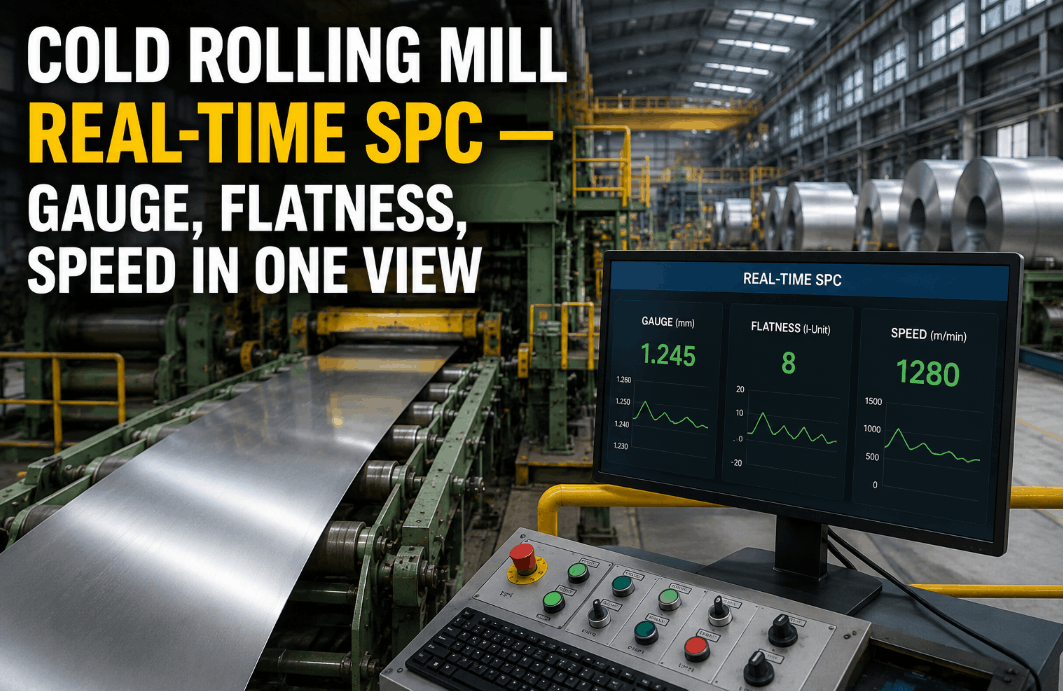
Statistical Process Control for exit gauge has moved from the weekly quality report to the live HMI screen. When a customer tightens the gauge band — say, from 0.27 ±0.005 mm to 0.27 ±0.004 mm — your AGC loop needs immediate SPC feedback, not a Cpk number you'll read four days later. iFactory's real-time strip-gauge control chart puts editable target, USL, and LSL bands directly on the exit-gauge trend, calculates Cpk in seconds, and flags all eight Western Electric rules as coils run. Process metallurgists get the capability signal the same shift the spec changes — before a single non-conforming coil ships. Book a Demo to see live gauge SPC in action.
Why Real-Time Gauge Cpk Changes Everything on the Mill Floor
Cold-rolled sheet producers live and die by exit-gauge tolerance. A ±0.005 mm band that served a commodity auto-body spec for years can be tightened overnight by a Tier-1 stamping customer who upgrades their draw-die tooling. In traditional SPC workflows, the process metallurgist receives a Cpk figure from the quality lab after the coil is already slit, annealed, and sitting in finished-goods inventory. By then, the only options are disposition, rework, or a credit note.
Real-time gauge SPC breaks that feedback delay. By streaming X-ray or isotope gauge readings directly into a control chart that runs on the same timeline as the AGC loop, mill engineers can observe capability drift within the first few hundred meters of a coil — while there is still time to intervene through screw-down correction, roll-force adjustment, or a controlled speed change. Book a Demo to see how iFactory connects directly to your exit gauge hardware.
The Gauge SPC Gap: From Weekly Reports to Live Control Charts
Most mills already have gauge hardware — X-ray gauges, beta-ray transmissometers, laser profilometers — but the data flows into a historian or a standalone QMS that produces shift-end summaries. The control chart arrives in the morning quality meeting, not on the pulpit screen during the rolling campaign. iFactory closes this gap with a purpose-built strip-gauge SPC module that ingests live thickness readings, plots them on an X-bar/R or I-MR chart, and overlays the editable tolerance band per the active recipe version.
- Gauge data stored in historian; exported to QMS nightly
- Cpk calculated post-coil, often post-shipment
- Tolerance band changes require IT ticket or manual config
- Western Electric violations discovered in weekly audit
- Corrective action applied to the next campaign, not the current coil
- Live gauge feed plotted scan-by-scan on the HMI-accessible chart
- Rolling Cpk displayed continuously; updated every few seconds
- USL/LSL editable per recipe version — active the same shift
- All 8 WE rules evaluated in real time; alerts sent instantly
- Operator and metallurgist can act within the current coil
Five Process Stages Where Live Gauge SPC Delivers Direct Value
Strip gauge Cpk is not a single-point metric — it reflects what happens across the entire rolling and finishing line. iFactory tracks the gauge signal at each critical stage so process metallurgists can pinpoint exactly where capability degrades.
Entry Gauge Baseline
Hot-band incoming thickness variation sets the starting spread for the cold-reduction schedule. iFactory logs entry gauge deviation from nominal so the metallurgist can correlate hot-mill Cpk with finished cold-rolled Cpk and isolate upstream root causes.
Inter-Stand Feedback
On tandem mills, inter-stand gauge readings feed the AGC loop for each downstream stand. iFactory surfaces the per-stand thickness trend so engineers can evaluate whether a gauge excursion originates at stand 3 or stand 5, rather than diagnosing from exit data alone.
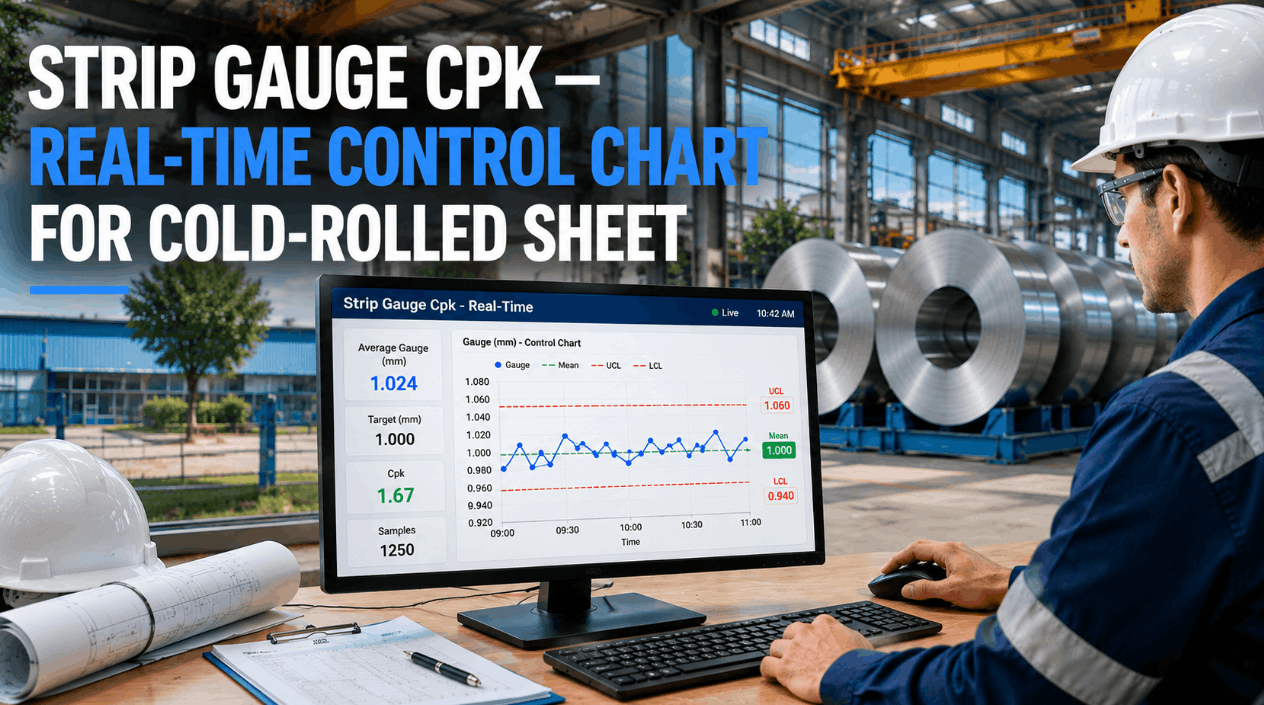
Exit Gauge — Live Cpk Chart
The primary SPC view. iFactory plots every exit-gauge measurement against the active recipe's USL, target, and LSL bands. Cpk updates continuously. When the customer tightens tolerance, the metallurgist enters the new band into the recipe version and the chart reflects it immediately — no batch import, no IT change request.
Western Electric Rule Monitoring
A Cpk above 1.33 does not mean the process is in statistical control. iFactory evaluates all eight Western Electric rules in parallel — single point beyond 3σ, two of three beyond 2σ, runs of eight, trends, and more — and triggers a timestamped alert the moment any pattern appears.
Coil-Level Cpk Traceability
Every coil gets a Cpk summary attached to its digital traveler — exportable as a PDF certificate for customer hold-point inspections or PPAP submissions. Book a Demo to review a sample coil Cpk report.
iFactory Exit-Gauge SPC: Feature-to-Outcome Mapping
Every SPC feature in the iFactory platform is designed around a specific metallurgical or commercial outcome. The table below maps each capability to the business benefit it delivers for cold-rolled sheet operations.
| iFactory SPC Feature | Operational Function | Metallurgical / Commercial Outcome | Primary User |
|---|---|---|---|
| Live Exit-Gauge Control Chart | Plots scan-level thickness measurements in real time with target, USL, LSL overlay | Enables in-coil correction before gauge excursion propagates to slit coils | Process Metallurgist |
| Editable Recipe Tolerance Bands | USL/LSL configurable per recipe version without IT involvement | New customer specs are active the same shift the order changes | Metallurgist / Quality Engineer |
| Rolling Cpk Engine | Recalculates Cp and Cpk on every incoming data batch | Provides real-time capability signal instead of post-campaign report | Process Metallurgist |
| All 8 Western Electric Rules | Evaluates every WE out-of-control pattern simultaneously | Catches systematic process shifts before they breach the tolerance band | Quality Director / Metallurgist |
| Gauge Violation Alerts | Pushes timestamped alerts to operator display, SMS, or email on any rule break | Reduces response time from hours to seconds; prevents customer non-conformances | Mill Operator / Shift Supervisor |
| Coil-Level Cpk Certificate | Generates PDF Cpk summary per coil tied to digital traveler | Supports PPAP submissions and customer hold-point audits with zero manual reporting | Quality / Sales Engineering |
Responding to a Customer Gauge Band Tightening — Same-Shift Protocol
One of the most common disruptions in cold-rolled sheet production is a mid-order tolerance change from a customer quality team. Without integrated SPC, the mill has no real-time signal of whether the tighter band is achievable at current process settings. With iFactory, the response is a defined protocol that takes minutes, not days.
Step 1 — Receive the revised spec (e.g., ±0.004 mm replacing ±0.005 mm). Open the active recipe in iFactory and update USL and LSL. The control chart immediately reflects the new bands across the live trend and all historical data for that coil. Step 2 — Review the instant Cpk recalculation against the new limits. If Cpk drops below 1.33, the SPC dashboard highlights the deficiency in real time. Step 3 — The process metallurgist adjusts roll force, back tension, or AGC gain parameters. iFactory logs each change with a timestamp. Step 4 — Monitor the next 50–100 scan points on the control chart. Western Electric rules flag any instability in the new operating window. Step 5 — The completed coil exports a Cpk certificate reflecting the tighter spec for customer records. No separate QMS entry required.
Expert Review: What Process Metallurgists Require from Gauge SPC Software
Conclusion: From Lagging Indicator to In-Process Control
Strip gauge Cpk has historically been a lagging quality indicator — a number that confirms what already happened. iFactory converts it into a leading process control signal. When exit-gauge thickness data flows directly into a live SPC chart with recipe-specific tolerance bands and real-time Western Electric rule evaluation, metallurgists gain the ability to intervene within the coil rather than between campaigns. For cold-rolled sheet producers competing on tight-tolerance orders, that response speed is the difference between a conforming shipment and a costly deviation. Book a Demo and walk through a live gauge SPC session with the iFactory engineering team.
Frequently Asked Questions: Strip Gauge SPC and Cpk
Can iFactory connect directly to our existing X-ray or isotope exit gauge?
Yes. iFactory supports direct integration with most industrial gauge controllers via OPC-UA, Modbus, or data file polling — no gauge hardware replacement required.
How quickly can a metallurgist update the tolerance band when a customer tightens the spec?
Tolerance bands are editable directly in the recipe version within iFactory; the updated USL and LSL are reflected on the live control chart within seconds, no IT ticket needed.
Which Western Electric rules does iFactory evaluate for gauge SPC?
All eight standard Western Electric out-of-control rules are evaluated simultaneously on every incoming data batch, with individual rule-break alerts generated per event.
Does iFactory generate a Cpk certificate that can be sent to the customer?
Yes. Each coil's Cpk summary is automatically attached to its digital traveler and can be exported as a PDF for PPAP submissions or customer hold-point audits.
Does iFactory replace our existing QMS, or does it integrate alongside it?
iFactory can operate as the real-time SPC and gauge data layer that feeds summarized quality data into your existing QMS or ERP, without requiring a full system replacement.