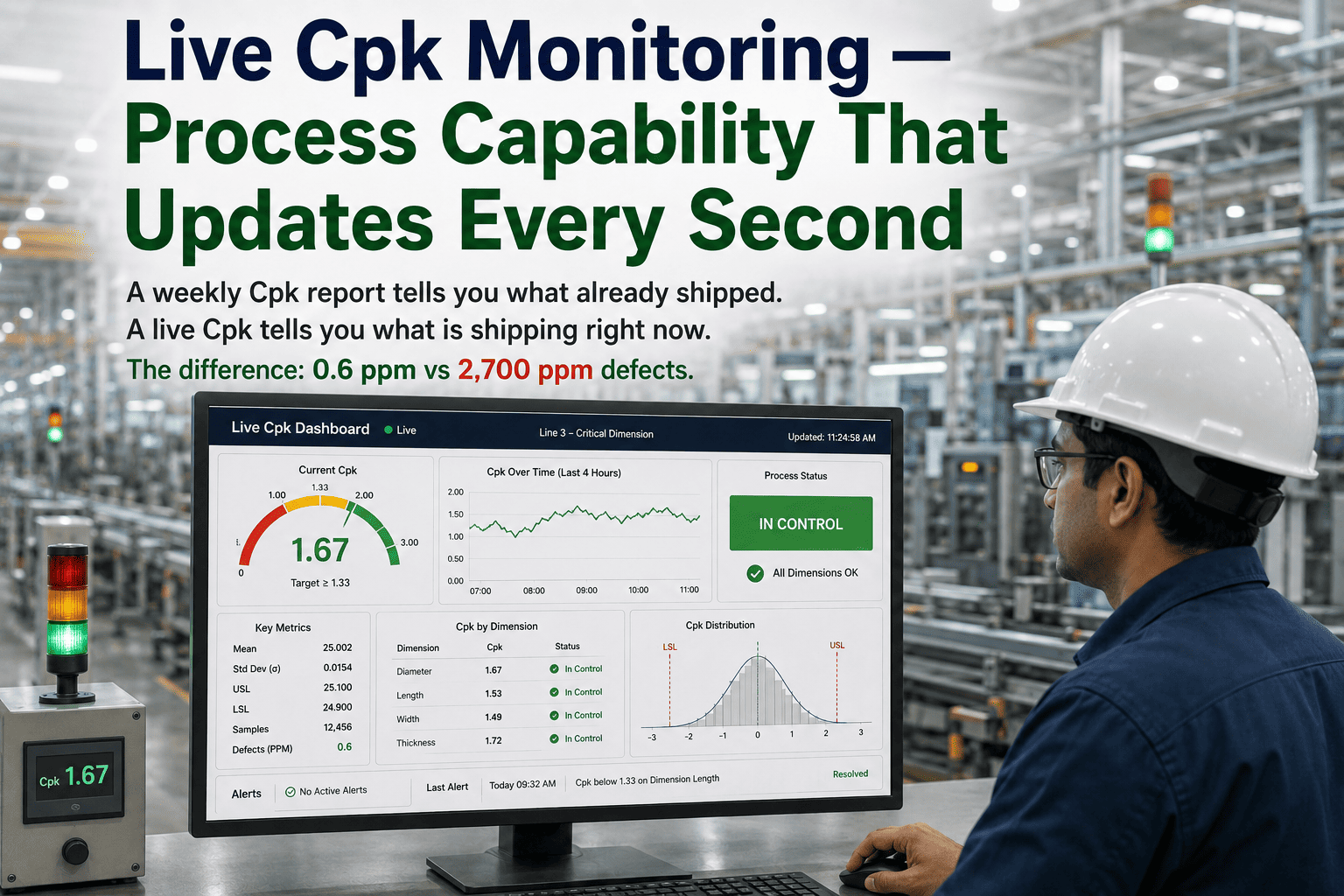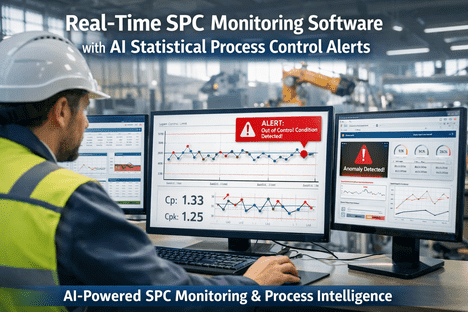
A weekly Cpk report tells you what already shipped. A live Cpk tells you what is shipping right now. That distinction is not semantic — it is the difference between catching a process drift during the shift it starts and discovering it during the next quality review meeting after 4,000 parts have already left the dock. For Six Sigma Black Belts managing critical parameters across high-volume lines, the Cpk value in last week's spreadsheet is a historical document. iFactory's continuous Cpk monitoring engine calculates process capability per parameter, every second, updating with each new measurement — and automatically escalates when Cpk drops below 1.33, with a second-tier alert when it approaches 1.0. The goal is simple: no quality engineer should ever learn about a capability problem from a customer.
The Cost of Delayed Cpk — What Happens Between Reviews
The gap between when a process capability starts degrading and when a quality team discovers it is where most preventable escapes originate. A Cpk that begins dropping at the start of a shift will not appear in a weekly report until days later — by which point the process has produced at a degraded capability level across an entire production window. The defect-rate math is straightforward and unforgiving.
| Cpk Value | Sigma Level | Defect Rate (PPM) | Industry Interpretation | iFactory Response |
|---|---|---|---|---|
| ≥ 2.00 | 6σ | 3.4 PPM | World-class / Six Sigma quality | Monitor — no action |
| ≥ 1.67 | 5σ | < 1 PPM | OEM preferred supplier target (automotive, aerospace) | Monitor — no action |
| 1.33 – 1.67 | 4–5σ | 1 – 63 PPM | IATF 16949 minimum / industry capable | Watch — capability trending |
| 1.00 – 1.33 | 3–4σ | 63 – 2,700 PPM | Marginal — approaching risk of escape | Alert — engineer notified instantly |
| < 1.00 | < 3σ | > 2,700 PPM | Not capable — active nonconformance risk | Escalation — supervisor + CAPA triggered |
The Cpk thresholds above are not abstract. They translate directly to how many defective parts your process produces every hour. Want to see these thresholds applied live to your critical parameters? Book a Demo and we will walk through a live configuration.
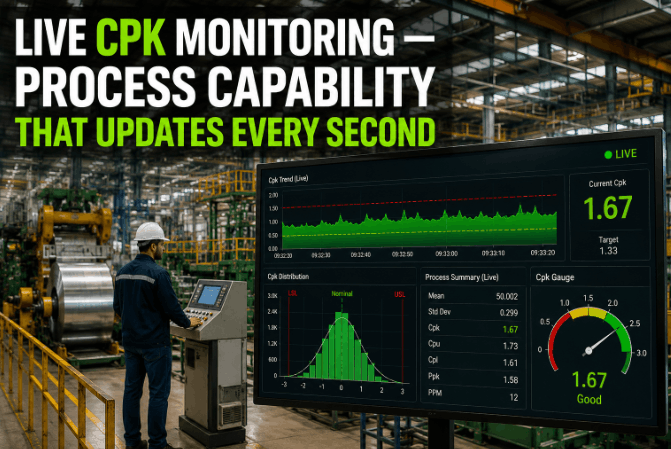
How iFactory Continuous Cpk Monitoring Works
iFactory does not recalculate Cpk on a schedule. It recalculates with every measurement that arrives from your gauges, CMMs, vision systems, or manual entry — maintaining a rolling capability window that reflects the process as it exists right now, not as it existed when someone last ran a study.
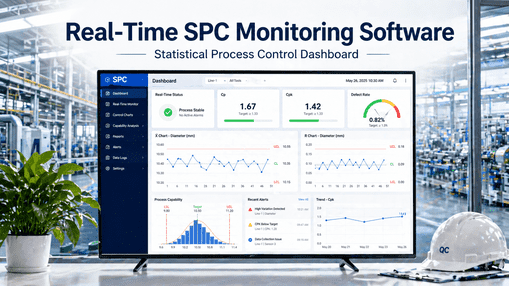
What a Six Sigma Black Belt Sees on the Live Cpk Dashboard
The iFactory Cpk dashboard is designed for the way Black Belts actually work — not as a status board, but as a decision surface. Every element surfaces the question: which parameter needs my attention right now, and what is driving its current capability level. Book a Demo to walk through the full dashboard with one of our quality engineers.
Live Cpk vs. Periodic Capability Studies — A Direct Comparison
Most quality organizations run capability studies at PPAP, during initial production runs, and then periodically — often quarterly or when a process change occurs. Live Cpk monitoring does not replace these formal studies; it fills the gap between them with continuous visibility. Here is what each approach provides and where each falls short without the other.
| Capability | Periodic Capability Study | iFactory Live Cpk Monitoring |
|---|---|---|
| Update frequency | Weekly, monthly, or per change event | Every measurement — continuous |
| Cpk threshold alert | No — discovered at next review | Automatic at <1.33 and <1.0 |
| Mean shift detection | Visible only after study recalculation | Visible in Cp vs. Cpk gap, updated live |
| Analyst time per cycle | 2–4 hrs per study (data pull, Minitab, report) | Zero — calculation is automated |
| PPAP report generation | Manual study required, separate from production data | On-demand from live production data |
| CAPA initiation | Manual, after review session identifies the problem | Auto-triggered on escalation-threshold crossing |
| Audit trail | Manual documentation per study | Automatic — every Cpk value timestamped |
| Escape risk window | Entire production run between studies | Minutes — alert fires as Cpk degrades |
Expert Perspective: What Black Belts Get Wrong About Cpk Monitoring
The most common Black Belt mistake I see in Cpk programs is treating capability as a study result rather than a process state. When Cpk is a number you calculate, you defend it at audits. When Cpk is a signal you monitor continuously, you act on it during production. Those are not the same quality posture — and the PPM difference between them is measurable. A Cpk that drops from 1.45 to 1.05 between weekly reviews has produced roughly 1,800 additional defective parts per million over that window. That is not a statistical abstraction — it is a warranty claim waiting to happen.
Conclusion: Cpk as a Live Operating Signal, Not a Retrospective Metric
Process capability indices were designed to answer one question: can this process reliably produce within specification? That question is only meaningful in the present tense. A Cpk from last Tuesday's study answers a different question — one about a process state that may no longer exist. For Six Sigma Black Belts who are accountable for the quality of what is shipping right now, continuous Cpk monitoring is not a feature upgrade. It is the difference between a quality system that controls a process and one that documents it.
iFactory's live Cpk engine calculates process capability per critical parameter, every second, with automatic two-tier alerts at Cpk < 1.33 and Cpk < 1.0 — plus automated CAPA initiation, a complete audit trail, and on-demand PPAP-ready capability reports. If your team still discovers Cpk problems from weekly reports, Book a Demo to see what real-time capability visibility looks like on your actual parameter set.