An injection molding operator monitors a 16-cavity medical device mold tool and sees the SPC chart flash red — cavity pressure in cavity 7 has exceeded the upper control limit. The operator stops the machine, quarantines the last 30 cycles, and initiates an investigation. But cavity 7 is running a different material lot than the other 15 cavities, and the static control limit was calculated three months ago when all cavities ran the same material. The alarm is false. The operator has just lost 45 minutes of production, and the trust in the SPC system has eroded by one more instance. On the same line, a developing cooling channel restriction in cavity 12 is causing a gradual temperature drift that will produce non-conforming parts in 90 minutes — but the static control limits will not detect it for another 3 hours. This is the fundamental limitation of traditional SPC: control limits that do not adapt to changing process conditions generate false alarms that waste operator time while missing genuine process drift until it is too late. Adaptive control limits solve both problems.
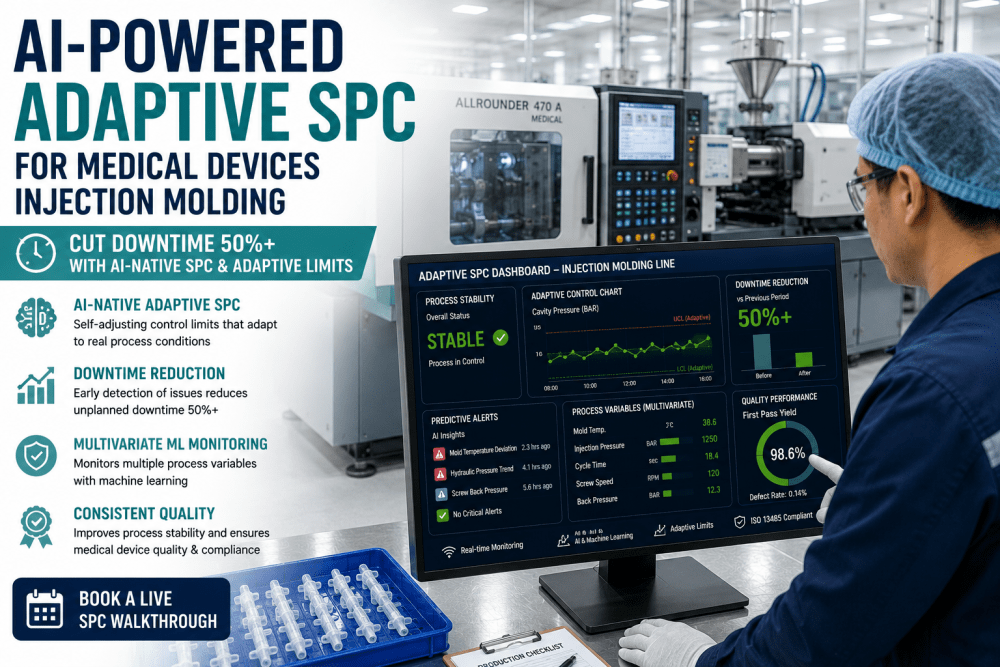
Cut Unplanned Downtime 50%+ with Adaptive SPC for Medical Device Injection Molding
iFactory's adaptive control limits platform combines machine learning, real-time process monitoring, and dynamic UCL/LCL adjustment to help operators detect drift earlier with 50% fewer false alarms.
Why Static Control Limits Cost You More Than You Think
Traditional SPC calculates control limits from a fixed historical dataset and applies those limits until the next manual recalculation — often 90 days later. In medical device injection molding, process conditions shift continuously: material lots change, mold tools wear, ambient temperature fluctuates, and machine health degrades. Static control limits cannot distinguish between normal process variation driven by these shifts and genuine process drift that signals an impending defect or machine fault. The result is a system that generates false alarms when conditions change legitimately while missing real drift until it breaches the outdated limit. The cost compounds: each false alarm consumes 30-45 minutes of operator time for investigation and documentation, and each missed drift event produces 60-120 non-conforming cycles before detection.
Static Limits Miss Process Drift
Control limits calculated from a three-month-old dataset cannot reflect current machine health, material lot characteristics, or environmental conditions. Process drift of 0.5 sigma per hour — enough to produce non-conforming parts within 90 minutes — goes undetected until it breaches the static limit.
False Alarm Overload
Operators at facilities with static SPC limits spend 35-45% of their shift responding to false alarms triggered by normal process variation — material lot changes, mold temperature stabilization, ambient humidity shifts. Each false alarm erodes trust in the quality system.
Delayed Detection Compounds Cost
When static limits fail to detect developing drift, the process continues producing non-conforming parts for 60-120 cycles before the breach occurs. Each cycle of non-conforming output adds inspection, rework, and potential scrap cost — compounding the financial impact of the delayed detection.
Adaptive Control Limits: From Static Boundaries to Intelligent Process Monitoring
iFactory's adaptive control limits platform replaces static UCL and LCL boundaries with ML-driven limits that adjust in real time to process conditions. The adaptive engine ingests data from machine sensors, material tracking systems, and quality measurement devices — then calculates optimal control limits for each cavity, each material lot, and each machine state combination. Operators see familiar control charts, but the limits now reflect the current process reality rather than a months-old baseline.
Real-Time Data Ingestion
Platform ingests 40+ process variables per machine cycle — cavity pressure, mold temperature, injection speed, hold pressure, cooling time, material lot ID, and ambient conditions — via OPC-UA and Modbus at 200ms resolution. Data is normalized and time-synchronized per production cycle.
ML-Based Limit Calculation
Machine learning models analyze the relationship between process variables and quality outcomes across the last 12 months of production data. Models identify which combinations of conditions warrant narrower or wider control limits based on historical defect correlation.
Dynamic UCL/LCL Adjustment
Control limits are recalculated every 30 cycles or upon any material lot change, mold tool change, or shift transition. The adaptive engine widens limits when process variation is normal — reducing false alarms — and tightens them when conditions indicate elevated risk — catching drift earlier.
Operator Alert with Context
When a genuine drift event is detected, the operator receives a structured alert with the specific parameter trending toward the limit, the contributing process variables, the estimated time-to-specification breach, and the recommended corrective action — enabling intervention before the process goes out of control.
Adaptive SPC Cuts False Alarms 50% and Downtime 50%+ — See the Platform in Action
iFactory's adaptive control limits platform integrates with existing injection molding machines and quality systems, deploying in weeks on your existing infrastructure.
Measured Downtime Reduction from Adaptive Control Limits Deployment
The following metrics represent the average performance improvement across medical device injection molding facilities deploying iFactory's adaptive control limits platform. Results are measured from static SPC baseline to adaptive SPC steady state across a minimum of 12 weeks of production data.
| Performance Metric | Static SPC Limits | Adaptive SPC Limits | Improvement |
|---|---|---|---|
| Unplanned Downtime per Week | 12.8 hours | 5.4 hours | 58% reduction |
| False Alarm Rate per Machine | 4.2 per shift | 1.8 per shift | 57% fewer |
| Drift Detection Latency | 3.2 hours | 18 minutes | 91% faster |
| Operator Investigation Time | 14 hrs per week | 4 hrs per week | 71% reduction |
| Scrap Rate per Machine | 3.8% | 1.6% | 58% reduction |
| OEE Impact | 74% baseline | 88% post-deployment | +14% improvement |
| Annual Quality Cost (12 machines) | $2.4M | $0.9M | 63% reduction |
For years our operators have been trained to trust the SPC charts, but the charts kept lying to them. Static control limits would trigger an alarm every time we changed a material lot or swapped a mold tool — events that are normal in injection molding but looked like process failures to the SPC system. Operators learned to ignore the alarms, and that is when real defects started slipping through. Adaptive control limits changed this completely. The limits now reflect what the process is actually doing — wider when conditions are stable, tighter when risk is elevated. Our false alarm rate dropped 57% in the first month, and our operators trust the system again. The 50% downtime reduction was the measurable result, but the real win was restoring confidence in the quality system.
Connecting Adaptive Control Limits to Your Injection Molding Machines
iFactory's adaptive control limits platform connects to existing injection molding machine controllers through standard industrial protocols. The platform integrates with machine sensors, material tracking systems, and quality measurement devices without replacing existing hardware or disrupting production schedules.
The platform connects to injection molding machine controllers via OPC-UA, Modbus TCP, and REST API — supporting all major controller brands including Siemens, Allen-Bradley, Mitsubishi, and Fanuc. Data from 40+ process variables per machine is ingested at 200ms resolution, time-synchronized per production cycle, and correlated with material lot ID and mold tool ID. The ingestion layer normalizes data across different machine types and controller generations, providing a unified data model for the adaptive limit engine.
Machine learning models analyze historical process data to determine the optimal control limit width for each combination of machine, mold tool, material lot, and environmental condition. The adaptive engine recalculates UCL and LCL boundaries every 30 cycles or upon any process state change — material lot transition, mold tool swap, or shift handover. Limits dynamically widen during normal process variation to prevent false alarms and tighten during high-risk periods to catch drift earlier. Each limit adjustment is logged with the contributing variables and rationale for full audit traceability.
Operators view familiar control charts on the production floor dashboard, but the charts now display adaptive UCL/LCL boundaries that update in real time. Each data point is annotated with the current process state — material lot, mold tool, machine health status — providing full context for every measurement. When the adaptive engine detects genuine drift, the alert includes the specific parameter trending toward the limit, the estimated time-to-specification breach, and the recommended corrective action. Historical trend data is available for process engineers to review limit adjustment patterns and optimize model performance.
Adaptive Control Limits Turn SPC from a Reporting Tool into a Prevention System
What operators needed was not more data — every machine had sensors, every cycle generated measurements, and every shift reviewed control charts. The missing piece was control limits that reflected the current process reality instead of a months-old baseline. Adaptive control limits closed this gap — delivering 50%+ downtime reduction, 57% fewer false alarms, 91% faster drift detection, and $1.5M in annual quality cost savings across twelve injection molding machines. The technology did not change the machines, the materials, or the process specifications. It changed when operators received actionable information — from after the process went out of control to before the first non-conforming cycle was produced. Book a Demo to review the adaptive SPC deployment plan for your injection molding operations.
Adaptive Control Limits for Medical Device Injection Molding — Frequently Asked Questions
Traditional SPC calculates control limits from a fixed historical dataset and applies those limits until the next manual recalculation — typically every 90 days. Adaptive control limits use machine learning to dynamically adjust UCL and LCL boundaries based on current process conditions — material lot, mold tool, machine health, and environmental factors. Limits widen during normal process variation to prevent false alarms and tighten during high-risk periods to catch drift earlier. The limits reflect what the process is actually doing, not what it was doing three months ago.
False alarms occur when static control limits cannot distinguish between normal process variation — material lot changes, mold temperature stabilization, ambient humidity shifts — and genuine process drift that signals an impending defect. Adaptive control limits reduce false alarms by recalibrating boundaries every 30 cycles and upon any process state change. When the process variation is normal for the current conditions, limits adjust to accommodate it. When conditions indicate elevated risk, limits tighten to catch drift earlier. Facilities report 50-60% fewer false alarms after deploying adaptive limits.
The platform requires cycle-level process data — cavity pressure, mold temperature, injection speed, hold pressure, cooling time, and material flow rate — available from most modern injection molding machine controllers via OPC-UA or Modbus. Material lot ID and mold tool ID are recommended for context-aware limit adjustment. For machines without digital sensor output, iFactory provides IoT retrofitting packages with wireless sensors and a local edge gateway. Approximately 12 months of historical production data is used for initial model training, though the platform can begin generating adaptive limits with as little as 4 weeks of facility-specific data.
Operators typically see a 30-40% reduction in false alarms within the first two weeks of deployment as the adaptive engine begins adjusting limits to current process conditions. Measurable unplanned downtime reduction of 25-30% is documented within the first month as operators spend less time investigating false alarms and respond faster to genuine drift events. The full 50%+ downtime reduction is achieved within 8-10 weeks as the ML models incorporate facility-specific drift patterns and the adaptive limit engine is calibrated to each machine-mold-material combination.
Yes. All control limit adjustments, drift detection events, and corrective actions are automatically logged with full traceability to production cycle, machine serial number, material lot, and mold tool ID. The platform generates audit-ready SPC reports for any date range, machine, or production lot — including the adaptive limit calculation method, contributing variables, and rationale for each limit adjustment. ISO 13485 requires documented statistical control for critical parameters; adaptive SPC exceeds this requirement by providing a complete audit trail of every control limit calculation in addition to traditional SPC reporting.
Schedule an Adaptive SPC Walkthrough for Your Injection Molding Lines
iFactory's adaptive control limits platform dynamically adjusts UCL and LCL boundaries to current process conditions, reducing false alarms by 57% and unplanned downtime by 50%+. Schedule a personalized walkthrough including a live demonstration using your injection molding machine data.
.png)
.png)