Every continuous improvement program eventually discovers it is steering by half a dashboard. OEE — availability × performance × quality — tells you the line ran; its quality factor only counts the defects you caught, so a 99% Q score can coexist with a process at Cpk 0.9, brushing the spec limits on every coil that shipped. Cpk tells you the process is capable; it says nothing about the six hours the mill stood still. Most plants average 55 to 60% OEE while world class sits at 85%, and the losses hiding in the gap are split between the two metrics — each blind to the other\'s half. iFactory\'s unified mill dashboard puts OEE and live Cpk on one screen — speed, operator, recipe, coils this shift, capability — weighted to business impact, so improvement money goes where the loss actually is.
iFactory Unified Performance Dashboard
OEE + Cpk on One Screen — the Whole Loss Picture, Live
Availability, performance, and quality alongside live process capability, per mill, per shift — so downtime losses and quality losses finally compete in the same currency: business impact.
85%
world-class OEE benchmark
55-60%
where most plants actually run
1.33
Cpk a capable process must hold
1 screen
both metrics, live, weighted to impact
Two Honest Metrics, Two Big Blind Spots
Neither metric lies; each just answers a different question. Run a plant on only one of them and the other\'s losses become free — unmeasured, unowned, and unimproved.
OEE alone
Hides Quality Losses
Quality factor counts caught defects — not a process drifting toward the limit
99% Q can mask Cpk 0.9: every coil in spec, none with margin
Downgrades, rework, and customer claims live outside the score
Pushing speed for the P factor can quietly destroy capability
Cpk alone
Hides Downtime Losses
A Cpk of 1.8 says nothing about six hours of unplanned stops
Minor stoppages that bleed performance never touch a control chart
A capable process starving the order book still misses the month
Changeover and setup losses are invisible to capability indices
The Quadrant Every Mill Lives In
Put the two metrics on one grid and every asset lands in a quadrant — and each quadrant demands a different intervention. The unified view exists so the plant stops treating all four the same way.
High OEE · High Cpk
The Benchmark
Running, fast, capable. Document what this crew and recipe do — and replicate it.
High OEE · Low Cpk
Shipping Risk, Fast
The line looks great while producing without margin. One drift from a claims problem — SPC work needed now.
Low OEE · High Cpk
Capable but Starved
Perfect product, idle mill. The loss is availability and minor stops — maintenance and changeover work, not quality work.
Low OEE · Low Cpk
The Money Pit
Losing time and margin at once. Triage by business impact — the unified weighting decides what bleeds most.
Which quadrant is each of your lines in right now — by data, not opinion? Book a demo and map them live.
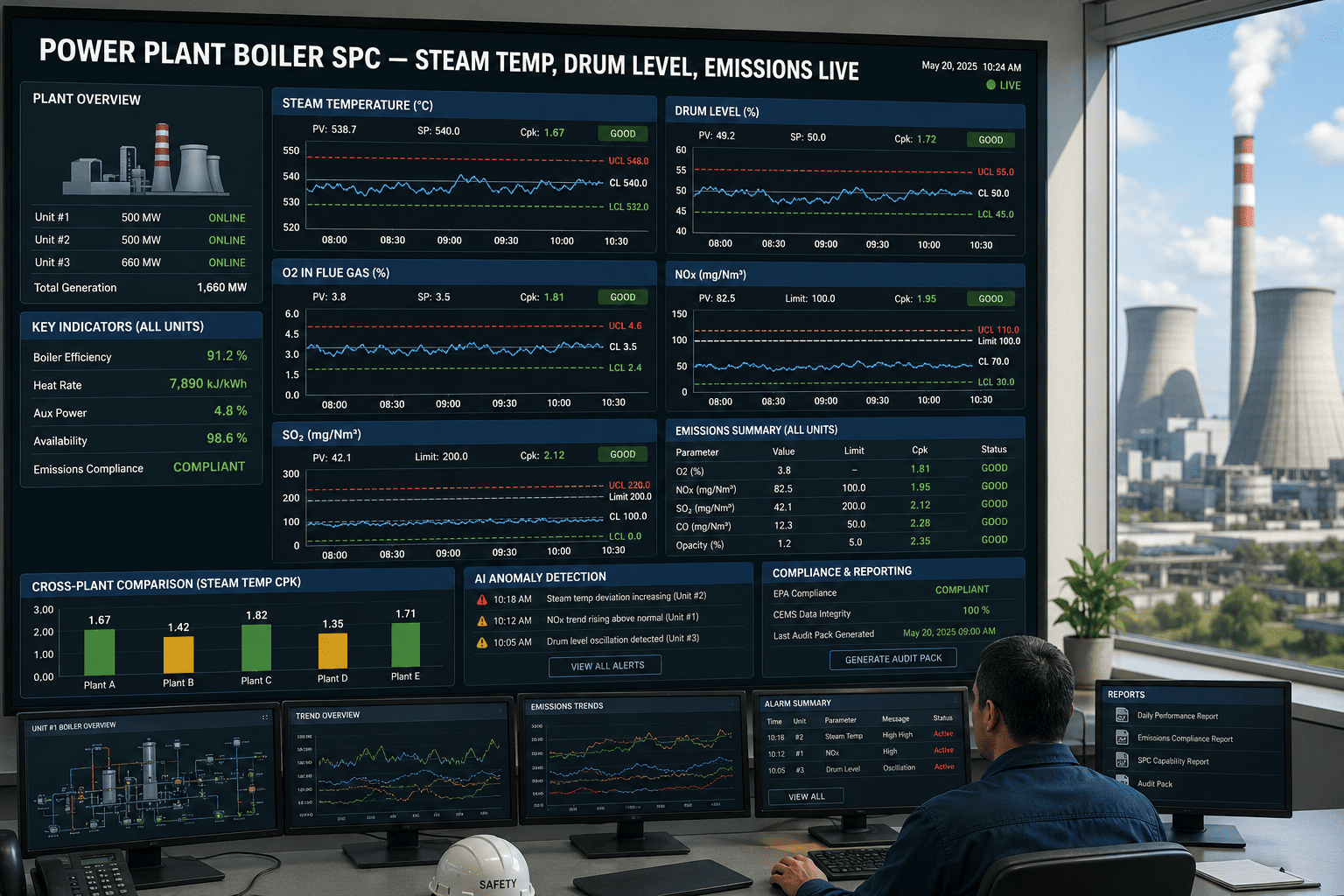
One Screen per Mill: the View the Morning Meeting Runs On
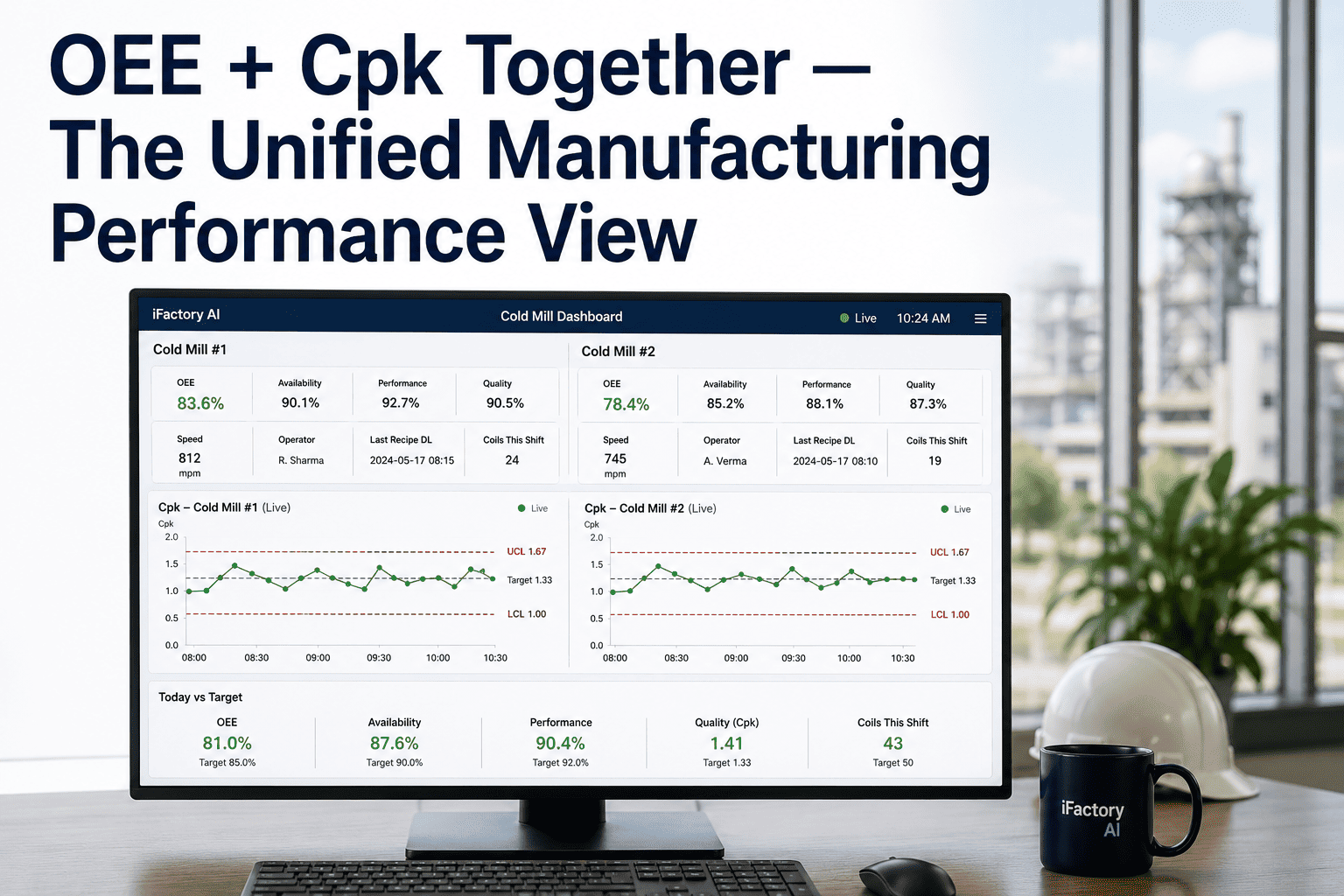
This is the unified dashboard as it runs for a cold rolling operation — OEE, speed, operator, last recipe download, and coils this shift, side by side with live Cpk per mill. Everything the shift conversation needs, nothing the shift conversation has to reconcile from two systems.
Operator
Shift B · R. Okafor
Last Recipe DL
CR-2031 · 06:42
Operator
Shift B · M. Tanaka
Last Recipe DL
CR-2044 · 05:58
Mill #2 is the page\'s whole argument in one row: the higher OEE of the two — and the one drifting toward a claims problem. OEE alone would have praised it; the unified view flags it, links the capability dip to the recipe change at 05:58, and raises the action before the next coil ships.
Weighted to Business Impact, Not Metric Vanity
A point of OEE on a bottleneck mill and a point of Cpk on a premium product are not equal — and a unified platform can finally price them against each other. Losses from both metrics land in one ranked list, in currency.
Downtime Priced per Asset
An availability hour on the bottleneck mill carries its real throughput value — not the same weight as an hour on a buffered line.
Capability Priced per Product
Low Cpk on a premium-grade coil is weighted by downgrade delta and claim exposure, not just by the index shortfall.
One Ranked Loss List
Speed losses, minor stops, drift, and scrap compete in one pareto — and the top of the list is where the kaizen goes.
Improvements Verified
Every project is measured against both metrics — so a speed gain that costs capability gets caught, not celebrated.
What\'s the costliest loss in your plant once both metrics are priced? Talk to our team and run the unified pareto on your data.
Built for the CI Director\'s Operating Rhythm
The unified view slots into the cadence you already run — shift handovers, daily tiers, weekly paretos, monthly reviews — with both metrics live from the same on-prem platform, read-only into your mill systems, inside your firewall.
Tier Meetings, One Source
Shift and daily boards show OEE and Cpk per mill from one system — no reconciling the production report against the quality report.
Crew & Recipe Context
Operator and last recipe download sit next to the numbers, so a capability shift traces to its cause in one glance.
Alerts on Either Axis
An OEE slump or a Cpk run-rule hit raises the same kind of alert and work order — one workflow for every loss type.
On-Prem, Read-Only
Runs on a pre-configured edge server inside your firewall, inbound-only into PLCs, historians, and gauges — data stays in the plant.
What the Unified View Returns
Plants that close the gap between average and world-class OEE do it by attacking the right loss first — and the right loss is only visible when both halves of the picture are priced on one screen.
25-30 pts
The OEE gap
between the 55-60% average and the 85% benchmark — the prize on the table
Zero
Hidden quality losses
capability drift surfaces even while the OEE quality factor reads 99%
Ranked
Losses in currency
downtime and capability losses priced and pareto-ed together
Verified
Every improvement
projects measured on both axes, so trade-offs are caught early
How many of your kaizens moved one metric by hurting the other? Talk to our team and audit the last quarter on both axes.
Frequently Asked Questions
Why isn\'t OEE\'s quality factor enough?
Because it counts outcomes, not margin. The Q factor logs scrap and rework that already happened; it cannot see a process at Cpk 0.9 producing parts that pass while sitting one drift away from the limit. World-class OEE demands 99.9% quality — but a line can post that number with zero capability margin, which is exactly the loss Cpk exposes.
What does \"weighted to business impact\" actually mean?
Each loss is converted to currency before it\'s ranked: an availability hour carries the bottleneck\'s throughput value, a capability shortfall carries the downgrade delta and claim exposure of the product running. The result is a single pareto where a minor-stop problem and a drift problem compete fairly for improvement resources.
What exactly is on the mill dashboard?
Per mill: live OEE with its three factors, current speed, the operator on shift, the last recipe download with its timestamp, coils produced this shift, and live Cpk on the critical dimension. The layout exists so a capability change can be read against its likely cause — crew, recipe, speed — without opening a second system.
We already have an OEE system and a separate SPC tool. Why unify?
Because the losses interact. A speed push that lifts the P factor can sink capability; a conservative recipe that protects Cpk can starve throughput. Two systems report the two effects to two audiences who meet monthly; one screen shows the trade-off the moment it happens, to the people who can act on it that shift.
What does deployment involve, and where does the data live?
The platform runs on a pre-configured edge server on-premise, inside your firewall, reading PLCs, historians, gauges, and quality systems inbound-only with no external egress. The fastest way to evaluate it is a demo on your own lines — bring a month of OEE data and capability results and we\'ll build the unified view live.
Both Metrics. One Screen. Real Priorities.
See Your Mills on the Unified Dashboard
Bring last month\'s OEE and capability data. We\'ll place every line on the quadrant, build the mill view — OEE, speed, operator, recipe, coils, live Cpk — and run the impact-weighted pareto that decides where the next kaizen goes. On-prem, inside your firewall.
4 quadrants
every line mapped
1 pareto
losses in currency
On-prem
inside your firewall