Failure Mode and Effects Analysis (FMEA) is a structured risk management framework that identifies potential failure modes in a product design or manufacturing process, evaluates their effects, and ranks them by Risk Priority Number — giving quality engineers a defensible, prioritized action list that drives real reductions in defect rates, warranty claims, and unplanned downtime. This guide covers the complete methodology: RPN scoring, rating scales, the seven-step PFMEA workflow and a real injection molding example.
Connect FMEA risk findings to automated inspection workflows, corrective action tracking, and real-time defect analytics.
The Three FMEA Types and When to Use Each
Each FMEA type targets a different phase of the product and process lifecycle. DFMEA is run during product design before tooling is committed. PFMEA is run during process planning before production launch — it is the most common type in manufacturing and the focus of this guide. SFMEA analyzes interactions across system or subsystem boundaries and is most common in complex electromechanical assemblies.
Design FMEA (DFMEA)
Analyzes failure modes in product design — material specs, tolerances, interface fits — before tooling is committed.
Process FMEA (PFMEA)
Analyzes failure modes introduced by the manufacturing process — tooling variation, operator error, parameter drift, and inspection gaps.
System FMEA (SFMEA)
Analyzes failure mode interactions across subsystem boundaries — most common in complex electromechanical and safety-critical assemblies.
Severity, Occurrence, and Detection: How to Score Each Dimension
Each failure mode is rated independently on three 1–10 scales. RPN = S × O × D. Any failure mode with Severity 9 or 10 requires corrective action regardless of the calculated RPN — a safety implication always demands intervention, even when Occurrence and Detection scores are excellent.
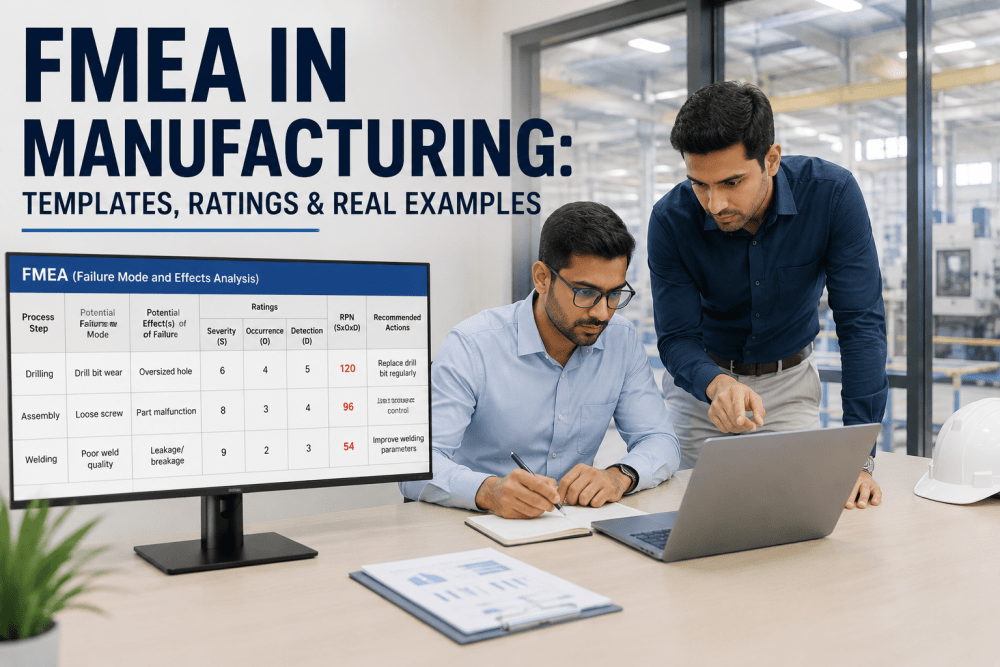
Real PFMEA Example: Injection Molding Process
Each card below represents one failure mode-cause chain from a high-volume injection molding process for a structural plastic housing. RPNs reflect current-state ratings before corrective actions.
Connect FMEA Outputs to Production Floor Quality Controls
iFactory links PFMEA risk findings to automated inspection checkpoints and corrective action workflows — turning risk analysis into active defect prevention.
The FMEA Mistakes Experienced Quality Engineers Stop Making
The most common FMEA failure is not in the methodology — it is the disconnect between the FMEA and the control plan. Teams complete a rigorous PFMEA, assign corrective actions, implement them, and then never update the control plan to reflect what changed. Six months later the two documents tell different stories. The second mistake is using RPN as the only action trigger. A Severity 9 item with an RPN of 54 — because Occurrence and Detection scores are low — still has a safety implication. The detection control can fail. Always attack the Occurrence for high-Severity failure modes, not just the Detection.
FMEA Value Depends on What Happens After the Document Is Finished
FMEA documents that exist only to satisfy audit requirements — completed at launch, then filed — are not quality tools. The organizations that extract real value treat FMEA as a living risk model: updated when processes change, connected to corrective action tracking, and reviewed whenever field defect data reveals a failure mode that wasn't anticipated. Schedule a quality assessment to see how iFactory connects FMEA analysis to production floor defect control in your plant.
Frequently Asked Questions
DFMEA analyzes failure modes in the product design — material specs, tolerances, and functional requirements. PFMEA analyzes failure modes introduced by the manufacturing process — tooling variation, operator error, and inspection gaps. DFMEA is run before tooling is committed; PFMEA is run before production launch. In practice, DFMEA outputs feed PFMEA: failure modes the design team cannot eliminate become the failure modes the process team must control.
There is no universal threshold — it depends on product criticality and customer requirements. Automotive commonly uses 100–200 as the mandatory action zone, with RPNs above 200 requiring immediate action. More importantly, any Severity 9 or 10 failure mode requires action regardless of RPN. Establish your threshold at the planning step and document it in your FMEA header — apply it consistently, not selectively.
At minimum annually, comparing FMEA assumptions against actual defect data. Event-triggered reviews are required immediately after any process change (tooling, material, equipment, parameters), any significant field defect or customer complaint, any new product variant, or any safety incident. A PFMEA that accurately reflected the process at launch but has not been updated as the process evolved is no longer a valid risk model — and in an audit, an outdated FMEA is a liability.
Yes — FMEA is widely used in Reliability-Centered Maintenance (RCM) to identify equipment failure modes that compromise safety, production availability, or product quality and to select the best maintenance strategy for each. Facilities that integrate equipment FMEA with production PFMEA create a unified risk model addressing both product failures and the equipment failures that cause them — the foundation of a predictive maintenance program tied to quality outcomes.
The 2019 AIAG-VDA handbook replaced AIAG FMEA-4 (2008) as the automotive standard. The key structural change is a five-step approach adding explicit Structure Analysis and Function Analysis steps before failure mode analysis, making cause-effect traceability more explicit. It also replaced the single RPN with an Action Priority (AP) system — High, Medium, Low — based on a priority table rather than a multiplication, addressing the known weakness where different score combinations produce the same RPN with very different risk profiles. Non-automotive manufacturers often continue using the FMEA-4 RPN approach as a practical framework.
Turn FMEA Risk Findings Into Automated Quality Controls
iFactory connects PFMEA outputs to production-floor inspection workflows, corrective action assignments, and real-time defect analytics — closing the loop between risk analysis and verified defect reduction.







