It's 2:14 AM on a Tuesday and the body shop skillet line has just kicked out a door shell with a 4.2 mm gap on the upper hinge — well past the 3.0 mm tolerance your customer's TPV sheet allows. The operator at station 47 didn't catch it because the fixture locator masked the deviation until the shell hit trim, where the fender gap screamed from twenty feet away. By the time the line lead walked it back to rework, fourteen more shells had cycled through with the same hinge-pin drift. That's the reality of PLC-integrated line control gaps in automotive assembly: you find the defect after it multiplies, then spend the rest of the shift chasing root cause through paper traveler sheets, and a PLC tag log nobody has time to read. AI vision retrofitted to your existing conveyors changes that math — 100% in-motion inspection, automated pass/rework/scrap routing at Level 2, and tag-level RCA that hands you the answer before the next shell indexes.
What AI Vision Actually Catches on a Body and Trim Line
The first question every Body Shop Manager asks is whether the cameras can see the defects that actually drive their customer's PPAP rejects. The answer is yes — but the value isn't in spotting one defect category. It's in inspecting every shell, every fastener, every gap, and every paint surface at line speed, then writing every result back to the PLC for automated routing. Here's the defect map a properly deployed vision system covers across body-in-white, paint, and trim.
- Gap & flush deviations — hinge, hood, door, liftgate measured to ±0.15 mm
- Missing or under-torqued fasteners — stud presence, weld nut seating, bolt torque witness
- Weld quality — spot burn-through, missing nugget, slug placement
- Hemming defects — fold gap, edge lift, sealant squeeze-out
- Panel dents & oil-canning — sub-millimeter surface anomaly detection
- Locator & fixture interference — pin seating, clamp cycle confirmation
- Sub-assembly presence — reinforcement brackets, hinge sub-assemblies verified
- Orange peel & flow texture — long-wave/short-wave surface mapping
- Runs, sags & drips — clearcoat and basecoat layer detection
- Dirt inclusions & fibers — particle size and density per panel zone
- Color mismatch & mottling — metallic flake orientation, Delta-E tracking
- Overspray & dry spray — edge definition and coverage mapping
- Pinholes & solvent pop — micro-defect clustering at booth exit
- Missing clips & fasteners — interior and exterior trim attachment points
- Weatherstrip seating — bulb compression, corner fold, gap uniformity
- Glass installation — adhesive bead presence, pinch-weld coverage
- Badge & decal placement — position, orientation, alignment to datum
- Harness connector mating — full seat, CPA pin engagement, locking tab
- Surface scratches — handling damage, line contact, rack scuffing
- Fluid levels & leaks — coolant, oil, windshield washer fill verification
- Label & VIN readability — OCR/OCV on door jamb, underhood, and tire placard
The Five-Station Flow: From Camera Capture to Automated Routing
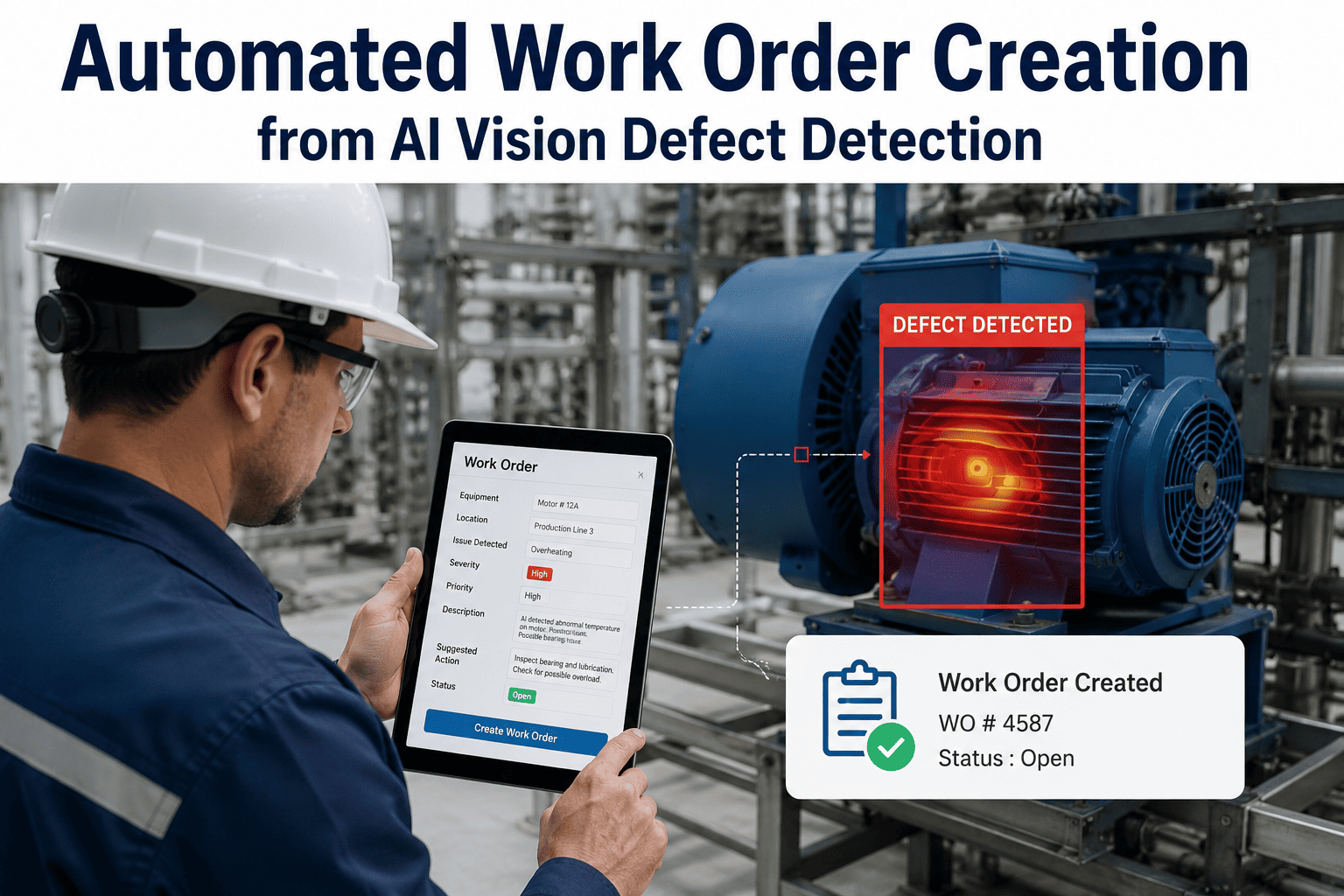
The power of PLC-integrated AI vision isn't the camera — it's the closed loop between what the camera sees and what the PLC does about it. A defective shell doesn't wait for an operator to pull it. The Level 2 controller routes it automatically. Here's how a single shell moves through the system from index to disposition.
Trigger & Capture
Proximity sensor or PLC tag fires the camera array. Multi-angle strobe capture completes in under 80 ms — before the shell indexes to the next station. No line slowdown, no manual scan.
GPU Inference
On-prem NVIDIA GPU runs the trained model stack — gap/flush, fastener, paint, presence — and returns a structured JSON result with defect type, location, severity, and confidence score in under 200 ms.
MES Identity Map
Vision result is married to the shell's MES identity via barcode, RFID, or PLC tag. The unit's build genealogy — weld count, torque values, paint batch — is now linked to its inspection result.
PLC Disposition Tag
Level 2 controller writes a pass, rework, or scrap tag to the DCS. A diverter, reject arm, or rework spur lane receives the instruction. The shell routes itself — no operator judgment, no clipboards.
RCA & Tag Archive
Every PLC tag — torque, pressure, position, temperature — from the cycle that produced the defect is archived. When three consecutive shells show hinge-pin drift, the system flags the fixture, not the operator.
Want to see this closed loop mapped against your specific line layout? Book a single-line flow walkthrough with iFactory's automotive vision team.
What 100% Inspection Actually Delivers on an Assembly Line
The gap between sampling-based QC and 100% AI vision inspection shows up in four numbers that matter to your weekly plant review. These aren't theoretical benchmarks — they're the measured impact when body and trim lines move from operator sampling to full in-motion inspection with automated routing.
average first-time-through improvement on body-in-white lines within 90 days of PLC-integrated vision go-live
per-unit scrap cost reduction when pass/rework/scrap routing eliminates downstream value-add on defective shells
typical root-cause-to-fix cycle compressed from 5–7 days to hours when PLC tags are auto-archived per defect
defect detection accuracy on gap-and-flush measurement at conveyor speeds up to 20 m/min
Curious what these numbers look like against your current FTT and scrap line items? Pull an ROI worksheet for your line with iFactory's automotive team.
Sampling QC vs. PLC-Integrated AI Vision: Side-by-Side
If you're running audit-sample QC — pull one shell every 20, check gaps with a feeler gauge, log it on a traveler — you're not inspecting the line. You're auditing a 5% sample and hoping the other 95% behaves. The table below breaks down what changes when you move to 100% in-motion inspection with PLC-driven routing.
Running sampling QC on a high-mix body or trim line? Talk to an automotive vision specialist about a retrofit assessment on your existing conveyor.
Retrofit AI Vision to Your Existing Line in 8 Weeks
iFactory's fixed-price single-line pilot deploys on-prem NVIDIA GPU inference, PLC tag capture, and MES/ERP integration to your existing body or trim conveyor — no line replacement, no production stoppage. You get 100% in-motion inspection, automated routing, and a measured ROI baseline before you scale.
How the System Plugs Into Your MES, ERP, and QMS
The hardest part of retrofitting vision to an automotive line isn't the camera or the model — it's the integration. If the vision system can't talk to your MES for unit identity, your ERP for build-order linkage, and your QMS for nonconformance tracking, you've built an expensive island. iFactory's architecture is API-first and PLC-native, so the vision result becomes part of the unit's permanent digital genealogy from the moment it's captured.
MES Identity Mapping
Every vision result is keyed to the MES unit ID via barcode, RFID, or PLC tag. The shell's weld sequence, torque logs, and paint batch are linked to its inspection result — a single query retrieves the full build and quality genealogy.
ERP Build-Order Linkage
Inspection disposition writes back to the ERP build order in real time. Finance sees scrap and rework costs against the correct VIN and customer order — no end-of-month reconciliation guessing.
QMS Nonconformance Auto-Log
A scrap or rework disposition auto-creates an NCR in your QMS with defect images, PLC tags, and unit genealogy attached. No manual data entry, no missing fields, no audit gaps.
PLC Tag Capture for RCA
Every process tag — torque, pressure, position, temperature, cycle time — from the production cycle that generated each unit is archived. When a defect clusters, the system correlates tags across units and points to the drifting parameter.
Need vision results flowing into your specific MES and QMS stack? Book an integration scoping session with iFactory's automotive team.
The 8-Week Single-Line Pilot: What Happens When
You don't retrofit a vision system by buying cameras and hoping. The fixed-price pilot is scoped to one line — body, paint, or trim — and runs on a defined timeline with measurable exit criteria. Here's the week-by-week breakdown so you know exactly what you're signing up for.
Line Audit & Tag Discovery
iFactory engineers walk your line, map inspection stations, and catalog every PLC tag available for capture. We identify the defect classes that drive your PPAP rejects and FTT losses.
Model Selection & Capture Plan
We select from our pre-trained automotive model library — gap/flush, fastener, paint, presence — and plan camera placement, lighting, and strobe timing for your conveyor speed and fixture geometry.
Hardware Install & Commissioning
Camera arrays, lighting, and on-prem NVIDIA GPU appliance installed during scheduled maintenance windows. No line stoppage — installation runs parallel to production.
Model Tuning on Your Defects
Models are fine-tuned on your actual line images — your gap tolerances, your paint colors, your fastener types. We run shadow mode (inspect but don't route) for 5–7 days to validate accuracy.
PLC Routing Integration
Level 2 disposition tags are configured — pass, rework, scrap — and tested against your diverter or reject mechanism. MES identity mapping and QMS NCR auto-creation go live.
Production Run & Validation
System runs live on production. We measure detection accuracy, false reject rate, FTT impact, and scrap reduction against your baseline. Daily review with your line lead and quality engineer.
ROI Report & Scale Plan
You receive a measured ROI report — FTT delta, scrap cost avoidance, rework hours saved, RCA cycle time reduction — and a scale plan for additional lines, stations, or defect classes.
Ready to scope a pilot on your highest-scrap body or trim line? Book a pilot scoping call and we'll bring the ROI worksheet.
Expert Perspective
Before the vision retrofit, I'd get a call from trim at 6 AM about a gap issue, spend two hours pulling traveler sheets, another hour walking the body shop trying to find which fixture pin drifted, and by then we'd already run 60 more shells through. Now the system tells me — it flags the third consecutive shell with hinge deviation and points me at the exact PLC tag that shifted. My RCA went from "best guess by end of shift" to "answer before the next coffee run." That's the part that surprised me — not the inspection, the routing. When the line routes its own rework, my operators stop being judges and start being assemblers again.
— Darryl Whitten, Body Shop Plant Manager, Tier 1 automotive assembly facility (OEM truck body-in-white, 280 units/shift)
FTT improvement measured on truck body line in first 90 days of live production
average RCA cycle time with auto-correlated PLC tags vs. 18 hrs manual previously
per-unit scrap cost avoidance on the piloted body line across the 90-day window
The Bottom Line for Your Line
Sampling QC made sense when inspection was manual and data was paper. On a modern body or trim line running high mix at speed, it means you find defects after they multiply and chase root cause through logs nobody reads. PLC-integrated AI vision closes the loop: it inspects 100% of shells in motion, routes pass, rework, or scrap automatically at Level 2, and archives every process tag so root cause points at the drifting fixture, not a tired operator. Retrofitted to your existing conveyor in eight weeks — no line replacement, no stoppage — it turns quality from a downstream audit into a real-time control system. The math is simple: catch the defect at the shell, not at the customer.
Stop Finding Defects After They Multiply
PLC-integrated AI vision inspects 100% of your shells in motion, routes pass/rework/scrap automatically at Level 2, and archives every PLC tag for root-cause analysis — retrofitted to your existing body, paint, or trim line in 8 weeks, fixed-price. Bring your highest-scrap line and we'll bring the ROI worksheet.
Frequently Asked Questions
Can AI vision be retrofitted to an existing body or trim conveyor without replacing the line?
Yes. iFactory's architecture is designed for retrofit, not greenfield. Camera arrays, lighting, and the on-prem NVIDIA GPU appliance are installed during scheduled maintenance windows — no line stoppage required. The system captures images in-motion at conveyor speeds up to 20 m/min and writes disposition tags to your existing Level 2 PLC or DCS via standard industrial protocols. Your conveyor, fixtures, and routing mechanisms stay in place; we add the inspection and routing intelligence on top.
How does the PLC-integrated routing actually work for pass, rework, and scrap?
When the vision model returns a result, the system writes a disposition tag to the Level 2 controller — pass, rework, or scrap — based on defect type and severity thresholds you define. The PLC then drives your existing diverter, reject arm, or rework spur lane to route the unit automatically. No operator judgment is required for routing. The thresholds are configurable per defect class and per station, so you can tighten or loosen routing rules as your quality targets evolve.
What PLC tags are captured for automated root cause analysis?
Every process tag available on the PLC for the production cycle that generated each inspected unit is archived — torque values, clamp positions, weld currents, pressures, temperatures, cycle times, and fixture locator feedback. When a defect is detected, the system correlates tags across consecutive defective units to identify which parameter drifted. Instead of manually pulling tag logs and traveler sheets, you get a flagged parameter and a timestamp — typically within minutes of the defect being detected.
How does the system integrate with our existing MES, ERP, and QMS?
iFactory is API-first and PLC-native. Vision results are keyed to your MES unit identity via barcode, RFID, or PLC tag, linking inspection data to the full build genealogy. Disposition results write back to the ERP build order so scrap and rework costs are attributed to the correct VIN and customer order. Scrap and rework dispositions auto-create nonconformance reports in your QMS with defect images, PLC tags, and unit genealogy attached — no manual entry. Talk to a specialist about your specific MES, ERP, and QMS stack.
What does the fixed-price 8-week pilot include and what are the exit criteria?
The pilot covers one line — body, paint, or trim — and includes line audit and tag discovery, model selection from our pre-trained automotive library, hardware installation and commissioning, model tuning on your actual defects, PLC routing integration, MES/QMS integration, and a 7-day live production validation run. Exit criteria are measured against your baseline: detection accuracy, false reject rate, FTT impact, scrap cost reduction, and RCA cycle time. You receive a full ROI report and a scale plan for additional lines at the end of week 8. Book a pilot scoping call to get started.