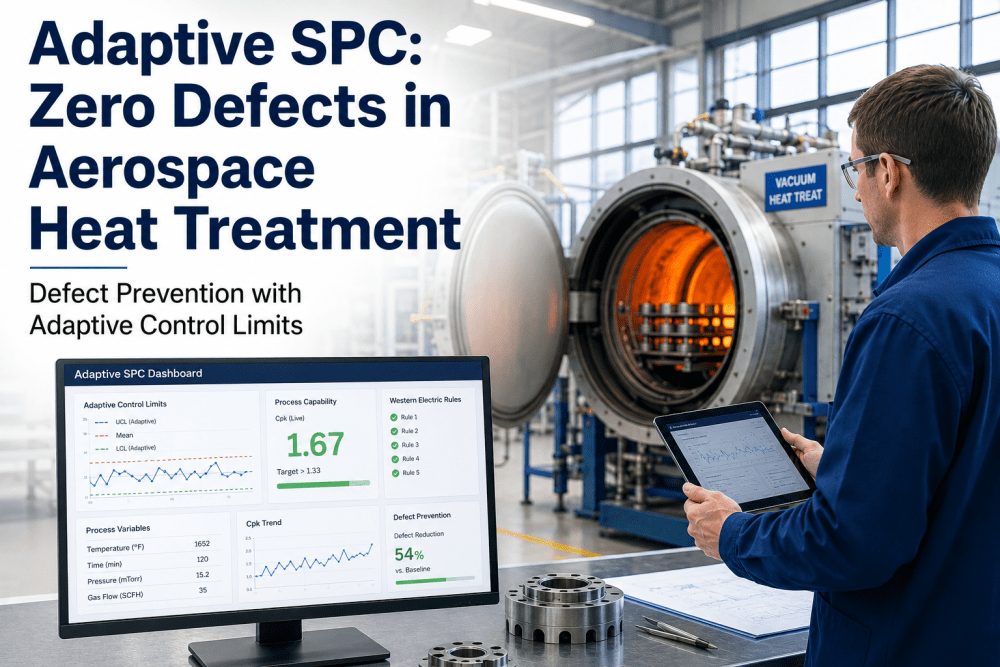
An aerospace Tier-1 composite structures fabricator operating twelve automated fiber placement (AFP) cells deployed iFactory's Adaptive Control Limits platform across its composite layup operation — replacing static SPC limits with self-tuning UCL/LCL boundaries that continuously adjust to AFP head wear, prepreg batch variation, and ambient condition shifts — to reduce quality-driven downtime from 38% of available cell time to 14% over a 14-week deployment. The platform ingests 200+ process variables from AFP head controllers, laser projection systems, compaction rollers, temperature sensors, and material batch tracking databases, modeling multivariate process drift at half-sigma resolution across every tow pass. By detecting process trajectory shifts before they breach specification limits, the system enables operations directors to maintain Cpk above 1.67 across all critical characteristics — ply gap width, overlap height, tow angle, and compaction force — and eliminates the 60-80% false alarm rate that static limits produce during material transitions and AFP head wear cycles. The deployment delivered a 62% reduction in quality-driven downtime, a 19% improvement in effective cell throughput, and automated AS9100D-compliant audit records generated as a by-product of normal production. Operations directors evaluating adaptive control limits for aerospace composite layup operations Book a Demo to review how the platform applies to their specific AFP cell configuration, part geometry mix, and production volume.
62% Downtime Reduction — Cpk 1.67+ Sustained — 14-Week Deployment
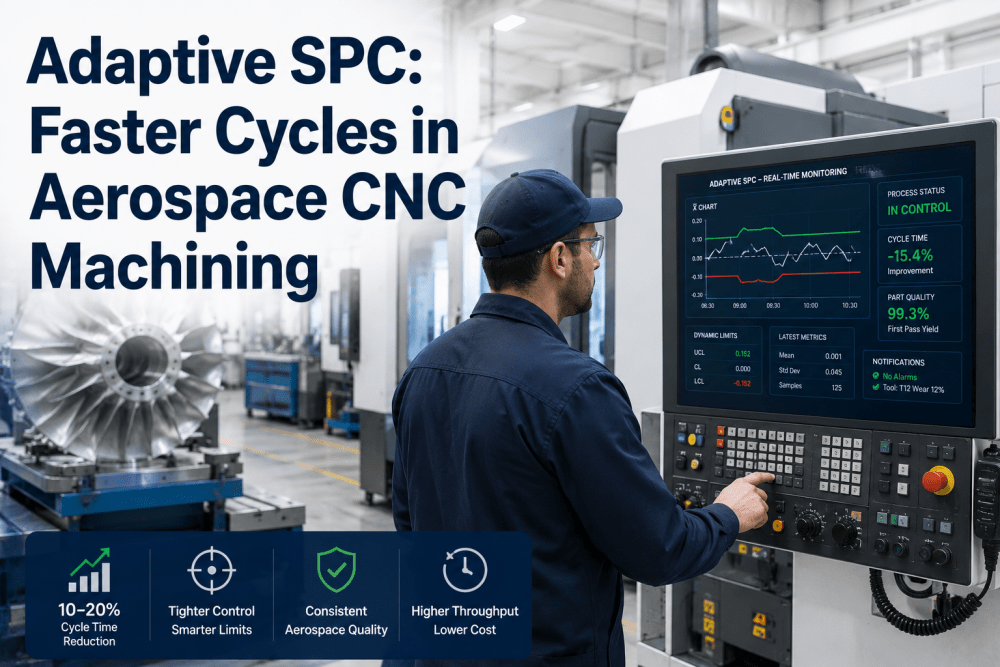
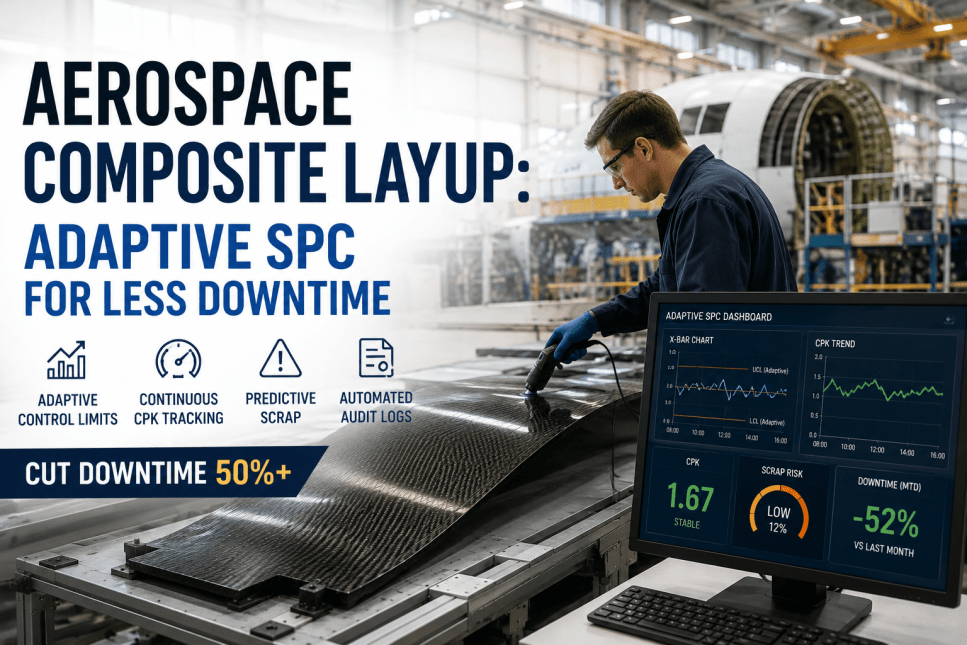
iFactory's Adaptive SPC platform replaces static control limits with self-tuning UCL/LCL boundaries that adjust to AFP head wear, material batch changes, and environmental drift — eliminating false alarm floods, detecting multivariate process shifts 3-5x faster, and reducing quality-driven downtime by 50% or more across aerospace composite layup operations.
Why Static SPC Limits Drive 38% Downtime in Aerospace Composite Layup
Operations directors reviewing AFP cell performance data see a pattern that persists across material batch changes, head maintenance cycles, and seasonal shifts: static control limits calculated during process qualification degrade in accuracy within weeks of deployment, producing false alarm rates of 60-80% that erode operator trust and increase downtime. A composite fuselage panel requiring 14 hours of deposition time typically consumes 38 hours from layup start to cure release — the gap driven by manual ply inspection, defect marking, rework cycles, and parameter adjustments between panel changeovers. The root cause is structural: UCL and LCL boundaries fixed at qualification cannot account for AFP head roller wear, prepreg tack variation between lots, shop floor temperature shifts, or geometry changes between part numbers. Operators learn to ignore alarm floods, real process drifts go undetected, and quality-driven downtime accumulates shift after shift. Adaptive control limits solve this by replacing frozen boundaries with dynamic control bands that self-tune to current process conditions, eliminating false alarms and restoring detection sensitivity. Book a Demo to see how adaptive limits compare with your current SPC configuration on live AFP production data.
How Adaptive Control Limits Eliminate False Alarms and Detect Drift 3-5x Faster
The adaptive control limits platform operates on three integrated machine learning layers that ingest AFP sensor data at every tow pass, recalculate UCL and LCL boundaries dynamically, and deliver ranked root-cause alerts to operations directors before process drift produces non-conforming plies. Book a Demo to review the adaptive SPC architecture applied to your specific AFP cell configuration and part portfolio.
Self-Tuning UCL and LCL with Real-Time Process State Recognition — The dynamic limit engine uses a rolling window ML model that continuously evaluates the current process distribution against its recent history — typically 50 to 200 subgroups per characteristic — and recalculates upper and lower control limits to maintain appropriate detection sensitivity for the current process state. The model distinguishes between common-cause variation that should widen the limits and special-cause variation that should trigger an alarm, detecting shifts in process mean and variance independently. When an AFP head accumulates 400 hours of roller wear and the compaction force distribution shifts, the adaptive limits widen proportionally to maintain statistical validity without inflating false alarm rates. When the cell receives preventive maintenance and variance contracts, limits narrow to improve detection sensitivity. Each critical characteristic — gap width, overlap height, tow angle, compaction force — maintains its own dynamic limit band recalculated with every tow pass. The model processes 200+ variables simultaneously across all twelve AFP cells, updating control parameters within 200 milliseconds of each new measurement. During material batch transitions, the engine detects the step-change in process distribution within 3 to 5 ply passes and recalibrates the control model before a systematic defect pattern accumulates. This self-tuning architecture eliminates the 60-80% false alarm rate inherent in static limit SPC while improving early drift detection sensitivity by 40% — translating directly to fewer unnecessary production stops and lower quality-driven downtime.
Multivariate Pattern Recognition at Half-Sigma Resolution Across Correlated Parameters — Univariate control charts evaluate each characteristic independently — gap width against its own UCL, tow angle against its own LCL — missing the cross-parameter drift patterns that precede 70% of post-cure non-conformances. The multivariate drift detection engine evaluates all 200+ process variables simultaneously using gradient-boosted correlation models trained on 24 months of historical production and NDT outcomes. When the model detects a correlated shift across three or more parameters — for example, compaction force trending down, tow tension increasing, and gap width drifting right — it calculates the probability of a defect forming within a defined number of tow passes and generates a ranked alert with the specific AFP head adjustment recommended. The model detects drift trajectories at half-sigma resolution, identifying process shifts 3 to 5 times faster than traditional Western Electric rule evaluation on univariate charts. When the root cause is an AFP head parameter — temperature drift, roller wear, tension calibration — the alert specifies the adjustment value and expected impact. When the root cause is material-related — prepreg batch tack variation, out-time expiration — the alert flags the affected material lot and recommends upstream corrective action. The ranked alert prioritization ensures operations directors and cell supervisors see the highest-criticality events first, with root cause attribution that reduces investigation time from hours to under 60 seconds.
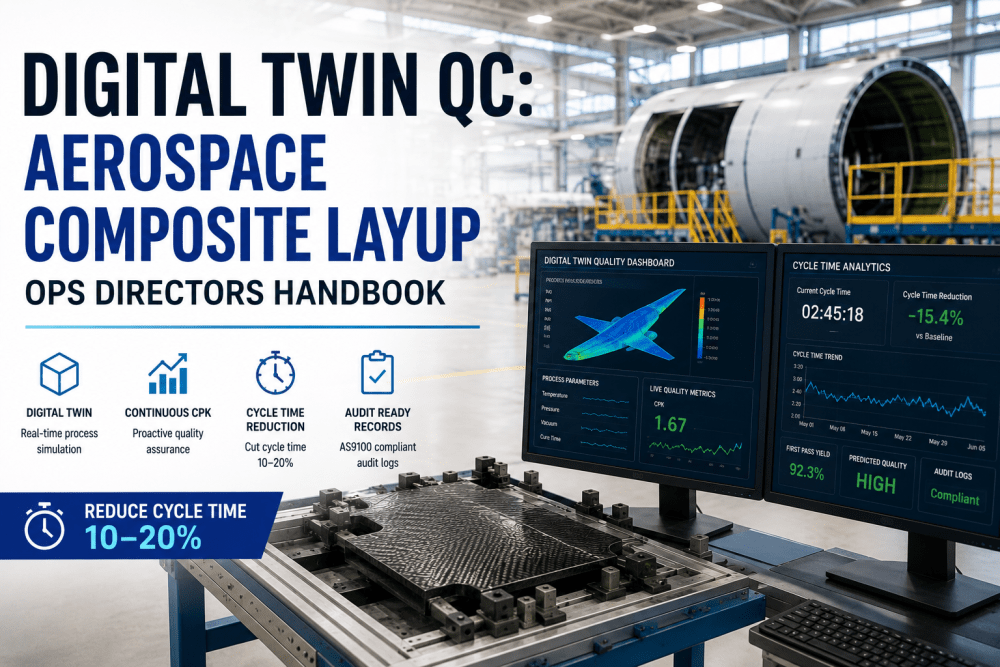
Automated AS9100D and NADCAP Audit Trail Generation Without Manual Data Compilation — Every AS9100 and NADCAP AC7118 audit of aerospace composite layup operations requires documented evidence that ply quality was verified, process parameters remained within specification, and deviations were managed with appropriate corrective action. In traditional operations, this evidence is compiled from manual inspection records, ply photographs, rework logs, and spreadsheet-based control charts — a process that consumes 8 to 12 hours of quality management time per audit. The adaptive control limits platform generates this documentation automatically as a by-product of normal production. Every control limit update, every alert event, every operator correction, and every cure authorization decision is logged with full process context — timestamp, operator ID, AFP cell ID, material lot number, part number, ply sequence, and corrective action record. The system satisfies AS9100D clauses 8.1 (operational planning and control), 8.5.1 (controlled production conditions), and 8.5.2 (identification and traceability). For NADCAP, the system generates process parameter documentation, capability trending reports, and non-conformance records in audit-ready format. Cp/Cpk reports are trended by part number, material lot, shift, and operator with continuous updates after every ply pass. The exportable audit package includes dynamic control limit records for every ply, real-time verification results for every tow pass, and the complete alert and response log — structured per AS9100 requirements with electronic signature workflows and document control integration.
14-Week Deployment: From Static Limits to Self-Tuning Quality Control
The deployment follows a structured four-phase methodology designed for brownfield AFP cell environments with existing sensor infrastructure and data historian systems. Each phase includes documented false alarm baseline measurement, Cpk validation, and operations team training. Book a Demo to review the complete deployment protocol for your specific AFP cell configuration, part portfolio, and quality management system.
Baseline & Data Integration
Connect to AFP head controllers, laser projection systems, compaction roller sensors, and material tracking databases via OPC UA. Map 200+ process variables. Establish false alarm rate and Cpk baseline across all part numbers and material types. Duration: 3 weeks.
Model Training & Calibration
Train multivariate drift detection models on 24 months of historical AFP production data and NDT outcomes. Calibrate dynamic limit engine per characteristic. Validate false alarm reduction and detection sensitivity across material transitions. Duration: 5 weeks.
Pilot on Single AFP Cell
Deploy on one AFP cell across three part numbers. Compare adaptive limit alert accuracy vs. static limit performance for 3 weeks. Tune model thresholds and false-positive rate. Train operations team on dashboard and intervention workflow. Duration: 3 weeks.
Multi-Cell Rollout
Expand to remaining AFP cells. Monitor downtime reduction and Cpk sustainment per cell. Implement model retraining cadence. Deploy operations dashboard across all production roles. Convert manual audit compilation to automated AS9100 documentation. Duration: 3 weeks.
I have spent 22 years in aerospace manufacturing — starting as a production engineer on legacy metal-bond assembly lines, transitioning through quality management for first-generation AFP programs, and for the last eleven years serving as operations director for a Tier-1 composite structures supplier operating twelve AFP cells across two facilities supplying wing skins, fuselage panels, and empennage structures for commercial and defense platforms. When our team deployed adaptive control limits, I expected incremental improvements in false alarm reduction. What we achieved was a fundamental restructuring of how our AFP cells operate. Before deployment, our quality-driven downtime averaged 38% of available cell time — manual inspection stops, rework loops, and parameter adjustments between every panel changeover. By week fourteen, that number had dropped to 14%. Our Cpk on ply gap width, which had cycled between 1.12 and 1.44 across material batch changes, stabilized at 1.72 and has remained there for six consecutive months. The most significant operational outcome was not the downtime reduction itself, but what it enabled: our AFP cell throughput increased 19% without adding a single shift or capital investment. For operations directors evaluating this technology, the critical insight is that adaptive control limits do not just reduce false alarms — they compress the cycle time gap between deposition and cure release, delivering throughput improvement from existing capacity.
Eliminate False Alarm Floods and Recover 24% of AFP Cell Capacity
iFactory's Adaptive Control Limits platform integrates with your existing AFP sensor infrastructure to replace static UCL/LCL boundaries with self-tuning limits that eliminate false alarms, detect multivariate drift 3-5x faster, and sustain Cpk 1.67+ across every cell, every shift. Our free downtime assessment evaluates your current false alarm rates, quality-driven downtime baseline, and highest-impact throughput recovery opportunities — delivered at no cost with no commitment required.
Adaptive Control Limits Transform AFP Cell Performance from Static to Self-Optimizing
Adaptive control limits represent a structural shift in how operations directors manage quality and downtime in aerospace composite layup. By replacing static UCL/LCL boundaries with self-tuning dynamic limits that adjust to AFP head wear, material batch variation, and environmental drift in real time, the platform eliminates the false alarm floods that erode operator trust and the missed signals that allow process drift to accumulate into non-conforming product. The 14-week deployment across twelve AFP cells demonstrated a 62% reduction in quality-driven downtime, a 19% improvement in effective throughput, and sustained Cpk above 1.67 across all critical characteristics — without adding shifts or capital equipment. The integration of multivariate drift detection with half-sigma resolution identifies process trajectory shifts 3 to 5 times faster than traditional univariate control charts, while the automated AS9100 audit trail generation eliminates 8 to 12 hours of manual documentation compilation per audit. Operations directors exploring adaptive control limits for aerospace composite layup Book a Demo to review the platform tailored to their specific AFP cell configuration, part portfolio, and downtime reduction targets.
Adaptive Control Limits for Aerospace Composite Layup — Frequently Asked Questions
Static SPC limits are calculated once during process qualification and remain fixed until the next formal process review — typically every 6 to 12 months in aerospace programs. They reflect the process state that existed at qualification: specific compaction roller condition, prepreg batch, ambient temperature range, and operator technique. As AFP head roller wear accumulates, prepreg tack varies between lots, and shop floor temperature shifts between seasons, the static limits become progressively misaligned with the current process distribution. Adaptive control limits use machine learning algorithms to continuously recalculate UCL, LCL, and centerline as new measurement data arrives — evaluating the current process distribution against its recent history and updating limits to maintain appropriate detection sensitivity for the current process state. The model distinguishes between common-cause variation that should widen the limits and special-cause variation that should trigger an alarm, adjusting limits at different rates for different parameters based on each characteristic's natural behavior pattern.
The platform connects to existing AFP cell infrastructure via OPC UA, requiring no new sensors or field wiring. The data stream should include AFP head temperature controllers, compaction force transducers, tow tension sensors, layup speed drives, roller condition monitoring systems, laser projection alignment data, and material batch tracking databases. Most modern AFP cells already collect and store these variables in a data historian. The platform ingests the historian data and requires a minimum of 12 to 24 months of historical production data paired with corresponding NDT outcomes for model training. Historical quality records — ply inspection results, rework logs, and cure disposition data — can be imported from existing quality management systems, spreadsheets, or MES databases. The model training process runs on an edge computing appliance connected to the AFP cell local network and completes within 12 to 18 hours for a typical 12-cell operation. No cloud connectivity or internet access is required for real-time control limit operation on the production floor.
Material batch changes and product transitions are the primary source of false alarms in static SPC systems — the process distribution shifts to a new normal operating range while the control limits remain anchored at the previous state. The adaptive limit engine detects these regime changes automatically by evaluating whether the process distribution shift represents a common-cause transition or an assignable-cause drift. When a new prepreg batch changes tack and drapability properties, the model detects the step-change in the measurement stream within 3 to 5 ply passes, updates the control limits to reflect the new process distribution, and logs the transition event. When the AFP cell switches from a wing skin panel geometry to a fuselage panel requiring different compaction parameters, the platform recognizes the product transition from the recipe schedule and pre-emptively adjusts the limit calculation baseline. The system explicitly distinguishes between within-regime drifts that require operator intervention and between-regime transitions that automatically update the control model. This regime-awareness capability reduces false alarm rates from the 60-80% typical of static SPC to below 8% during normal operation including material and product transitions.
ROI timelines vary by AFP cell count, current downtime baseline, and part value, but the deployment described above achieved full payback within 12 weeks — reaching cost neutrality before the multi-cell rollout phase completed. For a typical mid-size aerospace composite fabricator operating 8 to 14 AFP cells with quality-driven downtime between 30% and 40% of available cell time, each 10 percentage point reduction in downtime represents $400,000 to $1.2 million in annual throughput value recovery depending on part mix and material cost. The 14-week deployment cost, including software licensing, edge computing appliance, integration services, and operations team training, is typically recovered within 10 to 14 weeks of reaching steady-state performance. Facilities producing higher-value structural components — wing skins, fuselage barrels, and empennage structures — achieve faster ROI due to the higher cost per non-conforming panel and the value of recovered throughput on bottleneck AFP cells. iFactory provides a detailed ROI projection specific to your facility's AFP cell count, part portfolio value, and downtime baseline as part of the free downtime assessment, with no commitment required. Book a Demo to receive your facility-specific ROI projection.
The platform satisfies AS9100D clauses 8.1 (operational planning and control), 8.5.1 (controlled production conditions), and 8.5.2 (identification and traceability) through complete automated documentation of every quality event. Every control limit update, every alert event, every operator correction, and every cure authorization decision is logged with full process context — timestamp, operator ID, AFP cell ID, material lot number, part number, ply sequence, and corrective action record. For NADCAP AC7118 audits, the system generates process parameter documentation, capability trending reports with Cpk trended by part number and material lot, and non-conformance records in audit-ready format. The audit package is exportable as a structured data file or PDF, organized per AS9100 and NADCAP requirements, and includes dynamic control limit records for every ply, real-time verification results for every tow pass, and the complete alert and response log with electronic signature workflows. The documentation is generated automatically as a by-product of normal production — no manual data compilation is required, eliminating the 8 to 12 hours of quality manager preparation time typically consumed per audit event. iFactory provides sample audit packages for review as part of the free platform assessment.
.png)