
Industrial cameras mounted over the conveyor capture multi-angle images of every vehicle in motion — no stop, no slow-down, no operator trigger.
Infer
On-prem NVIDIA GPU appliance runs deep-learning models trained on your defect library. Inference completes in under 200ms — fast enough for 60+ jobs per hour.
Route
Level 2 PLC/DCS receives pass, rework, or scrap verdict and actuates the three-way diverter — reject never touches the next station.
Correlate
Defect event is time-stamped and correlated against PLC tags — clamp pressure, robot trajectory, torque curve, sealer temperature — from the exact cycle.
Root Cause
System surfaces the top correlated parameter drift, writes the RCA record to MES/QMS, and flags the station for maintenance before the next shift.
Want to see the PLC tag capture and automated RCA workflow mapped to your body shop or trim line? Schedule a closed-loop RCA walkthrough with iFactory's automotive vision team.
Stop Catching Defects Four Stations Too Late
iFactory's on-prem AI vision system inspects 100% of vehicles in motion on your existing body and trim conveyors, routes every reject automatically, and ties each defect back to the exact PLC tag that caused it — in seconds, not shifts.
Before vs. After: What Changes on Your Floor
The shift from sampling-based inspection to 100% in-line vision with automated RCA doesn't just improve defect detection — it restructures how the plant operates. Here's what changes at the station, shift, and plant level.
2% Sampling, 4-Hour RCA Lag
- Auditor pulls 1 in 50 vehicles at end-of-line fit-and-finish station
- Defect logged on paper deviation report, handed off at shift change
- Quality engineer reconstructs root cause from torque logs and operator interviews
- Rework performed at offline repair bay — cycle time and labor cost absorbed silently
- Same defect repeats for hours before the upstream station is flagged
- Scrap cost reported monthly, with no station-level attribution
100% Inspection, Seconds-to-RCA
- Every vehicle inspected at every camera station at full line speed
- Defect, image, and correlated PLC tags written to QMS automatically
- System surfaces top root-cause parameter drift before the next vehicle arrives
- Three-way diverter routes reject to rework or scrap — no manual decision
- Station flagged for maintenance or adjustment within the same shift
- Scrap cost tracked per station, per defect type, per shift — in real time
Want an ROI worksheet built around your line's current FTT, scrap rate, and jph? Book an automated RCA ROI session with iFactory's automotive team — or talk to a specialist about retrofit constraints on your conveyor.
Integration: MES, ERP, QMS, and PLC Tag Capture
The reason most vision projects stall is integration — cameras that catch defects but can't talk to the systems that act on them. iFactory's architecture is designed backward from the MES work order, the ERP VIN, and the QMS deviation record. Here's what connects to what, and how identity mapping works across the stack.
PLC / DCS
Part-present signals, clamp states, torque curves, robot trajectories, conveyor position — captured at cycle time.
MES
Work order, VIN, build sequence, station routing, and BOM — the identity layer that ties every image and defect to a specific vehicle.
iFactory AI
On-prem NVIDIA GPU inference, defect classification, PLC tag correlation, and automated RCA record generation.
QMS
Deviation records, CAPA workflows, and supplier chargeback documentation — auto-populated from the RCA engine.
ERP
VIN-level cost of quality, scrap attribution by station, and warranty claim tracking — fed back for plant-level KPIs.
Running SAP, Oracle, or a legacy MES? Book an integration scoping session to see how iFactory maps PLC tags, MES work orders, and QMS deviation records into a single RCA pipeline.
The 8-Week Single-Line Pilot: What Gets Delivered
The fastest way to prove automated RCA on your floor is a fixed-price, single-line pilot — not a plant-wide rollout. Eight weeks, one line, one defect category, measurable FTT and scrap impact. Here's what happens each phase and what you get at week eight.
Line Audit & Defect Library
iFactory engineers walk the line, map camera positions, capture your top 5–10 defect categories from QMS history, and build the initial training dataset from existing images and audit-bay photos.
Hardware Install & PLC Tap
Cameras, lighting, and GPU appliance mounted over the existing conveyor — no line stoppage. PLC tag capture configured for the target station's clamp, torque, and trajectory data.
Model Training & Integration
Deep-learning models trained on your defect library, validated against held-out audit-bay data. MES identity mapping and QMS deviation record auto-population configured and tested.
Closed-Loop RCA & ROI
Three-way routing activated on the PLC. System runs in production for two full weeks, capturing FTT, scrap, and time-to-RCA data. ROI worksheet delivered with measured impact vs. baseline.
Fixed-Price 8-Week Pilot. One Line. Measurable ROI.
Pick your highest-scrap assembly line. In eight weeks, iFactory delivers a live AI vision system with automated RCA, 100% in-line inspection, and an ROI worksheet built from your measured FTT and scrap data — not a vendor's case study.
Expert Perspective
We were catching gap-and-flush defects at final audit — three stations after the body-side was bolted on. By the time the deviation report hit my desk, we'd already shipped forty more with the same misalignment. The automated RCA changed that. Now the camera catches it at the station, the PLC routes it to rework before it hits paint, and I know which clamp drifted before first break. My FTT on the door line went from 91% to 97% in six weeks. The thing I tell other plant managers is: stop thinking of vision as inspection. It's root cause, and it's real-time.
— Darren Welk, Body Shop Plant Manager, Tier 1 Automotive Assembly Plant (Midwest US)
FTT on door line after 6 weeks of automated RCA, up from 91% baseline
vehicles saved from repeat misalignment per shift — previously shipped before detection
from defect detection to root-cause parameter flagged, vs. 4–8 hours with manual reporting
Frequently Asked Questions
Can AI vision retrofit onto an existing body or trim conveyor without stopping production?
Yes. Camera brackets, lighting, and the GPU appliance are installed during scheduled maintenance windows or shift changes — no line stoppage required. The system reads the existing PLC part-present signal as its trigger, so there's no conveyor modification. Most single-line hardware installs are completed in two days during off-shift hours. Book a retrofit assessment to see how the rig fits over your specific conveyor geometry.
How does automated root cause analysis actually identify the cause of a defect?
The vision system time-stamps every detected defect and correlates it against PLC tags captured in the same cycle — clamp pressure, robot trajectory, torque curve, sealer temperature, conveyor speed. When a defect pattern repeats, the system surfaces the parameter that drifted outside its control window. For example, if a gap-and-flush error appears on consecutive vehicles at the same door station, the RCA engine identifies whether clamp #3 lost pressure or the robot's Z-axis offset shifted — and writes that correlation to the QMS deviation record automatically.
What's included in the fixed-price 8-week single-line pilot?
The pilot covers one assembly line and one defect category — typically your highest-scrap or highest-warranty-cost defect. It includes line audit and defect library build, camera and GPU hardware installation, PLC tag capture configuration, deep-learning model training, MES identity mapping, QMS deviation auto-population, three-way pass/rework/scrap routing activation, and two weeks of production running with an ROI worksheet delivered at week eight. The price is fixed regardless of integration complexity on your line. Book a pilot scoping call to get a quote for your specific line.
Does the system integrate with our existing MES, ERP, and QMS — or does it require replacing them?
No replacement required. iFactory integrates via REST API, MQTT, and OPC UA into major MES platforms, SAP and Oracle ERP via IDoc and API, and QMS platforms including MasterControl and EtQ. The identity mapping layer ties every vision image and defect to the MES work order and ERP VIN, so a defect detected at station 14 is traceable all the way to the dealer delivery record. If you're running a legacy or homegrown MES, talk to a specialist about API-based integration paths.
How accurate is AI vision compared to manual inspection on an automotive assembly line?
Properly trained AI vision systems typically achieve 99%+ recall on well-defined defect categories like gap-and-flush, missing fasteners, and label OCR — versus the 2% sampling rate of manual inspection, which by definition misses 98% of vehicles. The bigger advantage is consistency: human inspectors fatigue, shift-to-shift, and station-to-station, while vision systems maintain the same detection threshold on every vehicle, every shift. False reject rates on trained models typically run below 3%, compared to 8–10% for legacy rule-based vision systems.
Inspect 100% of Vehicles. Root-Cause in Seconds. Not Shifts.
Automated root cause analysis with AI vision is the difference between catching a defect at the station where it was created and catching it four stations later — or worse, at the dealer. iFactory delivers on-prem GPU inference, PLC tag capture, three-way routing, and full MES/ERP/QMS integration retrofitted to your existing assembly line in eight weeks.