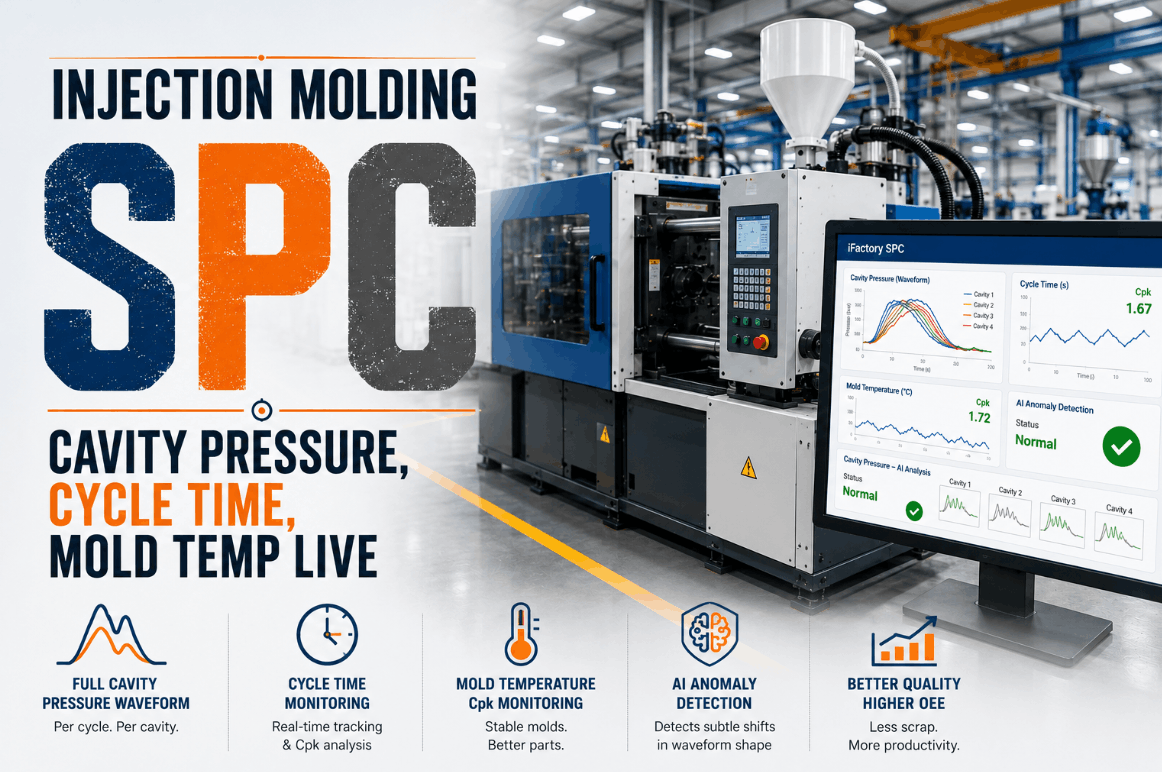
Every injection molding machine generates a full cavity-pressure waveform per cycle — a signature of everything that happened inside the mold during fill, pack, and hold — yet most quality teams still monitor molding quality through a single peak-pressure value recorded in a spreadsheet, comparing it against a static specification limit that reveals nothing about waveform shape, curve area, or the subtle process drifts that precede dimensional non-conformance by hundreds of cycles. The result is predictable: cavity imbalance goes undetected until parts fail at assembly, short-shot conditions are flagged by cold inspection after 200+ bad parts have already been produced, and mold temperature drift across a shift change causes Cpk to erode from 1.67 to 0.89 before anyone notices — costing molding facilities tens of thousands of dollars in scrap, sortation labor, and emergency mold maintenance per incident. iFactory changes this entirely by capturing the full cavity-pressure waveform per cycle, per cavity, along with mold temperature trends, cycle time stamps, and injection velocity profiles — training ML models on your plant's historical molding data to detect waveform anomalies 50–200 cycles before the parts they produce would fail QC inspection.
The Hidden Cost of Blind Injection Molding — What Peak-Pressure SPC Misses
Injection molding is a process defined by curves, not single points. The cavity-pressure waveform describes the rate of fill, the timing of switchover from injection to packing, the shape and duration of the pack and hold phases, and the residual cooling profile — each segment of the curve encoding a specific quality attribute of the molded part. A peak-pressure-only SPC system collapses this rich process signature into a single scalar value, discarding the waveform shape information that distinguishes a stable process from one drifting toward defect conditions. In conventional molding facilities, cavity-pressure data, mold temperature trends, cycle time logs, and injection velocity settings are monitored in isolation — if they are monitored at all — with no correlation layer that fuses these signals into a unified quality picture per cavity per cycle.
How iFactory Captures Full Cavity-Pressure Waveforms for AI-Driven SPC
iFactory connects directly to injection molding machine controllers, cavity-pressure sensors, mold temperature probes, and process monitoring systems — ingesting the complete waveform per cycle, per cavity, along with mold temperature, cycle time, injection velocity, and screw position data into a unified time-series data model with no data loss and no manual CSV transfers. The platform trains ML models on your plant's specific correlation patterns between waveform shape features and dimensional quality outcomes, producing real-time SPC dashboards that detect process drift 50–200 cycles before QC inspection would register a non-conformance.
Key Injection Molding Defects That Require Full Waveform AI Detection
Injection molding defects originate from distinct phases of the cycle — and each defect category manifests as a specific waveform shape deviation that peak-pressure-only SPC systems cannot distinguish. The following table maps the most common molding defects to their cycle-phase root causes, the waveform signature iFactory detects, and the corrective action the platform recommends.
| Defect Type | Root Cause in Molding Cycle | Waveform Signature Detected by iFactory AI | Recommended Corrective Action |
|---|---|---|---|
| Short Shot | Insufficient shot volume; premature switchover from injection to pack; gate freeze before cavity is fully filled | Waveform shows reduced fill slope in injection phase; switchover pressure below per-cavity baseline; pack plateau truncated or absent | Increase shot size; delay V/P switchover by 3–5 mm; verify material feed consistency at barrel throat |
| Flash | Excessive injection pressure during fill; mold clamping force insufficient for cavity pressure during pack phase; worn parting line | Waveform shows elevated fill slope; pack plateau pressure exceeds per-cavity baseline by 12%+ with extended hold duration | Reduce injection velocity in pack phase; verify clamp tonnage; inspect parting line for wear |
| Sink Marks / Voids | Insufficient pack pressure or hold time; gate freeze before pack phase complete; melt temperature too high causing excessive shrinkage | Waveform shows normal fill slope but reduced pack plateau area; hold decay rate steeper than baseline; reduced area under full curve | Increase pack pressure by 8–12%; extend hold time by 1–2 seconds; reduce melt temperature in 5-degree increments |
| Warpage | Non-uniform cooling across mold zones; cavity-to-cavity temperature gradient exceeding 8 degrees; ejection temperature too high | Waveform shape divergence between cavities in multi-cavity tool; correlation with mold temperature zone deviation; elevated residual waveform area after hold phase | Balance mold temperature controller zones; increase cooling time for affected cavities; verify ejector pin timing |
| Burn Marks | Trapped air in cavity during fill; injection velocity too high for venting capacity; material degradation from excessive shear heat | Waveform shows injection pressure spike during fill phase exceeding expected slope by 20%+; cycle time compression reducing natural vent time | Reduce injection velocity in final 15% of fill; verify vent depth and cleanliness; reduce injection acceleration profile |
| Flow Lines / Weld Lines | Melt temperature too low; injection velocity insufficient; mold surface temperature gradient causing non-uniform flow front | Waveform fill slope below baseline with extended fill duration; switchover pressure low despite normal shot size; correlation with mold temperature zone readings | Increase melt temperature in 10-degree increments; raise injection velocity; balance mold temperature across flow zones |
iFactory's AI waveform detection does not replace your existing QC processes — it augments them by correlating every dimensional non-conformance and visual defect with the cavity-pressure waveform, mold temperature, and cycle time data that preceded it. This is the difference between knowing you produced bad parts and knowing exactly which waveform shape deviation caused them, which cavity produced them, and how to adjust the process to prevent the next cycle. Book a Demo to see how iFactory captures full cavity-pressure waveforms for AI-driven injection molding SPC.
From Waveform Data to Closed-Loop Quality Control: Deployment Roadmap
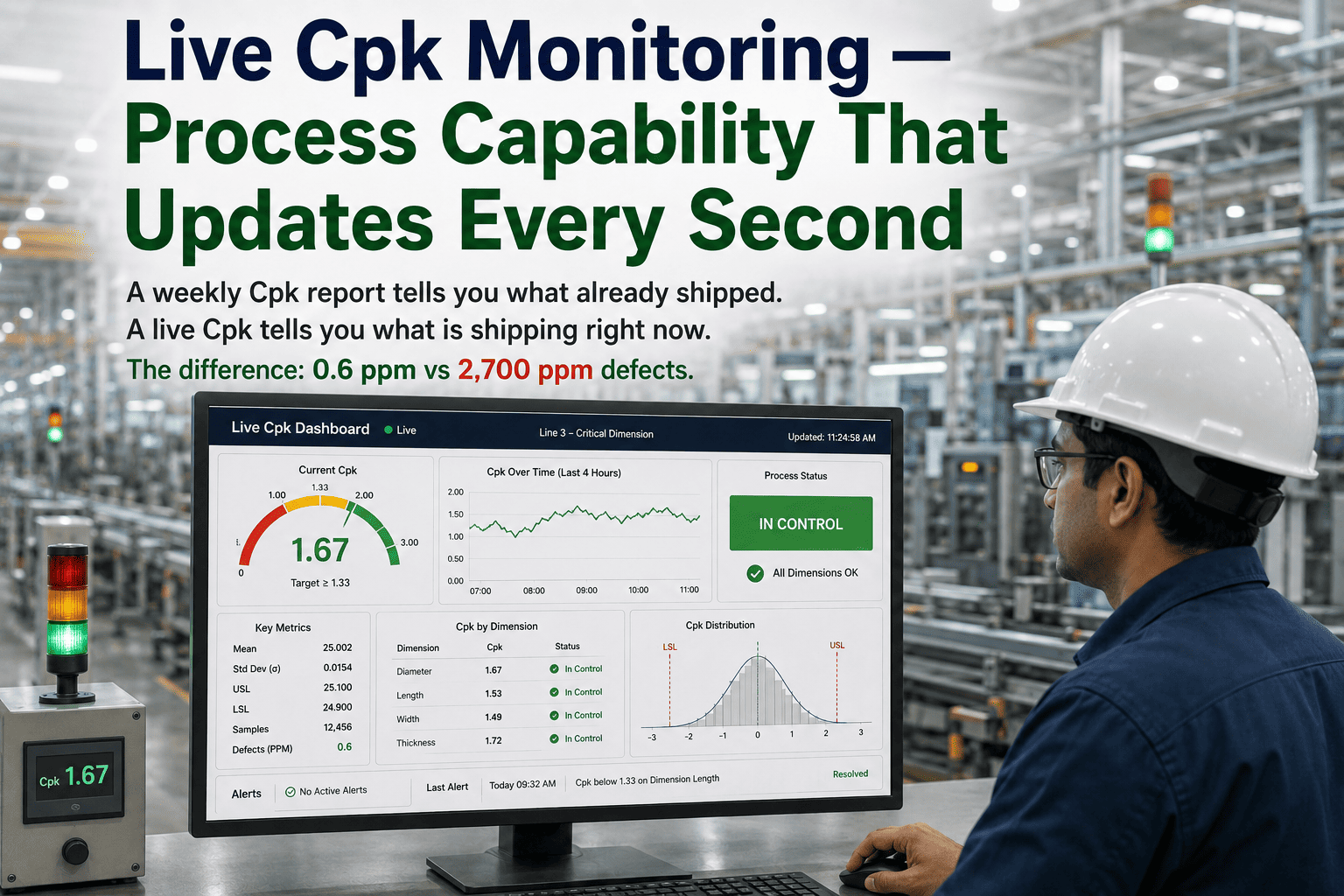
Closing the loop between cavity-pressure waveforms and part quality outcomes has historically required custom data engineering projects that take 4–8 months. iFactory delivers a structured migration path that moves molding facilities from disconnected waveform data silos to unified, ML-driven quality control in 5 weeks — with measurable Cpk improvements and defect reduction beginning in week 3.
What Injection Molding Quality Leads Say About iFactory Waveform SPC
The following testimonials are from quality lead managers at injection molding facilities currently running iFactory's full waveform SPC platform in the United States.
Conclusion: Stop Molding Bad Parts by the Thousands — Your Waveform Data Already Predicts Them
Injection molding facilities generate a complete process record with every cycle — a cavity-pressure waveform that encodes every significant event that occurred inside the mold from injection start to ejection. The vast majority of molding operations discard that waveform information, recording only the peak pressure or nothing at all, while scrap accumulates, cavity imbalance goes undetected, and quality teams react to defects that were predictable 200 cycles before they occurred. The gap between world-class molding quality and the industry average is not a sensor availability gap. It is a waveform intelligence gap — the missing analytical layer that connects what the cavity-pressure curve shape is saying to what the dimensional inspection results are confirming.
iFactory closes that waveform intelligence gap in five weeks. Full waveform ingestion per cycle per cavity, ML-based baseline models trained on your plant's specific waveform shapes, multi-cavity imbalance detection, mold temperature and cycle time correlation, and continuous model improvement from every QC confirmed non-conformance — deployed without disrupting production or requiring custom data engineering. Book a Demo to see how iFactory captures full cavity-pressure waveforms for AI-driven injection molding SPC.
-—-mold-level-and-tundish-spc-for-slab-quality.png)