Here is the trap almost every capacity project falls into: the filler runs at 95%, so you buy a second filler — spend the capital, and gain almost nothing, because the filler was never what everything was waiting on. The real constraint was the CIP skid that idles at 20% utilization but stops the entire line whenever it cycles, or the shared tank everything queues behind at the worst moment. Industry experience puts the hidden capacity trapped in these constraints at roughly 10 to 20% of throughput — and most of it is unlocked through scheduling, resequencing, and process changes, not new steel. The only reliable way to find the constraint is to simulate the plant and perturb the model, not to read a utilization chart and guess.
iFactory Process Simulation
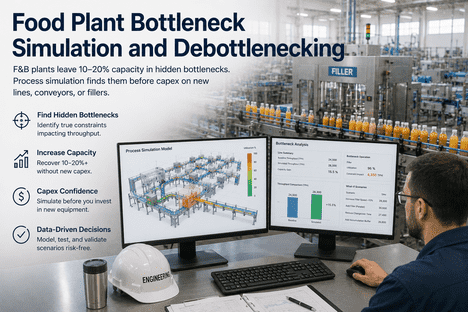
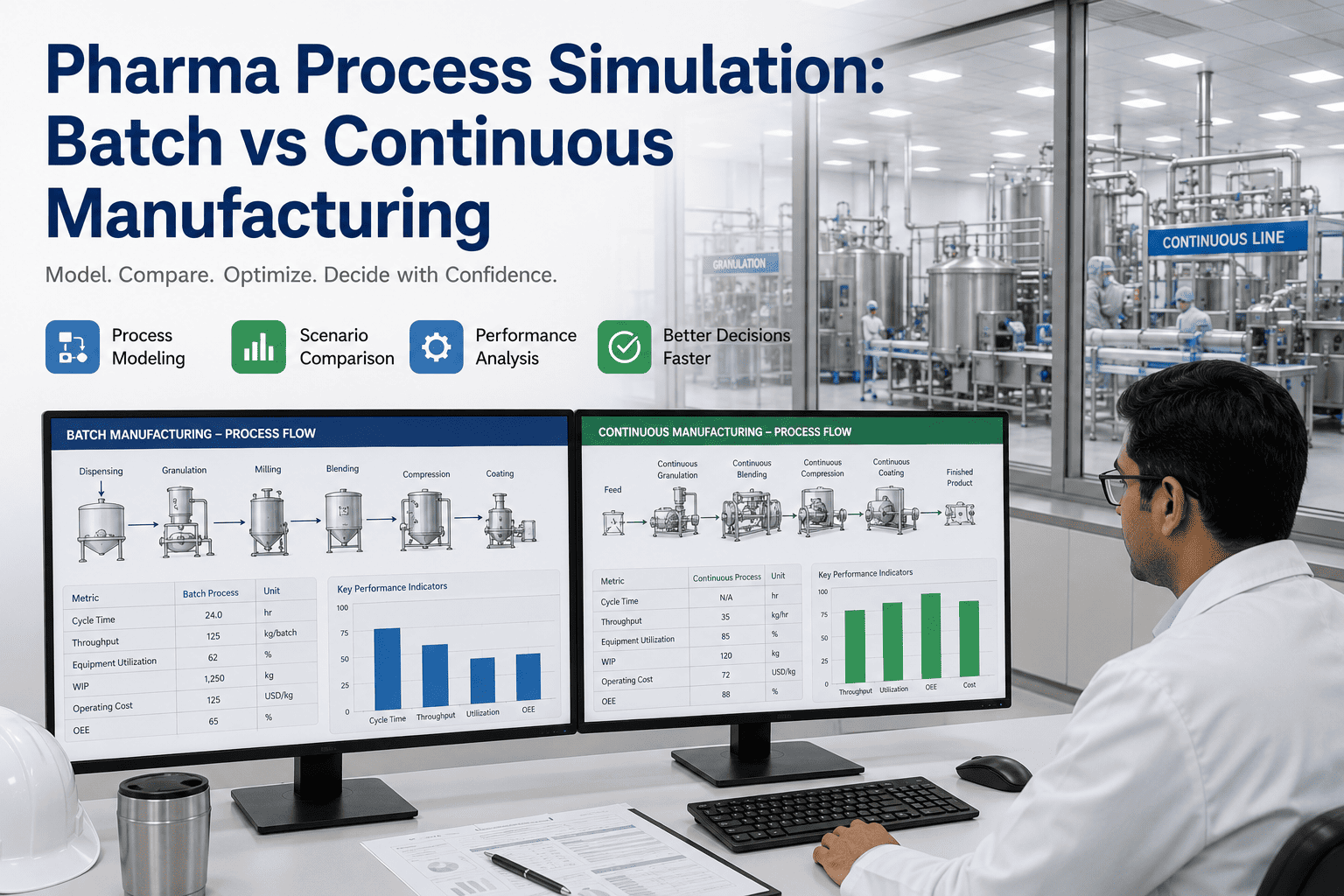
Find the Hidden Bottleneck Before You Spend the Capex
F&B plants leave 10 to 20% of capacity locked in constraints you can't see on a utilization chart. Process simulation finds them — before you commit capital to new lines, conveyors, or fillers.
10-20%
capacity hidden in bottlenecks
20%
capacity gained, minor changes
Pre-capex
model before you commit
The Bottleneck Is Not Where You Think
The instinct is to look at the busiest machine and add another. But the constraint is whatever delays the next step, and that is rarely the unit with the highest utilization. A shared resource sitting mostly idle can cap the whole plant if everything lands on it at the same critical moment. Fixing the wrong area improves nothing, no matter how much you improve it.
Busiest Isn't Binding
The asset at 95% is often just well-utilized, not the constraint. Adding a twin spends capital and gains almost nothing.
Idle Can Still Throttle
A CIP skid or shared tank at 20% use can stop the line whenever everything queues on it at the wrong moment.
Charts Mislead
Utilization charts show how busy equipment is, not what the rest of the plant is waiting on — a different question.
Wrong Fix, No Gain
Improve a step that was never the constraint and run rate does not move — the budget is spent for nothing.
Two Families of Bottleneck
Constraints come in two kinds, and simulation is the only practical way to tell them apart. Equipment bottlenecks can usually be eased by adding or staggering machines. Resource bottlenecks — shared utilities, labor, cleaning capacity — are sneakier, often unavoidable, and frequently the real ceiling on the plant.
Equipment bottleneck
A Step That Caps Cycle Time
A single long-cycle unit sets the whole plant pace
A filler, mixer, or dryer everything waits behind
Often eased by adding or staggering equipment
Visible once the model shows what queues on it
Resource bottleneck
A Shared Constraint Behind It All
Shared CIP, utilities, or labor throttle the line
Low utilization hides the constraint in plain sight
Sneaky, often unavoidable, frequently the real wall
Only surfaces when you perturb the whole model
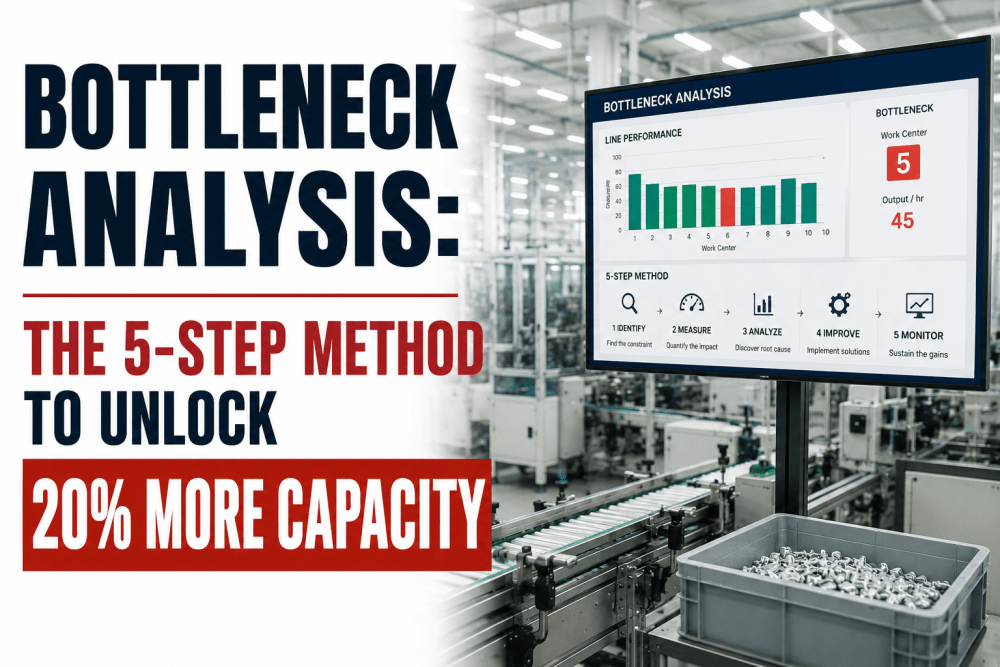
How Simulation Finds the Real Constraint
A process simulation builds a working model of your plant, then stresses it to reveal what actually binds. You change conditions, resequence batches, or push throughput in the model — without touching the running line — and watch where the flow chokes. The constraint announces itself, and so does the next one waiting behind it.
1
Model the Plant
Build a flowsheet of your lines, equipment, shared resources, and cleaning cycles that behaves like the real plant.
2
Perturb It
Push throughput, change setpoints, and resequence runs in the model to see where flow chokes under stress.
3
Find the Binding Constraint
The step everything truly waits on surfaces — equipment or shared resource — not just the busiest machine.
4
See Where It Moves Next
Relieve it in the model and the next constraint appears, so you fix the real sequence instead of one wall.
Want your plant modeled and stress-tested for the real constraint? Book a demo and we'll show where your throughput is actually capped.
Recover Capacity Without New Steel
Once the model shows the real constraint, a surprising amount of capacity comes back through changes that cost little or nothing. Scheduling, resequencing, and process tweaks unlock much of that 10 to 20% before a single purchase order is written — debottlenecking that adds throughput at a fraction of new-build cost.
Resequence Batches
Reorder runs so the shared constraint stops becoming a queue at the wrong moment, freeing capacity at zero capex.
Stagger Cleaning
Schedule CIP and changeovers so cleaning capacity no longer throttles the line during peak production windows.
Tune Operating Points
Adjust setpoints and conditions in the model first, validating low-capex upgrades before they touch the floor.
Exploit Hidden Margin
Major equipment often carries safety margin above nameplate; the model shows how much is safely available.
Simulate Before You Sign the Capex
The best moment to model your plant is right before a capital approval. A digital twin confirms the proposed equipment actually relieves the binding constraint — and shows where the bottleneck moves next — so you never spend on a new line only to discover the conveyor or CIP skid was the real wall. Either the simulation justifies the capex with evidence, or it surfaces a cheaper fix and defers the spend.
Buy first, find out later
Capex on a Guess
New filler or line bought off a utilization chart
Spend lands, run rate barely moves
Real constraint was elsewhere all along
Disruption to running operations on top
Simulate first, then decide
Capex on Evidence
Model confirms the equipment relieves the constraint
Shows where the bottleneck moves next
Often a cheaper fix defers the spend entirely
Capex approved with proof, not a hunch
About to approve a capital project? Talk to our process team and stand up a pre-capex model before you commit.
What Bottleneck Simulation Delivers
Modeling the plant before you spend converts directly into recovered throughput, smarter capital, and a clear view of every constraint in sequence. These reflect outcomes manufacturers report after debottlenecking with process simulation.
10-20%
Capacity recovered
hidden throughput unlocked, much of it without capital
Fraction
Of new-build cost
debottlenecking adds capacity far cheaper than a new line
Right
Capex, if any
spend validated against the real constraint, not a guess
Next
Constraint mapped
see where the wall moves before you hit it on the floor
Curious how much capacity is hiding in your plant? Book a demo and we'll quantify it against a working model.
Frequently Asked Questions
How much hidden capacity is realistic to recover?
Industry experience puts hidden capacity at roughly 10 to 20% of throughput, and a large share of it is unlocked through scheduling, resequencing, and process changes rather than capital. The exact figure depends on how well your plant is already run — which is precisely what the model tells you before you commit to anything. Debottlenecking commonly adds capacity at a fraction of new-build cost.
Why can't we just look at utilization to find the bottleneck?
Because utilization tells you how busy a machine is, not what the rest of the plant is waiting on. The constraint is whatever delays the next step — and a CIP skid or shared tank running at 20% can throttle the whole line if everything queues on it at the critical moment. The busiest asset is often just well-utilized, not binding. Simulation finds the real constraint by perturbing the model, not by reading a chart.
What's the difference between equipment and resource bottlenecks?
Equipment bottlenecks are a single step — a filler, mixer, or dryer — whose cycle time caps the plant; they can usually be eased by adding or staggering equipment. Resource bottlenecks are shared constraints like CIP capacity, utilities, or labor; they are sneakier, often run at low apparent utilization, and are frequently the real ceiling. Simulation is the only practical way to tell the two apart.
We're about to approve a capital project — is it too late to simulate?
That's the best possible moment. A digital twin lets you confirm the proposed equipment actually relieves the binding constraint, and shows where the bottleneck moves next — so you don't spend on a new line only to find the conveyor or CIP skid was the real wall. Either the simulation justifies the capex with evidence, or it surfaces a far cheaper fix and defers the spend. Ask us how fast a pre-capex model can be stood up.
Doesn't fixing one bottleneck just create another?
Often, yes — debottlenecking one section frequently reveals the next limitation downstream. That's exactly why simulation matters: it shows the whole sequence of constraints, so you can plan the order of fixes and know whether the net effect is an incremental gain or a real step-change. The model turns a series of surprises into a roadmap. The fastest way to see it is a demo on your own plant — book one and bring the line you most want to expand.
Don't Buy the Wrong Machine.
See Your Plant's Real Constraint
Bring the line you most want to expand. We'll build a working model, stress it to surface the binding constraint — equipment or shared resource — quantify the hidden capacity you can recover without capital, and show whether the line, conveyor, or filler you were about to buy is really the wall.