Every hour a legacy PLC system runs unintegrated, your competitors are extracting predictive intelligence your plant cannot see. The cost is not abstract: unplanned downtime in discrete manufacturing averages $260,000 per hour and plants still relying on isolated ladder logic with no OPC UA bridge lose an estimated 8–14% of potential OEE annually. If your PLC infrastructure cannot speak to a digital twin or IIoT platform in 2026, you are not operating a smart factory — you are operating a data graveyard.
PLC Programming for Beginners: 2026 Guide to Ladder Logic & OPC UA
What Is a PLC and Why Does It Still Matter in 2026?
A Programmable Logic Controller (PLC) is a ruggedised industrial computer designed to automate electromechanical processes — controlling machinery, assembly lines, conveyors, and robotic systems in real time. First commercialised in the late 1960s to replace relay logic panels, PLCs have evolved dramatically. In 2026, a modern PLC is not just a logic executor; it is a data source, an edge computing node, and — when properly integrated — the foundation of a digital twin ecosystem.
The distinction that separates high-performing plants from stagnant ones is not whether they use PLCs. Every serious manufacturer does. The distinction is whether those PLCs are connected to systems that transform raw sensor signals into operational intelligence. iFactory's PLC/SCADA integration layer bridges that gap — ingesting data via OPC UA, MQTT, and REST APIs to feed AI-powered digital twin models in real time.
The Five IEC 61131-3 PLC Programming Languages Explained
The international standard IEC 61131-3 defines five programming languages for PLCs. Beginners typically start with Ladder Logic; advanced applications often combine multiple languages within the same project.
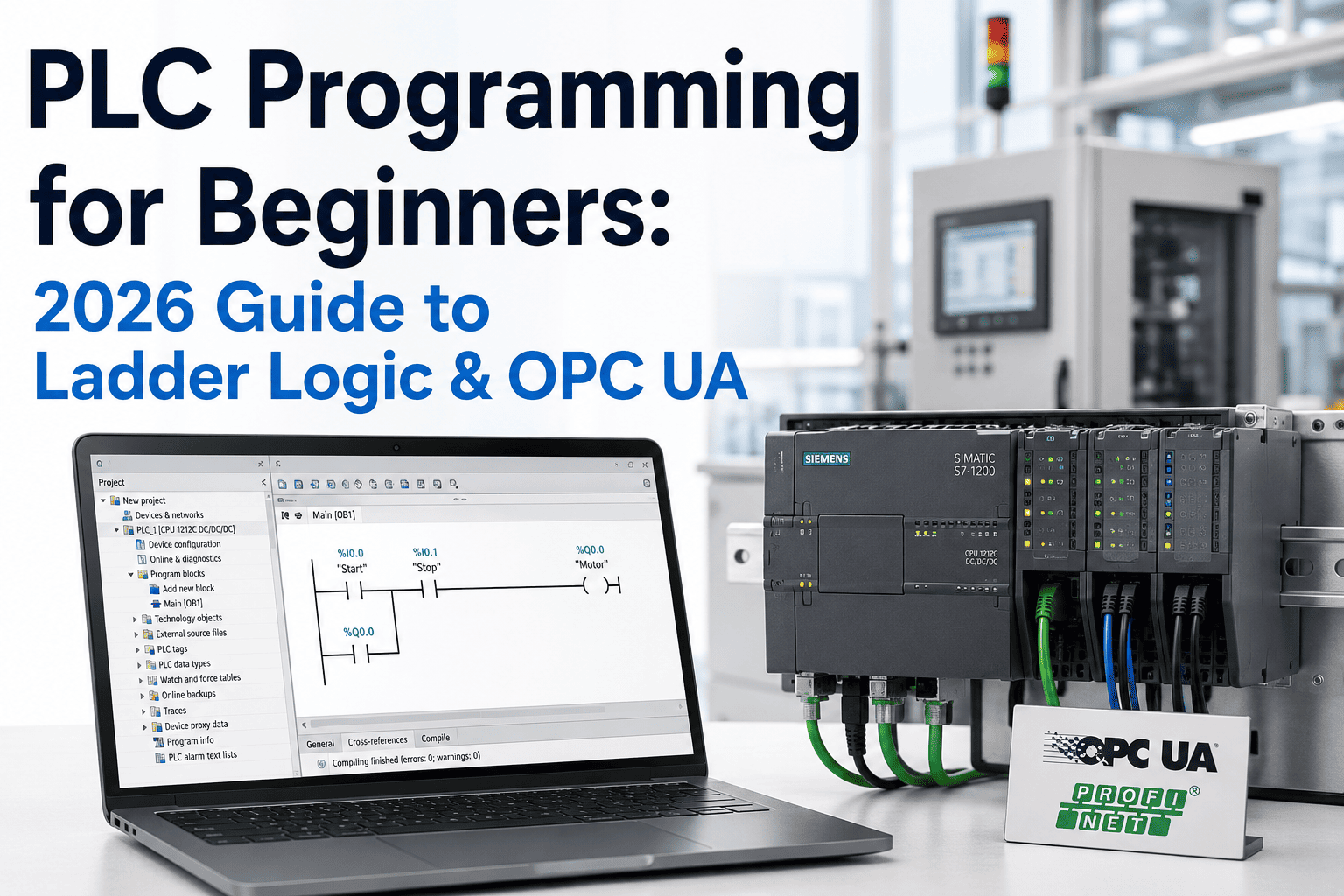
Ladder Logic Fundamentals: From Relay Logic to Digital Rungs
Ladder Logic derives its name from its visual structure — two vertical rails (representing power rails) connected by horizontal rungs. Each rung represents a logical expression that evaluates inputs and drives outputs. For beginners, the fastest conceptual entry point is to think of each rung as an IF-THEN statement executed in scan-cycle order.
OPC UA: The Protocol That Makes Your PLC Investment Future-Proof
OPC Unified Architecture (OPC UA) is the cornerstone communications protocol of Industry 4.0. Unlike legacy OPC Classic (which was Windows-only and COM/DCOM dependent), OPC UA is platform-independent, secure by design, and capable of transmitting not just data values but also the metadata, context, and semantic structure that AI analytics platforms require.
For manufacturers evaluating PLC programming in 2026, OPC UA is not optional. It is the bridge between your PLC scan cycle and every downstream system — SCADA, MES, ERP, and AI-powered digital twins like iFactory. A PLC that exposes an OPC UA server can be monitored, trended, and fed into predictive models without custom middleware or fragile point-to-point integrations.
Legacy PLC Friction vs. iFactory-Connected Excellence
The table below maps the operational reality of an isolated PLC environment against the performance profile of a plant where PLCs feed real-time data into iFactory's AI digital twin platform. The gap is not theoretical — it is measurable in downtime hours, maintenance spend, and energy waste.
How iFactory Integrates With Your Existing PLC Infrastructure
The most common concern from plant engineers evaluating digital twin platforms is disruption risk. iFactory's integration architecture is specifically designed for non-disruptive deployment alongside existing SCADA, DCS, and CMMS systems. You do not replace anything — you add intelligence on top of what you have already built.
- OPC UA server connection to Siemens S7, Allen-Bradley, Beckhoff, Schneider, and Mitsubishi PLCs
- MQTT broker integration for edge devices and modern IIoT sensors
- REST API connectors to existing SCADA historians and ERP systems
- No PLC reprogramming or production shutdown required for initial integration
- AI models learn normal operating envelopes from your PLC's actual run data
- Anomaly detection alerts validated against your maintenance team's institutional knowledge
- LSTM and gradient boosting models generate Remaining Useful Life projections per asset
- What-if scenario simulations run on PLC setpoint changes before implementation
- Auto-generated work orders feed directly into your existing CMMS
- Natural language queries on asset health via generative AI assistant
- Financial system integration for TCO calculations and replacement timing
- Cross-facility benchmarking identifies performance gaps between identical assets
Top PLC Programming IDEs and Tools in 2026
Selecting the right development environment depends on your PLC hardware vendor, the programming languages your team uses, and whether the IDE supports modern connectivity features like OPC UA configuration and simulation environments.
PROFINET vs EtherNet/IP: Choosing Your Industrial Network in 2026
Network selection is as consequential as PLC hardware selection. The two dominant Industrial Ethernet protocols — PROFINET (Siemens ecosystem) and EtherNet/IP (Rockwell/Allen-Bradley ecosystem) — both support real-time I/O, but differ significantly in their approach to isochronous motion control, topology flexibility, and integration with OPC UA gateways.
Both PROFINET and EtherNet/IP integrate with iFactory via OPC UA gateways — Siemens S7 PLCs expose native OPC UA servers in TIA Portal, while Allen-Bradley ControlLogix systems connect via Kepware or FactoryTalk Linx as the OPC UA bridge. iFactory's integration team supports both pathways with pre-validated configurations for the most common hardware combinations.
The Business Case: What Integrated PLC Intelligence Returns
Plant engineers understand the technology. Executive sponsors need the financial narrative. The table below translates PLC/SCADA integration outcomes into the terms that unlock capital approval.