Building a new factory? Design AI vision inspection into your facility from day one — not as a costly retrofit. Retrofitting AI vision into an existing factory costs 3-5x more than designing it in. Cable trays are wrong, lighting creates shadows, servers have no room, and network bandwidth is an afterthought. An estimated 78% of AI vision projects fail because of poor infrastructure — not poor AI. When you design vision systems before the first wall goes up, you control camera sightlines, lighting geometry, cable routing, edge compute placement, and network topology from the start. The result: 99.5%+ defect detection at full line speed from day one of production, at 70% lower cost than retrofit. Book a Greenfield Vision Assessment — we'll plan camera positions, lighting zones, edge servers, and data flow architecture for your new facility.
Why Retrofit Fails — and Greenfield Wins
Most AI vision failures aren't caused by bad algorithms. They're caused by bad infrastructure. When vision is bolted onto an existing factory, every decision is a compromise — camera angles limited by existing structures, lighting fighting against windows and reflections, servers crammed into electrical closets, and networks sharing bandwidth with production traffic. Designing vision in from the start eliminates every one of these failure modes.
Planning a new factory and want vision inspection right from the start? Book a Greenfield Vision Assessment — we'll review your production line and deliver camera placement maps, lighting specs, and edge compute sizing before construction begins.
What We Design & Deliver
Every inspection station mapped in the facility layout — camera type, lens specification, working distance, field of view, mounting hardware, and sightline clearance zones marked for architectural and MEP coordination.
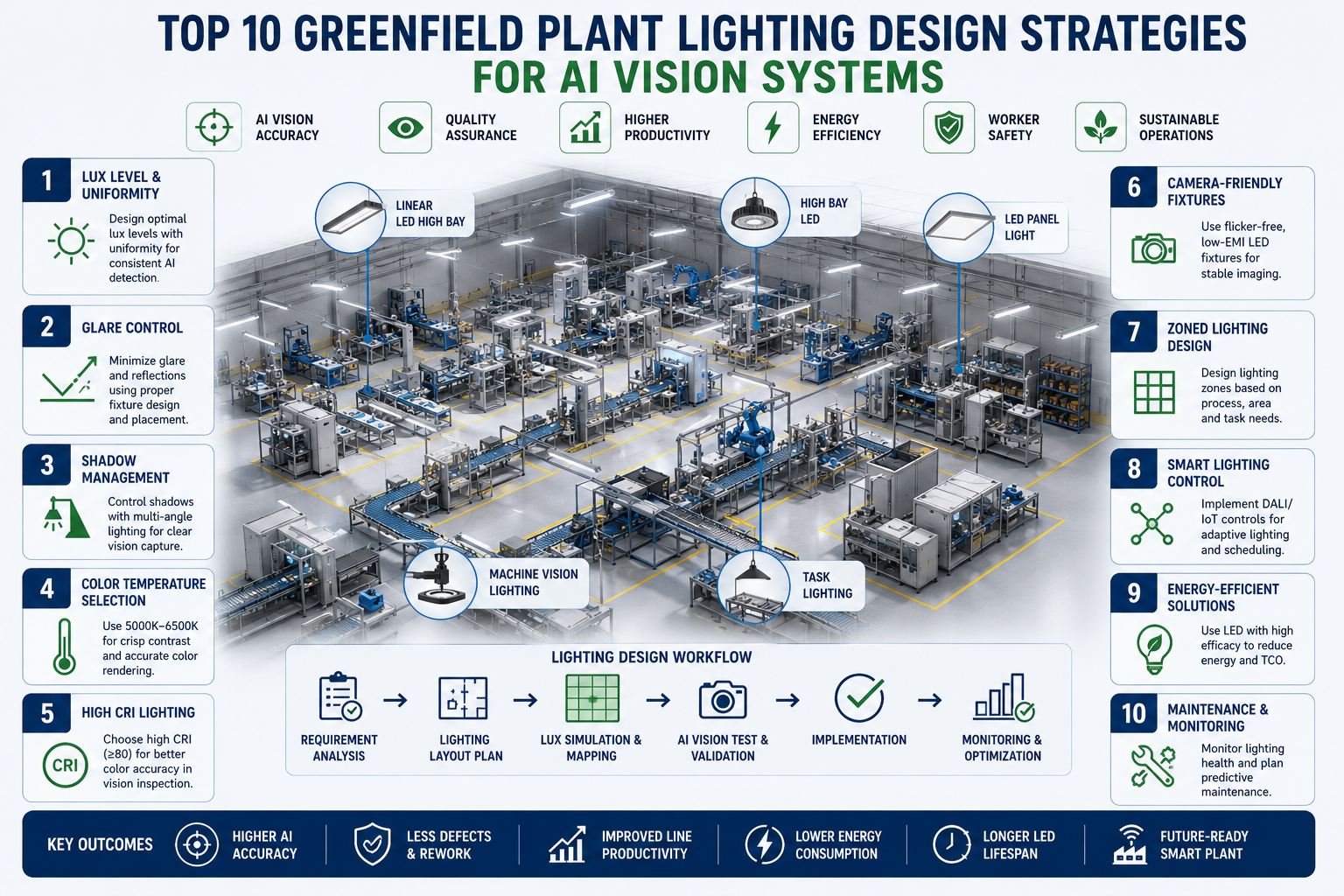
Anti-glare engineering for each inspection point. Lighting type (diffuse dome, dark field, backlight, coaxial, structured light) specified based on defect type, surface finish, and line speed. Ambient light isolation designed into building architecture.
Rack layout, power density (kW/rack), precision cooling (front-to-back airflow), UPS sizing, and fire suppression. GPU count calculated from inspection throughput, model complexity, and redundancy requirements. NVIDIA L40S/A100 configurations for training and inference.
Dedicated 10GbE fiber from each camera station to GPU server room — isolated from OT/IT production networks. Star topology for fault isolation. Bandwidth calculated per station: a 5MP camera at 30fps generates ~2.4 Gbps uncompressed; 12MP at 60fps exceeds 5 Gbps.
Data flow from vision system to MES/ERP: inspection results, pass/fail decisions, defect images, and reject gate signals. Protocols: Ethernet/IP, Profinet, OPC UA, REST API. Real-time quality dashboards and historical traceability for every inspected part.
Complete specification package for contractors: conduit routing, power drops, mounting points, floor loading for server racks, HVAC requirements for server room, and cable schedule. Delivered as CAD-compatible drawings integrated with building design.
How It Works: 6-Step Design Process
Walk through your production process (or review process design documents for greenfield). Identify every point where visual quality decisions are made today — or should be made. Map product flow, line speeds, and quality-critical features.
Output: Inspection point map + quality requirements matrixFor each inspection station, define: what defects to detect, at what resolution (microns), at what speed (parts/min), and with what confidence level (99.5%+). Classify defects by type: surface, dimensional, presence/absence, color, texture, contamination.
Output: Defect catalog + detection specification per stationSelect camera type (area scan, line scan, 3D), resolution, frame rate, and sensor size for each station. Specify lens focal length, aperture, and working distance. Design lighting geometry for maximum defect contrast — the single most important factor in vision system success.
Output: Camera/lens/lighting BOM per stationSize GPU inference capacity for total inspection throughput across all stations. Design network topology for image transfer latency requirements (sub-50ms end-to-end). Plan server room layout, power, cooling, and redundancy.
Output: GPU sizing + network topology + server room specDesign data flow architecture: vision results → reject gates (PLC), quality records (MES), traceability (ERP), operator dashboards (SCADA). Define protocols, APIs, and data formats. Plan for historical image storage and model retraining pipeline.
Output: Integration architecture diagram + protocol specificationConsolidate all specifications into contractor-ready packages: conduit plans, power requirements, mounting details, server room drawings, and cable schedules. Coordinate with MEP, structural, and electrical design teams.
Output: CAD-integrated construction documentsCamera & Sensor Selection Guide
| Camera Type | Best For | Resolution Range | Speed | Typical Use Case | Edge GPU Load |
|---|---|---|---|---|---|
| Area Scan (2D) | Discrete parts; stationary or triggered inspection | 2-29 MP | 30-500 fps | Assembly verification, presence/absence, label inspection | Low-Medium |
| Line Scan | Continuous web/sheet; high-speed conveyors | 2K-16K pixels wide | 10K-200K lines/sec | Surface defects on steel, paper, textiles, film at 3,000+ ft/min | High |
| 3D Structured Light | Height/volume measurement; warp detection | 1-5 MP + depth | 10-60 fps | Solder joint height, gasket seating, weld bead profiling | Medium-High |
| Hyperspectral | Material composition; contamination detection | Spectral bands (VNIR/SWIR) | 30-300 fps | Food contamination, pharmaceutical coating, plastic sorting | Very High |
| Thermal (LWIR/MWIR) | Temperature-based defects; bond integrity | 320x240 to 1024x768 | 30-60 fps | PCB solder quality, adhesive cure, bearing overheating | Low |
Edge GPU Sizing for Vision Inspection
AI inference requires significant computing power — and undersized GPUs are the most common cause of missed defects at production speed. Each inspection station's GPU requirement depends on camera resolution, frame rate, model complexity, and required latency. Here's how we size it.
| NVIDIA GPU | Inference Throughput | Typical Stations Served | Best For | Power / Cooling |
|---|---|---|---|---|
| Jetson Orin AGX | 275 TOPS (INT8) | 1-2 stations (compact) | Single-camera edge deployment; space-constrained locations | 15-60W; fanless options |
| NVIDIA L4 | 120 TOPS (INT8) | 2-4 stations | Medium-throughput inspection; multi-camera aggregation | 72W; single-slot PCIe |
| NVIDIA L40S | 366 TOPS (INT8) | 4-8 stations | High-speed line scan; multi-model inference; training + inference | 350W; dual-slot PCIe |
| NVIDIA A100 | 624 TOPS (INT8) | 8-16 stations | Centralized inference for entire production line; model training | 300W; SXM or PCIe |
| NVIDIA H100 | 1,979 TOPS (INT8) | 16-32+ stations | Factory-wide vision hub; hyperspectral + 3D + 2D combined workloads | 700W; liquid cooling recommended |
Not sure how many GPUs your new factory needs? Book a Greenfield Vision Assessment — we'll calculate the exact GPU count, rack space, power, and cooling based on your inspection stations, line speeds, and defect requirements.
Vision in Harsh Factory Environments
Factories aren't clean rooms. Dust, heat, vibration, moisture, oils, and electromagnetic interference all degrade vision system performance. Greenfield design addresses these challenges in the building architecture — not with bolt-on enclosures after the fact.
Dust & Particulates
IP67-rated camera enclosures with positive-pressure air purge designed into compressed air system. Lens covers with automated wiper or air-knife cleaning at scheduled intervals. Camera mounting above the dust generation plane where possible.
Heat & Thermal Radiation
Water-cooled or air-cooled camera jackets for environments exceeding 50°C. Thermal shields between inspection station and heat source. Server room HVAC sized for GPU heat load (plan 1.5-2x GPU TDP for cooling). Hot-aisle/cold-aisle containment.
Vibration & Shock
Anti-vibration mounts designed into camera support structures from the start — not added as afterthoughts. Structural isolation between camera mounting points and heavy machinery foundations. Vibration analysis during construction to validate mounting effectiveness.
EMI & Electrical Noise
Shielded fiber optic connections eliminate electromagnetic interference on image data. Camera power with filtered, isolated supplies. Server room EMI shielding if adjacent to VFD-heavy areas. Grounding designed with vision system requirements in mind.
Network Bandwidth Architecture
| Camera Configuration | Raw Data Rate | After Compression | Min. Link Speed | Cable Type |
|---|---|---|---|---|
| 5 MP @ 30 fps (area scan) | ~2.4 Gbps | ~600 Mbps (4:1) | 1 GbE (GigE Vision) | CAT6A shielded |
| 12 MP @ 60 fps (high-res area scan) | ~5.7 Gbps | ~1.4 Gbps | 10 GbE | OM3/OM4 fiber |
| 8K line scan @ 100 kHz | ~6.4 Gbps | ~1.6 Gbps | 10 GbE (CoaXPress or CXP) | Fiber + coax hybrid |
| 3D structured light (5 MP + depth) | ~3.2 Gbps | ~800 Mbps | 10 GbE | OM3/OM4 fiber |
| Multi-camera station (4x 5 MP) | ~9.6 Gbps | ~2.4 Gbps | 25 GbE aggregated | OM4 fiber trunk |
Key Benefits & ROI
Design Vision In — Don't Bolt It On
iFactory designs complete AI vision inspection architecture for greenfield factories — camera placement, lighting, edge GPU sizing, network backbone, and MES integration — delivered as construction-ready documentation before ground is broken.
Frequently Asked Questions
78% of Vision Projects Fail Because of Infrastructure — Not AI
Design it right from the start. Camera sightlines, lighting geometry, GPU compute, network bandwidth, and MES integration — all planned before construction begins. Zero surprises at commissioning.