Cold Mill #1 is running at 1,850 m/min. OEE is sitting at 87.3%. Seven coils produced this shift, and the last recipe download was 41 minutes ago. Every one of those numbers — strip gauge, flatness deviation, roll speed, AGC response — is live, SPC-monitored, and visible from a single operations dashboard. For mill operations managers who still rely on fragmented pulpit screens, delayed lab reports, and post-shift quality reviews, this level of real-time process intelligence is not a luxury — it is the competitive baseline for modern cold rolling. iFactory's Cold Mill SPC platform delivers exactly that: unified, AI-powered statistical process control purpose-built for high-speed strip production environments.
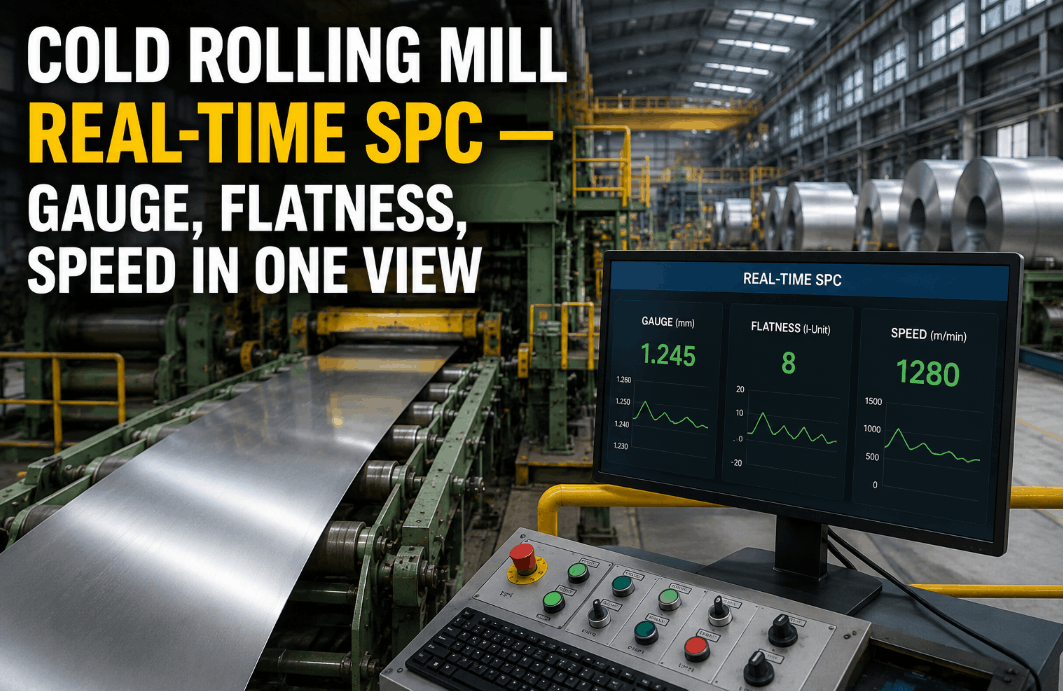
See Every Cold Mill Parameter Live — Gauge, Flatness, Speed, OEE
Unify Cold Mill #1 and #2 status cards, real-time SPC charts, coil quality traceability, and recipe management into one intelligent operations platform.
Why Real-Time SPC Is the Foundation of Cold Mill Quality Control
Cold rolling is one of the most tolerance-sensitive processes in steel manufacturing. Strip thickness must be held within ±5 µm at speeds exceeding 1,500 m/min, while flatness, edge quality, and surface finish must simultaneously meet increasingly demanding customer specifications. Conventional quality control — relying on periodic lab measurements and end-of-shift reports — creates a dangerous inspection lag where dozens of coils can be produced out of specification before a process deviation is identified and corrected. Statistical Process Control (SPC) eliminates this lag by monitoring every critical parameter continuously, distinguishing between normal process variation and assignable-cause deviations the moment they emerge.
iFactory's Cold Mill SPC platform integrates directly with your mill's AGC system, flatness scanners, speed encoders, and tension meters to build a live, unified intelligence layer across Cold Mill #1 and #2. When mill operations managers Book a Demo, the most consistent discovery is that their mills are generating rich process data that — once connected to SPC analytics — immediately surfaces recurring gauge drift patterns, recipe execution gaps, and OEE loss categories that manual review never captures.
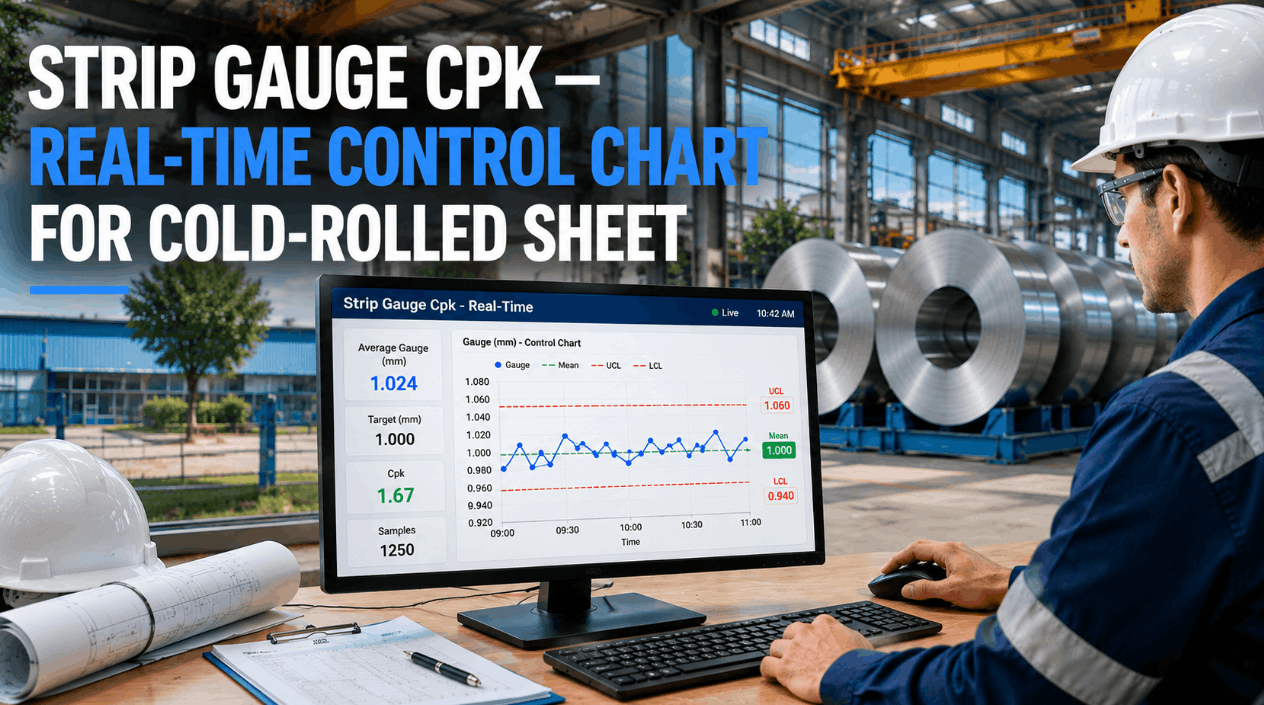
Strip Gauge SPC
Monitor thickness deviations in real time against upper and lower control limits. Feed-forward and feedback AGC loops are tracked simultaneously, with alerts triggered before off-gauge production reaches customer-critical lengths.
Flatness SPC
Track shape deviation metrics — edge wave, center buckle, and quarter buckle — against SPC control limits. Bending force corrections and intermediate roll shifts are logged per coil, enabling root-cause isolation when flatness windows are exceeded.
Mill Speed Monitoring
Live speed trending across all stands with chatter detection thresholds applied as SPC control limits. Speed deviations linked to tension imbalance or roll wear are flagged before they translate into surface quality defects.
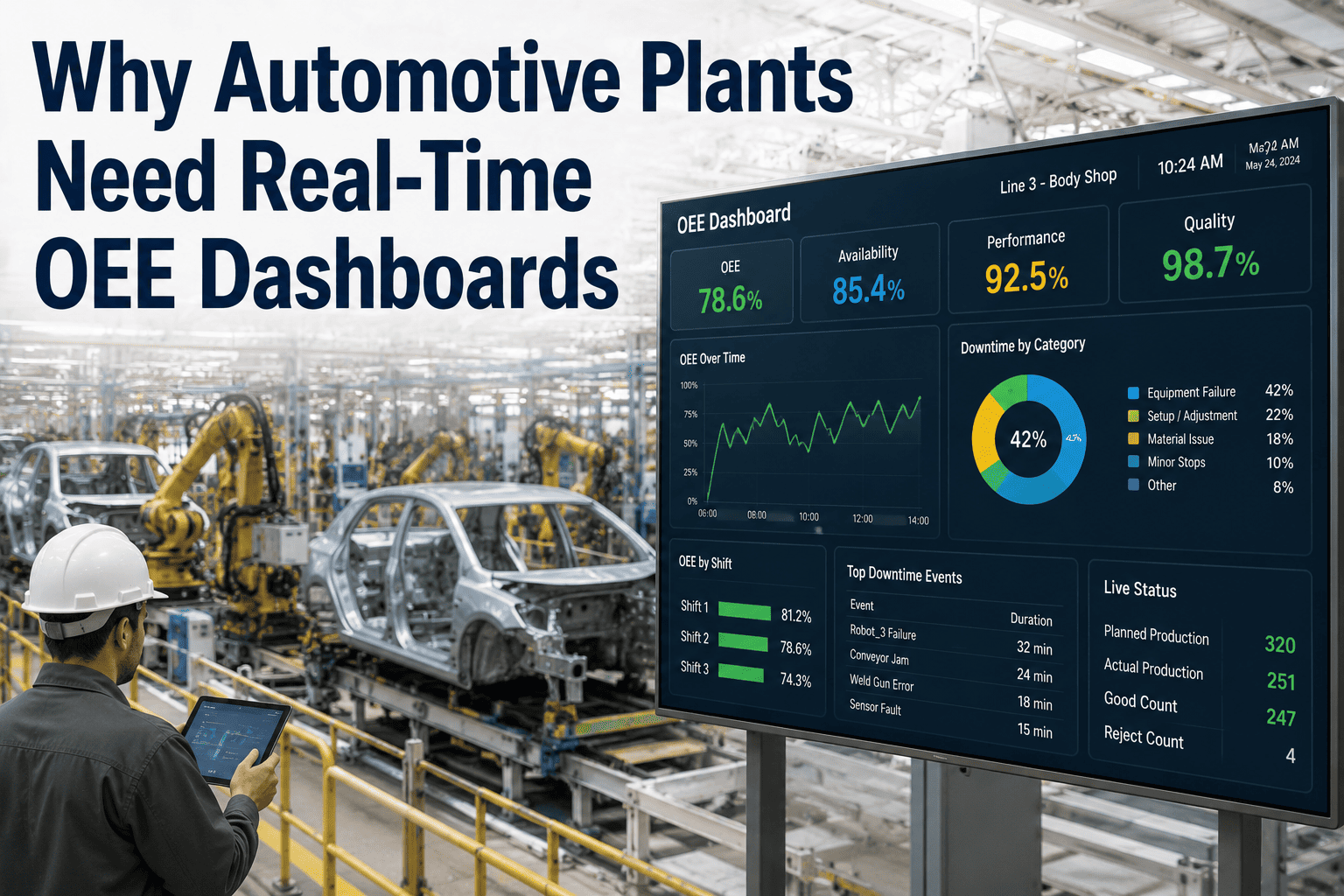
OEE Live Dashboard
Availability, Performance, and Quality rate streams updated in real time per shift and per coil. OEE drift trending — from 87% toward lower values over weeks — is automatically flagged as an SPC out-of-control signal before it becomes unplanned downtime.
Cold Mill #1 and #2 Live Status Cards — What the Dashboard Shows
The iFactory Cold Mill intelligence layer presents two purpose-built mill status cards — one per mill line — giving operations managers and shift supervisors a single-screen view of every active variable. No toggling between pulpit systems. No waiting for shift handover reports. Each card surfaces the exact parameters that drive quality decisions: current order and active recipe, OEE at that moment, rolling speed, assigned operator and shift, coils completed this production run, and the timestamp of the last recipe download.
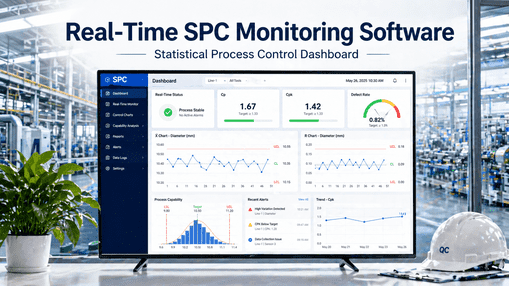
Complete SPC Module Coverage for Cold Rolling Operations
A production-grade cold mill SPC deployment must cover every critical quality variable — from strip geometry at the mill exit to tension stability between stands and surface cleanliness after temper rolling. iFactory's analytics modules are pre-configured for cold rolling mill environments, with control limits, Cpk thresholds, and alert logic built around the metallurgical realities of high-speed strip production rather than generic manufacturing SPC defaults.
| SPC Module | Parameters Monitored | Control Chart Type | Alert Trigger | Priority |
|---|---|---|---|---|
| Strip Gauge Control | Thickness deviation ±µm, off-gauge length | X-bar / R Chart | Cpk < 1.33 or rule violation | Critical |
| Flatness Analytics | IU deviation, edge wave, center buckle | Individual / MR Chart | 3-sigma limit breach | Critical |
| Roll Speed Trending | Stand speed, chatter frequency, tension | EWMA Chart | Chatter threshold exceeded | Critical |
| OEE SPC Monitoring | Availability, Performance, Quality rates | p-Chart / Trend | Shift OEE < target | High |
| Recipe Execution Audit | Recipe download timestamp, parameter match | Event Log | Recipe drift detected | High |
| Coil Quality Traceability | Per-coil Cpk, defect flags, grade compliance | Quality Twin Record | Out-of-spec coil flagged | Standard |
How iFactory Deploys Cold Mill SPC Monitoring — From Integration to Intelligence
Deploying real-time SPC on a live cold rolling mill requires a disciplined, non-disruptive integration path. iFactory's implementation methodology is designed for high-consequence production environments where downtime for system deployment is not acceptable. The five-stage workflow below describes how mill operations teams move from legacy, fragmented process data to a fully unified SPC intelligence platform — without interrupting production.
Mill Sensor Inventory and Data Source Mapping
Catalog all existing measurement systems — X-ray gauge heads, laser flatness scanners, speed encoders, tension meters, and surface inspection cameras. Map each data stream to its corresponding SPC parameter and establish baseline process capability benchmarks before go-live.
SCADA and Level 2 Integration
Connect iFactory's analytics engine to your existing Level 1 and Level 2 automation systems via OPC-UA or standard industrial protocols. All existing AGC, flatness control, and pass schedule data is ingested without modification to control system logic, ensuring zero production risk during deployment.
SPC Control Limit Configuration and Calibration
Configure grade-specific control limits, Cpk thresholds, and Western Electric rule sets for each monitored parameter. Limits are calibrated against historical production data to distinguish true process shifts from normal run-to-run variation — eliminating nuisance alerts that cause alarm fatigue on the pulpit.
Live Dashboard and Alert Routing Activation
Activate Cold Mill #1 and #2 status cards with real-time OEE, speed, coil count, and recipe timestamp displays. Configure role-specific alert routing — pulpit operators receive immediate deviation alerts; quality engineers receive Cpk trending reports; operations managers receive shift OEE summaries with SPC event logs.
Coil Quality Twin and ERP Integration
Enable automatic generation of per-coil Digital Quality Twins — linking every coil ID to its SPC performance record, recipe version, operator, and shift data. Push quality certificates and compliance records directly to SAP or Oracle via standard API, eliminating manual documentation for customer and audit submissions.
"We were running Cold Mill #2 at 79% OEE and couldn't pinpoint why. After deploying iFactory's SPC dashboard, we identified that flatness deviations during grade transitions were adding an average of 14 minutes of speed reduction per coil. Correcting that one pattern improved our OEE by 6.2 points within the first month."
The Six Gaps That Prevent Cold Mills from Reaching SPC Maturity
Most cold rolling operations that have not yet deployed unified real-time SPC share a predictable set of process intelligence gaps. Understanding where these gaps exist in your current operation is the first step toward an effective platform deployment — and toward Book a Demo conversations that are grounded in your specific mill configuration rather than generic feature presentations.
Quality assessments happen after the coil is complete, not while it is being produced — meaning an entire coil of off-gauge or out-of-flat material is committed before any corrective action is possible.
Strip thickness and flatness systems operate on separate pulpit screens with no correlation layer — making it impossible to identify combined process signatures that precede customer complaints.
Facilities using generic control limits across all steel grades systematically misclassify deviations — triggering false alarms on commodity grades while missing real violations on high-specification products.
Recipe downloads are logged in the Level 2 system but never correlated with subsequent quality outcomes — leaving systematic recipe drift undetected until customer claims surface weeks later.
OEE is reported as a daily or weekly average rather than a live SPC-controlled metric — meaning gradual performance erosion from roll wear, tension instability, or chatter goes statistically undetected.
Coil quality records are manually assembled from multiple sources, creating documentation inconsistencies that jeopardize certification during customer audits for automotive or appliance supply agreements.
Reactive Quality Management vs. Real-Time SPC: What Changes for Mill Operations
The operational difference between a reactive quality management posture and a real-time SPC-driven cold mill is not incremental — it is structural. The comparison below maps the concrete operational outcomes that shift when cold mill operations move from lagging indicators to leading SPC intelligence.
Ready to Put Every Cold Mill Parameter Under SPC Control?
Deploy iFactory's Cold Mill intelligence platform across your #1 and #2 lines — live status cards, real-time SPC charts, per-coil quality traceability, and ERP-integrated documentation in one unified view.
What Mill Operations Managers Are Saying About Real-Time SPC Deployment
Cold rolling operations managers who have deployed unified SPC platforms consistently report three structural improvements: faster response to gauge and flatness deviations, measurable OEE gains tied to specific process optimizations identified by SPC trend data, and a permanent reduction in customer claims volume attributed to per-coil quality documentation replacing manual audit preparation. The expert perspective below reflects feedback from mill operations professionals across North American flat-rolled steel production environments.
What Industry Practitioners Report After Cold Mill SPC Deployment
Detection lag drops from 45–90 minutes (end-of-coil lab sample) to under 30 seconds with real-time SPC alert routing — preventing multiple coils of off-gauge material from advancing to finishing lines.
SPC-based OEE monitoring surfaces specific performance loss patterns — most commonly chatter-related speed reductions during grade transitions — that aggregate into 4–8 OEE percentage point improvements once addressed.
Timestamped recipe audit trails correlated with subsequent Cpk outcomes enable operations teams to identify which recipe versions and download sequences produce the most consistent strip quality.
Automated Digital Quality Twins per coil eliminate the documentation gaps that drive customer surface quality claims — operations teams report claim volumes falling by 40–60% within two quarters of deployment.
Cold Mill Real-Time SPC Is Not a Software Feature — It Is an Operational Transformation
The fundamental shift that real-time SPC delivers to cold rolling operations is not a new dashboard or a smarter alarm system — it is the transformation of quality management from a post-production review function into a live, proactive process control discipline. When every strip gauge deviation, flatness window breach, OEE drift signal, and recipe execution gap is visible in real time against statistical control limits, the entire culture of the mill operations team changes. Operators act on process data, not on end-of-shift reports. Quality engineers address root causes, not customer complaints. Operations managers optimize continuously rather than explaining losses retrospectively.
iFactory's Cold Mill SPC platform is purpose-built to deliver this transformation for North American flat-rolled steel producers. Cold Mill #1 and #2 status cards, per-coil Digital Quality Twins, grade-aware SPC control limits, and ERP-integrated documentation come together in a single, on-premise intelligence layer that connects to your existing mill infrastructure without disrupting production. Mill operations managers who are ready to put every parameter under statistical control are encouraged to Book a Demo and see the platform running against live cold mill data.