An assembled product moving off the line looks correct until the moment it is not. A missing clip, a misoriented bracket, a connector seated ninety percent of the way instead of one hundred, a fastener without a witness mark from the torque wrench — each of these passes visual inspection under time pressure and each of them costs roughly ten times as much to fix at final assembly as it would at the station where it originated, and one hundred times as much after the customer receives it. iFactory's AI vision verifies component presence, position, orientation, fastener status, and connector seating from every angle in a single inspection station, and you can book a demo to see it running on your specific assembly.
ASSEMBLY VERIFICATION · COMPONENT PRESENCE · POKA-YOKE · AI VISION
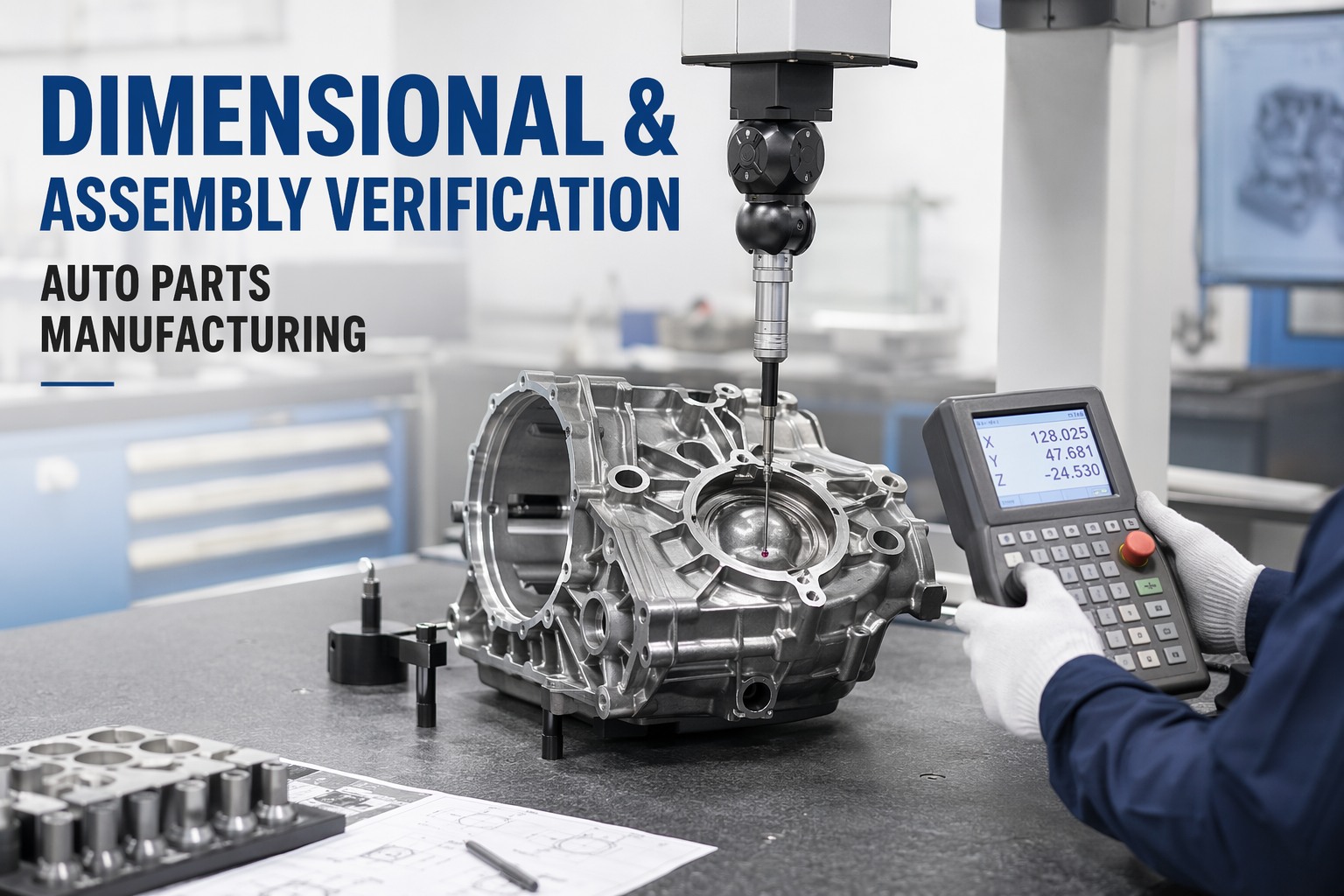
Verify Every Component, Fastener, And Connector From Every Angle In One Inspection Station
iFactory's AI vision uses multi-camera configurations and deep learning classifiers to verify component presence, position, orientation, correct variant, fastener witness marks, and connector seating in a single station cycle, catching every assembly error at the point of origin before it moves downstream.
99+%
AI Detection Accuracy On Assembly Verification
100x
Cost Multiplier For Defects Caught After Shipment
85-95%
Defect Reduction Post Poka-Yoke Deployment
30 sec
To Verify 100+ Assembly Checkpoints Per Cycle
MULTI-ANGLE COVERAGE
Why One Camera Cannot See A Complete Assembly — And What Multi-Camera AI Does Instead
Assemblies are three-dimensional. Every component, fastener, and connector occupies a physical position with an orientation that is only fully verifiable from at least two angles, and many are blocked from view by other components on the assembly itself. Multi-camera AI covers every checkpoint from the angle where it is visible.
ASSEMBLY UNDER INSPECTION
Four To Eight Cameras Per Station
Standard configurations use four to eight synchronized cameras arranged to see every checkpoint at least once with sufficient resolution for the required verification.
Simultaneous Frame Capture
All cameras capture in the same trigger event, so a moving assembly is frozen from every angle at the same instant with no motion blur between viewpoints.
Single Verdict Per Assembly
The AI aggregates verification across all cameras and returns one pass or fail decision plus checkpoint-level detail, delivered to the PLC inside the station cycle.
WHAT GETS CHECKED
The Eight Verification Categories The AI Runs On Every Assembly In Every Cycle
Each category below runs as an independent classifier on the aggregate camera view. A single assembly typically triggers dozens to hundreds of individual checkpoints across these categories, all executed inside one station cycle.
01
Component Presence
Detects whether each required part exists in its expected location. Catches the missing clip, missing bracket, and missing gasket errors that account for the largest share of assembly escapes.
02
Position Accuracy
Verifies each component sits within its tolerance envelope. Detects parts placed near but not exactly at the target location, down to 0.1mm on connectors and precision fittings.
03
Orientation Correctness
Confirms each part is installed in the correct rotational orientation. Catches upside-down brackets, mirror-installed handles, and rotated connectors that would pass a presence check.
04
Correct Variant Installed
Confirms the specific part variant matches the work order. Distinguishes between look-alike components differing only by internal spec, connector count, or material grade.
05
Fastener Presence And Torque Mark
Counts every fastener and verifies the paint witness mark applied by the torque wrench, confirming that every bolt is both installed and tightened to spec, not merely started.
06
Connector Seating
Detects the visual signature of a fully-seated connector versus a partially engaged one. Catches the connector that clicks once instead of twice and would otherwise reach final test.
07
Label And Marking Verification
Reads and validates every label, serial number, barcode, and warning marking. Confirms the correct label is applied in the correct location and matches the assembly identity.
08
Color And Finish Matching
Verifies each component is the correct color and finish per the work order. Catches interior trim mismatches, wrong-color connectors, and finish variation across visible components.
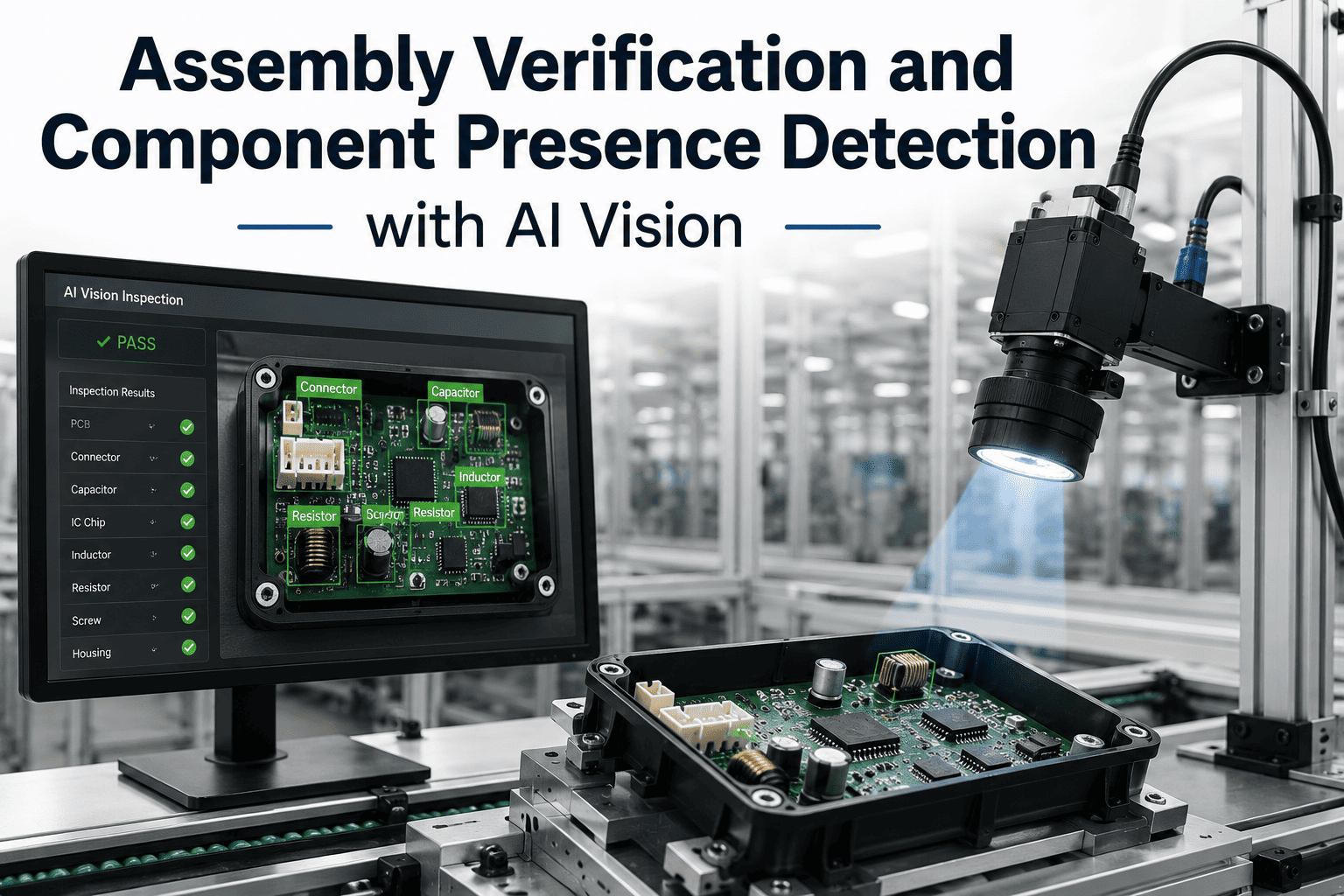
LIVE INSPECTION PANEL
What The AI Sees On A Real Assembly — Every Checkpoint Green Or Red In Real Time
The station display and the data record both show a per-checkpoint verdict on every assembly. Green marks a passed check, red marks a failure that will send the assembly to a rework loop rather than downstream. Every failure comes with a captured image for root cause analysis.
The Missing Clip You Ship Today Is The Warranty Claim, Rework Order, Or Recall Notice You Read About Next Quarter
iFactory's AI vision verifies every component, fastener, and connector on every assembly at every station with per-checkpoint traceability. Book a demo to see multi-camera assembly verification running on your specific product.
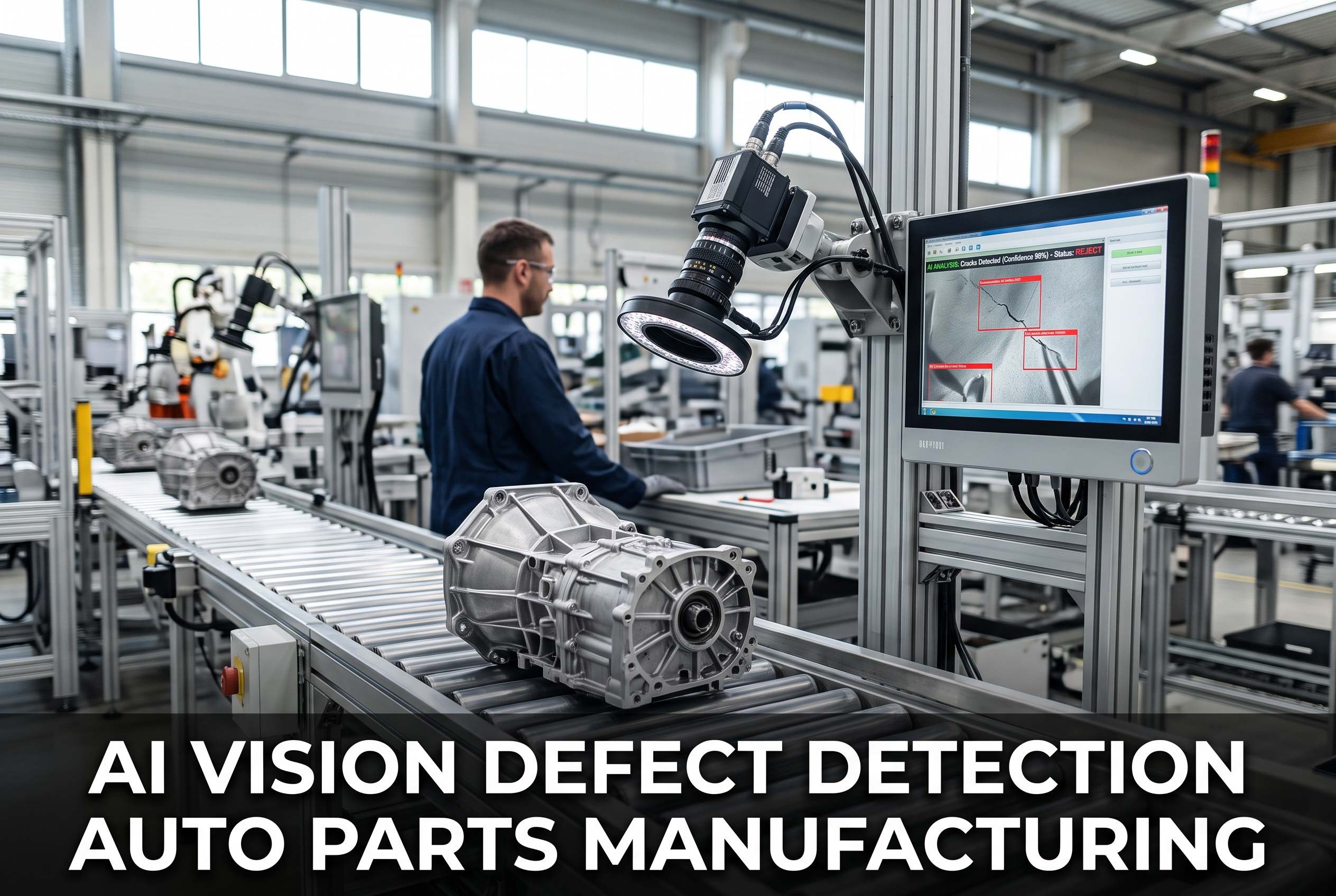
RULE-BASED VS DEEP LEARNING
Why Traditional Machine Vision Fails Where AI Vision Adapts
Rule-based machine vision was the standard for assembly verification for two decades. It works reliably on constrained problems and fails on the natural variation that every real production line generates. The comparison below maps the operational differences.
THE 1:10:100 RULE
Why Every Assembly Defect Gets Ten Times More Expensive At Each Downstream Stage
The 1:10:100 rule is a decades-old quality heuristic that describes how the cost of resolving a defect scales with how far downstream it travels before detection. The visualization below shows what those multipliers look like as real dollars on a typical automotive assembly.
$500 disassembly + rework
$5,000+ warranty, logistics, brand impact
A single missing clip that costs fifty dollars to install correctly at the source station costs approximately five thousand dollars once it reaches a customer as a warranty claim, dealer rework, expedited shipping, and inventory of replacement parts. Assembly verification at the source is the only stage where the multiplier stays at one.
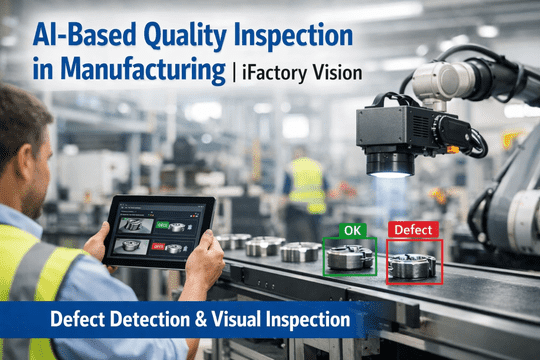
MEASURED OUTCOMES
Results From Manufacturing Facilities Running AI Assembly Verification
The outcomes below reflect verified results from automotive, electronics, and medical device manufacturing facilities that replaced or supplemented traditional inspection with AI vision assembly verification over a minimum twelve-month operating period.
85-95%
Assembly Defect Reduction
Facilities running AI verification at critical assembly stations report 85 to 95 percent reductions in defect escape rate as errors are caught at the source rather than surfacing at end-of-line audit or in the field.
46-80%
Productivity Improvement
Cycle time reductions from eliminated rework loops and streamlined verification, with documented cases dropping from 658 seconds per assembly to 354 seconds after AI verification replaced manual inspection.
8-11 mo
Typical Payback Period
Return on investment period for AI assembly verification deployments, driven primarily by eliminated rework labor, reduced scrap, and avoided warranty claims from defect escapes reaching customers.
100%
Traceability On Every Unit
Every assembly gets a digital verification record with per-checkpoint images and decisions linked to VIN or serial number, supporting IATF 16949, AS9100, and FDA audit requirements without manual documentation.
FREQUENTLY ASKED QUESTIONS
Questions From Quality And Manufacturing Engineers About AI Assembly Verification
How many cameras does a typical station require and can we start with existing hardware?
Most stations require between four and eight cameras arranged to cover every checkpoint from at least one clear angle, though the exact number depends on assembly complexity and the number of features that need simultaneous verification. Existing IP cameras with sufficient resolution can often be reused, and new cameras are added only where existing coverage cannot reach a required checkpoint. Camera count and placement are determined during the site walkthrough before any hardware commitment.
Book a demo for a camera coverage assessment on your specific assembly.
Can the AI handle multiple product variants on the same line without reprogramming?
Yes, the platform is designed for mixed-variant production. Variant information from the work order is fed to the AI at the moment the assembly enters the station, and the model applies the correct checkpoint set for that specific variant. New variants are added by supplying labeled training examples rather than by rewriting rules, so introducing a new configuration does not require a full validation cycle on existing variants.
Contact our support team to discuss variant handling on your specific product family.
How does the system integrate with PLC reject gates and downstream station interlocks?
Pass and fail decisions are delivered through standard industrial protocols directly to the station PLC, which can either release the assembly to the next station or divert it to a rework loop based on the AI verdict. Interlock logic is configured per station so that a failed verification physically blocks progression rather than relying on operator discipline. Integration is validated during commissioning against the actual PLC and downstream interlock configuration in your line.
Book a demo to discuss PLC integration for your specific control architecture.
What sample size is needed to train the model on our specific components?
Base classifiers are pre-trained on large datasets covering common component types and fastener patterns, so many verifications work out of the box after station calibration. Facility-specific components or unusual features benefit from 100 to 300 labeled examples per checkpoint class, which are typically captured during the pilot phase in parallel with existing manual inspection so training does not disrupt production. Model performance is measured against a held-out validation set before go-live.
Contact our support team to discuss training data requirements for your components.
How does the platform handle the false-reject problem that plagues traditional machine vision?
False rejects are minimized by training on actual production variation rather than an idealized golden reference, so lighting shifts, minor position variation, and normal cosmetic differences do not trigger rejects. Every rejected assembly carries a confidence score, and low-confidence rejects are automatically flagged for human confirmation rather than sent straight to rework, which keeps false-reject cost bounded. Typical deployments run under 1% false-reject rate after the initial tuning window.
Book a demo to see false-reject performance on your production baseline.
Assembly Verification Is The One Quality Investment Where The Cost Of Doing It At The Source Is Always Less Than The Cost Of Discovering It Downstream
iFactory's AI vision runs multi-camera verification on every assembly at every station with per-checkpoint traceability, PLC interlock integration, and adaptive deep learning that handles the natural variation rule-based systems cannot. Book a demo to see it running on your specific assembly.