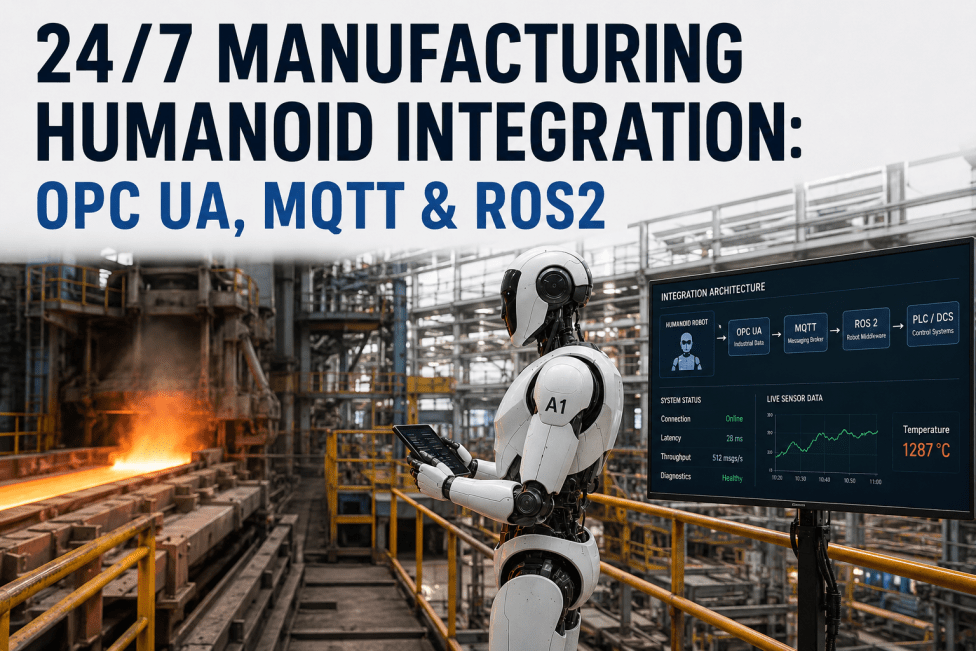
The steel plant integration architect reviewed the control network topology — OPC UA servers streaming data from melt shop PLCs, MQTT brokers carrying ladle temperature telemetry across the plant floor, ROS2 nodes coordinating autonomous crane movements, and a hundred programmable logic controllers managing everything from basic oxygen furnaces to finishing mill drives. Connecting humanoid robots to this existing infrastructure without introducing latency, compromising safety or requiring control system modifications is the central integration challenge steel plants face in 2026. iFactory AI solves it with a unified protocol integration layer that speaks OPC UA, MQTT, ROS2, and native PLC protocols — all on-premise, all in a single platform.
Steel Plants Humanoid Integration: OPC UA, MQTT & ROS2
Why Steel Plants Need Unified Protocol Integration
Steel manufacturing generates more sensor data per square foot than virtually any other industrial environment. A single continuous caster can produce 2,000+ data points per second — temperature, pressure, flow, speed, vibration, and chemical composition — all flowing through heterogeneous control systems that were never designed to share data with autonomous mobile robots. Humanoid robots operating in this environment must ingest real-time equipment status, navigate safely around moving machinery, and respond to process conditions that change in seconds. Without a unified protocol integration layer, each robot-to-system connection becomes a custom development project, creating maintenance burdens and integration bottlenecks that stall deployment.
Core Integration Protocols for Humanoid Robots in Steel
Each protocol in the steel plant integration stack serves a distinct purpose. OPC UA provides standardized equipment connectivity and data modeling. MQTT handles high-frequency telemetry from sensors and edge devices. ROS2 coordinates robot perception, navigation, and manipulation. Native PLC protocols enable direct, low-latency communication with melt shop and rolling mill control systems. iFactory's platform unifies all four protocols into a single integration architecture that humanoid robots consume through a common API.
OPC UA — Standardized Equipment Connectivity
OPC UA is the backbone of equipment-level data integration in modern steel plants. It provides a secure, platform-independent communication framework with built-in data modeling that maps equipment hierarchies, process variables, and alarm conditions into a consistent namespace. Humanoid robots access OPC UA servers on melt shop PLCs, caster drives, and rolling mill control systems through iFactory's OPC UA client, reading equipment status, temperature profiles, and production counts without writing to any control variable. The platform's OPC UA connector supports both UA Binary and UA XML transports, encrypted communication via X.509 certificates, and redundant server failover for mission-critical availability. Plants using OPC UA as their primary integration protocol report 47% fewer point-to-point integration failures during commissioning compared to custom API development.
MQTT — High-Frequency Sensor Telemetry
MQTT's publish-subscribe architecture is the natural fit for the high-frequency, low-latency telemetry that steel plant sensor networks generate. Ladle tracking systems publish temperature and position data at 10 Hz. Vibration sensors on continuous caster rollers publish spectral data at 1 kHz. MQTT brokers distribute these streams to subscribers — including humanoid robots — with delivery latencies measured in single-digit milliseconds. iFactory's MQTT integration supports QoS levels 0, 1, and 2, TLS-encrypted broker connections, and wildcard topic subscriptions that allow humanoid robots to receive only the data relevant to their current task. The MQTT bridge also translates between MQTT Sparkplug B payloads and the robot's internal data model, eliminating the need for custom payload parsing on the robot side.
ROS2 — Robot Coordination and Control
ROS2 provides the middleware layer for humanoid robot perception, navigation, and manipulation. In steel plant environments, ROS2 nodes handle sensor fusion across LiDAR, thermal cameras, and gas detectors; path planning around dynamic obstacles such as ladle cars and overhead cranes; and coordinated multi-robot operations for material handling and inspection tasks. iFactory's ROS2 integration bridges the robot's internal ROS2 network with plant-floor OPC UA and MQTT data, giving humanoid robots real-time awareness of equipment status, safety zone configurations, and process conditions. The ROS2-Humble and Rolling distributions are supported, with DDS discovery configured for steel plant network topologies that include VLAN segmentation and firewalled production cells.
Native PLC Communication — Direct Control-Layer Access
For steel plant applications that require deterministic, single-digit-millisecond response times — emergency stop monitoring, molten metal level control, or autonomous crane coordination — native PLC protocol support is essential. iFactory's PLC integration layer supports Siemens S7, Rockwell CIP, Modbus TCP, and Profinet, providing read-only access to control tags without any modification to existing PLC logic. The platform maintains redundant connections to multiple PLCs, buffers tag values with configurable sampling rates, and presents all PLC data to humanoid robots through a unified tag namespace that maps plant-floor equipment addresses to human-readable asset identifiers. Safety-rated communication paths ensure that robot-initiated reads cannot interfere with safety-critical control loops.
Integration Architecture: From Sensor to Robot
The integration architecture that connects humanoid robots to steel plant control systems consists of four layers, each with specific protocol responsibilities and data transformation requirements. Understanding this stack is essential for steel plant engineering teams planning humanoid robot deployment.
Protocol Integration Architecture
| Layer | Protocol | Data Type | Frequency | Robot Use Case |
|---|---|---|---|---|
| Equipment | OPC UA | Temperatures, pressures, speeds, alarms | 100 ms – 1 s | Asset health monitoring, work order triggers |
| Telemetry | MQTT | Vibration spectra, gas levels, position | 1 ms – 100 ms | Real-time sensor fusion, hazard detection |
| Robot Control | ROS2 | Navigation, manipulation, sensor fusion | 10 ms – 100 ms | Path planning, coordinated motion |
| Control | PLC (S7, CIP, Modbus) | Safety zones, interlock states, emergency stops | 1 ms – 10 ms | Safety-rated communication, deterministic response |
Deploy Humanoid Robot Integration in 8–10 Weeks
Implementation Workflow: From Network Assessment to Live Integration
Integrating humanoid robots into a steel plant's control network follows a structured workflow that prioritizes safety, data integrity, and incremental value delivery. iFactory's implementation methodology ensures that each phase builds on the previous one without disrupting production operations.
iFactory's protocol integration layer is deployment-ready for steel plants with existing Siemens, Rockwell, or Modbus-based control systems. Book a Demo to see a live integration walkthrough mapped to your plant's network topology.
Expert Review: Integration Best Practices for Steel Plant Robotics
Chen's assessment reflects a pattern that iFactory has observed across steel plant deployments: the protocol integration challenge is the single most common reason humanoid robot pilots stall. Plants that address it with a structured, platform-based approach move from proof-of-concept to production in weeks rather than quarters.
Deployment Phases for Steel Plant Robot Integration
Rolling out humanoid robot integration across a steel plant follows a phased approach that matches integration complexity with production criticality. Each phase delivers measurable results before the next begins.
Conclusion
Humanoid robot deployment in steel plants is not primarily a robotics challenge — it is an integration challenge. The protocols that move data from melt shop sensors to control room dashboards — OPC UA, MQTT, ROS2, and PLC-native protocols — must be unified into a single, reliable data layer that humanoid robots can consume without custom integration work. iFactory AI provides that unification layer, connecting humanoid robots to existing steel plant control infrastructure in weeks, not months, without modifying a single line of PLC code. The integration architecture is proven, the protocols are standard, and the path to production is well defined. Book a Demo to discuss your steel plant's integration topology and pilot scope.