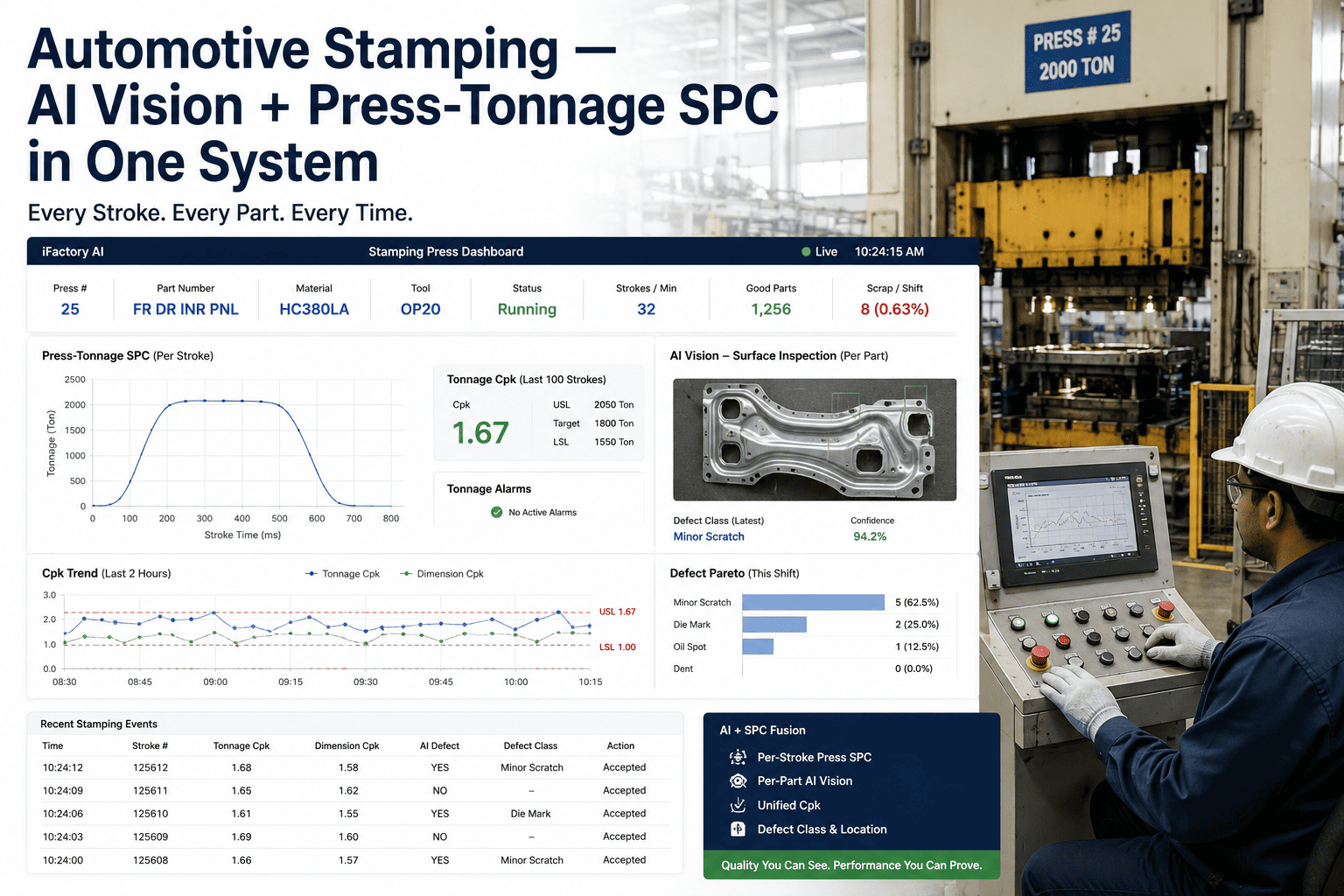
A stamping press hides its defects in two different places at once. Splits, slugs, misfeeds, and die wear announce themselves in the tonnage curve — a force signature drawn fresh every stroke. Scuffs, galling, scratches, and wrinkles announce themselves on the panel surface, where no strain gauge will ever see them. At 20 to 300+ strokes per minute, with die sets worth $50,000 to $500,000 hanging on every hit, a plant watching only one domain is blind in the other — and a worn punch can scrap parts for hours before a human inspection catches it. iFactory\'s press SPC + AI vision fusion reads both per stroke: tonnage-curve Cpk and a surface defect class for every stamping, on one record, with one disposition.
iFactory Press SPC + AI Vision Fusion
Every Stroke Gets a Tonnage Verdict and a Surface Verdict
Per-stroke Cpk from the press-tonnage curve, fused with an AI vision defect class per stamping — splits and scuffs caught in the same system, traced to the same stroke, dispositioned in the same record.
20-300+
strokes per minute on production presses
$50-500K
die set at risk on a single bad stroke
2 domains
force curve + surface, fused per stroke
Per stroke
Cpk and defect class, every hit
Stamping Defects Live in Two Domains — Map Yours
Some defects are pure force events, some are pure surface events, and the most expensive ones leave traces in both. A plant running tonnage monitors without vision — or vision without curve SPC — is structurally blind to one column of this map.
Tonnage curve only
Force Domain
Die wear trending the peak upward
Slug pulled into the die
Misfeed and double-blank hits
Stock thickness variation, coil to coil
Both domains
Fusion Catches First
Splits — curve anomaly plus visible fracture
Wrinkles — blank-holder force plus surface fold
Lubrication failure — friction in the curve, galling on the panel
Broken punch — force step plus missing feature
Vision only
Surface Domain
Scuffs and scratches on Class-A panels
Galling marks from die pickup
Dents and dings from handling
Burr and edge condition drift
The Tonnage Curve Is a Signature — SPC It Like One
Strain gauges on the frame draw the same force story every stroke: touch, draw, bottom, release. Classic tonnage monitors alarm on a peak setpoint; curve SPC goes further, charting the whole signature so wear and process drift show up as trends days before they show up as scrap.
Zone 1 · Touch
First contact force reveals blank position, thickness, and double-blank events on the spot.
Zone 2 · Draw
The forming slope carries friction and lubrication health — a rising slope is the lube system asking for help.
Zone 3 · Bottom
Peak tonnage per corner, trended as its own SPC chart — die wear walks this number up stroke by stroke.
Zone 4 · Release
Snap-through and reverse load signatures flag slug pulling and stripping problems before they mar the next part.
What does your peak-tonnage trend look like over a die\'s last 10,000 strokes? Book a demo and chart one die\'s life with us.
AI Vision: a Defect Class for Every Stamping
At production stroke rates, human inspection samples; the camera doesn\'t. Every panel is imaged as it exits, and the model returns a class — scuff, scratch, split, wrinkle, gall mark, dent, edge burr — with location and severity, trained on your panels and your defect catalog rather than a generic library.
100% Inspection at Line Rate
Every stamping classified at press speed — sampling plans become a verification layer instead of the only defense.
Class, Zone, Severity
Not just pass/fail: each defect is typed and located, so a recurring scuff in the same die zone reads as the tooling message it is.
Class-A Surface Discipline
Outer-skin panels get the tightest thresholds — the scuff that paint will amplify is caught while it is one panel, not one batch.
Trained on Your Parts
The model learns your dies, materials, and defect history during deployment — and keeps learning from disposition feedback.
One Stroke, One Record: What Fusion Looks Like
Every hit produces a single fused record — the curve verdict and the surface verdict side by side. This is the record the quality team, the die shop, and the press crew all argue from, because it is the same record.
Press 4 · Door Outer LH · Stroke #84,213
Fusion Alert
Tonnage Signature
Peak612 T · UCL 605 T
Draw slope+4.1% vs baseline
Curve Cpk · 500 strokes1.12 and falling
AI Vision Verdict
Scuff — Zone C, severity 2
Surface classGall-pattern scuff
RecurrenceSame zone, 9 of last 40 strokes
DispositionHold rack 17 · review
Want this record for your worst die? Talk to our team and bring the part number that haunts your scrap report.
Why Fusion Beats Either System Alone
The cross-checks are the value. Each domain confirms, explains, or escalates what the other sees — which is precisely what neither a tonnage monitor nor a standalone vision cell can do.
Curve Explains the Surface
A scuff class plus a friction trend equals lubrication; a scuff alone is just a reject. Fusion turns defect counts into root causes.
Surface Confirms the Curve
A tonnage spike with clean vision is a thickness event; the same spike with a fracture class is a split. Different problems, different fixes.
Containment by Stroke
Defects are tied to stroke numbers and racks, so a hold means 40 panels — not a shift\'s production quarantined on suspicion.
Die Protection, Upgraded
Fusion alerts can feed the press-stop circuit your tonnage monitor already uses — protecting a six-figure die with two senses instead of one.
Built for the Press Shop, Run Inside Your Firewall
The platform reads tonnage channels, press signals, and exit-conveyor cameras on a pre-configured on-prem edge server — inbound-only, no external egress — and routes findings as work orders and IATF-grade quality records.
Reads Existing Sensors
Strain-gauge tonnage channels and press PLC signals stream in as-is; cameras are added at the exit conveyor where panels already pass.
IATF-Grade Records
Per-stroke evidence, dispositions, and containment actions logged automatically — the audit trail builds itself stroke by stroke.
Work Orders to the Die Shop
A wear trend or recurring defect zone raises a maintenance work order with the curve and images attached — diagnosis included.
On-Prem, Read-Only
Pre-configured edge server inside your firewall; panel images and press data never leave the plant.
What the Press Shop Gets Back
Fusing the two domains converts directly into scrap caught at the stroke, dies that live longer, and containments measured in racks instead of shifts.
100%
Strokes inspected
every hit gets a curve verdict and a surface class at line rate
20-40%
Longer die life
achievable when wear is trended and maintained on evidence, not failure
Strokes
Not shifts, contained
defects tied to stroke numbers shrink every quarantine to its real size
Earlier
Die-shop warnings
friction, wear, and slug signatures become work orders before scrap
How many panels does your plant scrap between a defect starting and someone noticing? Talk to our team and close that window to one stroke.
Frequently Asked Questions
How is this different from the tonnage monitor we already run?
A tonnage monitor alarms on peak setpoints; the fusion platform charts the entire curve — touch, draw, bottom, release — as SPC with run rules and per-stroke Cpk, then pairs it with a vision defect class for the same stroke. Your monitor says the press exceeded 605 tons; fusion says die wear has been walking the peak up for three days and the scuffs in Zone C agree.
Can the vision system handle Class-A surfaces and reflective panels?
Yes — lighting and imaging are engineered per line during deployment, and the model is trained on your panels, materials, and defect catalog rather than a generic dataset. Outer-skin parts run tighter severity thresholds, and the model keeps improving from your team\'s disposition feedback.
What does per-stroke Cpk actually mean at 100+ SPM?
Capability is computed continuously over rolling stroke windows — peak tonnage per corner, draw slope, and curve features each carry their own chart and index. At production rates that resolution matters: a Cpk that\'s fine over the shift can be collapsing over the last 500 strokes, and the rolling view catches the collapse while it\'s still a trend.
Does fusion integrate with die protection and press stop?
It can. Fusion alerts are available to the same press-stop circuit your die protection uses today, so a confirmed two-domain event — say a force step plus a missing-feature class — can stop the press at top of stroke. Thresholds and authority stay configurable by your controls team; the platform itself reads inbound-only.
What does deployment involve, and where do the images live?
A pre-configured edge server installs on-premise inside your firewall, reading tonnage channels and press signals as-is while cameras are fitted at the exit conveyor. All images and press data stay in the plant with no external egress. The fastest way to evaluate fit is a demo on your own parts — bring your scrap pareto and your most temperamental die.
Two Senses. One Record. Every Stroke.
See Your Press on Fusion SPC + Vision
Bring your scrap pareto, your worst die, and a box of reject panels. We\'ll show the tonnage curve charted as SPC, the vision classes on your actual defects, and the fused stroke record that ties them together — on an on-prem server inside your firewall.
Per stroke
Cpk + defect class
2 domains
curve + surface fused
On-prem
inside your firewall