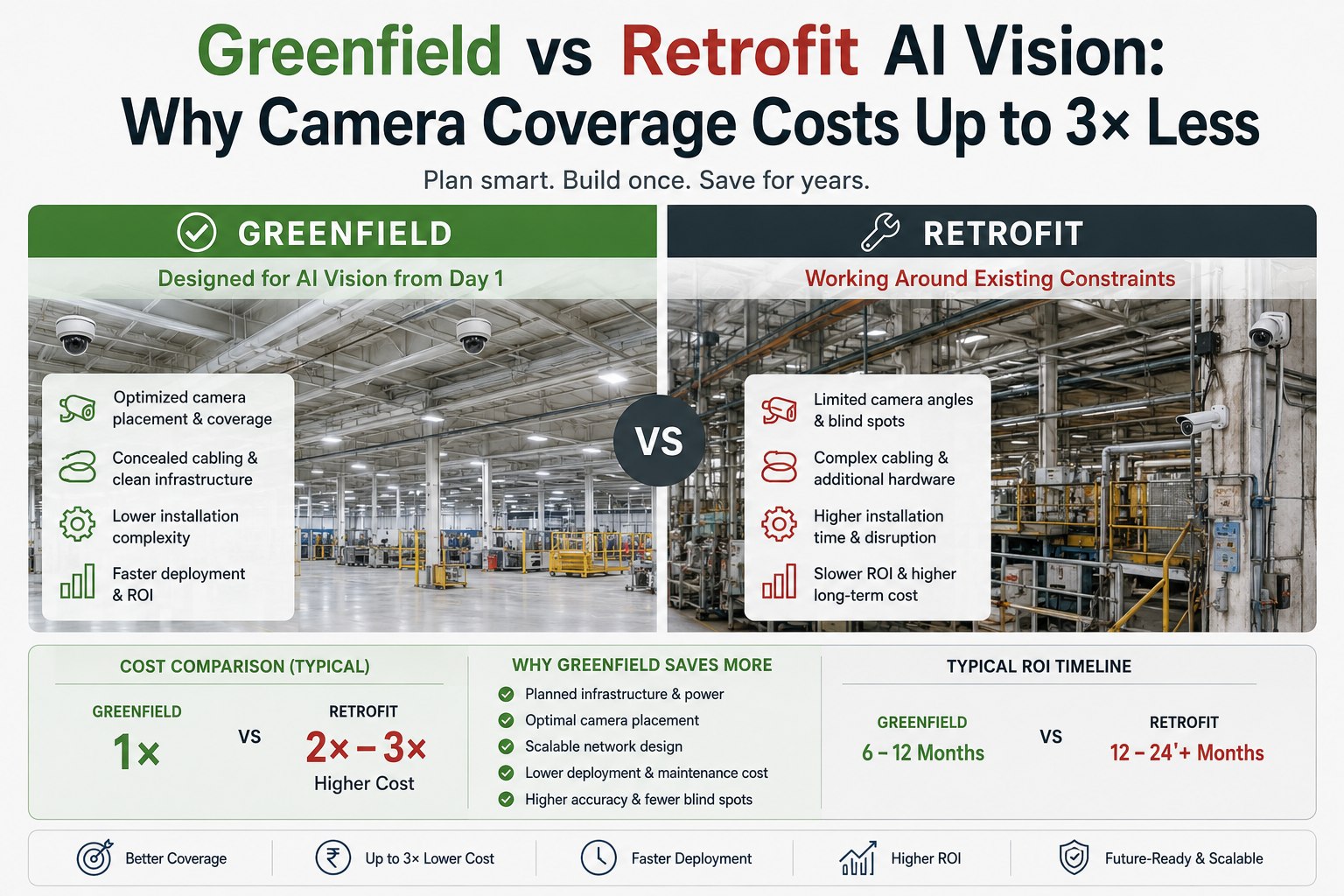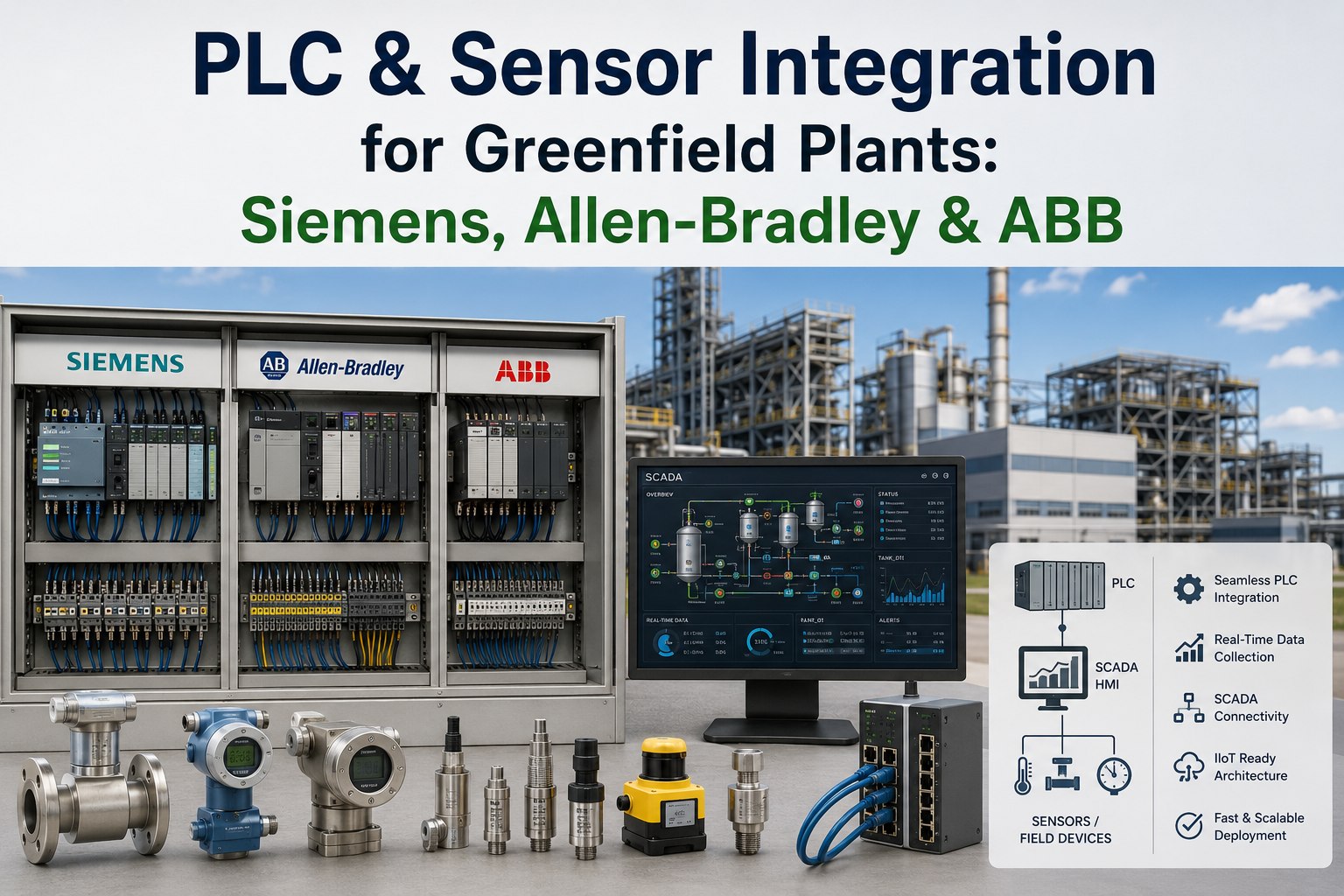
PLC and sensor integration is the most consequential automation decision in a greenfield plant — locking in spare parts, training, and total cost of ownership for the next 15 to 20 years. The three platforms dominating new construction in 2026 — Siemens S7-1500, Rockwell Allen-Bradley ControlLogix, and ABB AC500 — each have distinct strengths, native protocols, and ecosystem advantages. The right choice depends on industry, geography, and which architecture your engineering team already knows. Hardware represents only 30 to 40% of total project cost — the rest is engineering and integration. Get this decision right and save millions over the plant lifetime. Book a PLC integration consultation to map your application.
S7-1500 + TIA Portal
ControlLogix + Studio 5000
AC500 + Automation Builder
The ISA-95 Architecture Layers Every Greenfield PLC Design Must Map To
Greenfield PLC integration is not just hardware selection — it's mapping every signal, sensor, and control loop to the ISA-95 layered architecture. Each layer has distinct latency requirements, communication protocols, and data semantics. The single biggest cause of greenfield integration failure is treating layers as interchangeable.
Enterprise (ERP)
Production orders, financial reporting, customer demand. Cycle time: hours to days. No real-time PLC interaction.
MES & Manufacturing Operations
Work orders, traceability, recipe management. Cycle time: minutes. Receives production data from PLCs, sends instructions back.
SCADA & HMI Supervisory
Real-time operator visibility, alarming, historical trending. Cycle time: seconds. Aggregates PLC data; presents to operators.
PLC & Control Logic
Deterministic real-time control. Cycle time: 1-100 milliseconds. Where Siemens, Allen-Bradley, and ABB platforms compete.
Field Devices & Sensors
Physical measurement and actuation. Cycle time: microseconds. Temperature, pressure, flow, vibration, position sensors.
The Industrial Protocol Stack: What Each Platform Speaks Natively
Protocol selection determines interoperability cost. Siemens speaks PROFINET natively; Allen-Bradley speaks EtherNet/IP. Mixing platforms means deploying protocol gateways. Disciplined greenfield builders standardize on OPC UA at the SCADA layer regardless of PLC vendor — the universal translator that decouples L2 from L1.
Port 4840. The interoperability layer for greenfield. All three platforms support embedded or gateway-based OPC UA servers. Companion specifications standardize semantics across vendors.
CIP-based, producer-consumer messaging. Allen-Bradley native protocol. Dominant in North American discrete manufacturing. ODVA-managed standard.
PROFIBUS & PROFINET International standard. Siemens native protocol, also ABB native option. Deterministic real-time with IRT class supporting microsecond cycles.
Simple, open, supported by virtually every device. Master/slave model with no native security. Use behind firewalls or with gateway-enforced ACLs.
Lightweight publish-subscribe. Ideal for edge-to-cloud data streaming. SparkplugB adds structured data modeling. Pairs with OPC UA at L2.
Point-to-point standard for sensors and actuators. Carries diagnostics, parameterization, and condition data beyond binary states. Plug-and-play replacement.
Want a protocol stack designed for your specific industry and integration depth? Book a PLC integration consultation — we will produce the protocol architecture before procurement begins.
Single-Platform vs Best-of-Breed: The Greenfield CapEx Decision
Every greenfield builder faces the same architectural decision early: standardize on one PLC vendor across the entire facility, or pick best-of-breed by application. Both paths are valid. The trade-offs determine which fits your engineering team, spare parts strategy, and 20-year lifecycle plan.
Single-Platform Standardization
All PLCs from one vendor — Siemens OR Allen-Bradley OR ABB. Standard architecture across the facility.
Best-of-Breed Multi-Platform
Different vendors for different applications — Siemens for process, Allen-Bradley for packaging, ABB for power.
The 6-Step Greenfield PLC & Sensor Deployment Workflow
Disciplined greenfield PLC deployment follows a phased workflow — from architecture specification through commissioning and handover. Skipping or compressing any phase generates rework that costs 5 to 10× the original phase budget. The sequence below is what proven controls engineering firms execute.
Architecture & Platform Specification
Map ISA-95 layers, select PLC platform, define protocol stack, draft network topology, size redundancy. Output: Control System Specification document.
I/O List & Sensor Schedule
Tag every sensor, actuator, motor, drive. Define IO-Link vs hardwired vs network-connected. Specify field instrument standards. Output: Master I/O list.
Panel Layout & Procurement
Control panel drawings, power calculations, IP ratings, panel build. Procurement orders against approved vendor list. Long-lead items (PLCs, drives) ordered first.
PLC Logic Development
Ladder logic, function blocks, sequential function charts in TIA Portal / Studio 5000 / Automation Builder. IEC 61131-3 compliant. Safety logic SIL 2/3 where required.
Factory Acceptance Test (FAT)
PLC logic tested in controlled environment with simulated I/O. Cybersecurity validation. Performance benchmarks. Customer witness sign-off before shipping to site.
Site Acceptance Test (SAT) & Commissioning
On-site installation, loop checks, point-to-point verification, sequence testing with live equipment. Staff training. Documentation handoff. Production verification.
Want the 6-step workflow scheduled into your specific construction timeline? Talk to our controls engineering team — we will sequence the deployment against critical path.
Expert Perspective: The Three PLC Decisions That Lock In TCO for 20 Years
Three decisions made during greenfield PLC architecture lock in your total cost of ownership for the next 20 years. First, platform selection — Siemens, Allen-Bradley, ABB, or hybrid. This determines training, spare parts, and ecosystem cost forever. Second, protocol layering — OPC UA at L2 regardless of L1 vendor is the right answer in 2026 because it decouples platform from data infrastructure. Plants that hardcoded EtherNet/IP or PROFINET into their MES integration now pay for migration when they expand. Third, data architecture — every PLC tag should be designed for downstream consumption from day one, not retrofitted later. The plants that struggle hardest in year 5 are the ones whose I/O list was built for control only, not analytics. The platforms have converged on capability; the differentiator now is integration architecture and the discipline of treating data as a first-class output of the control system, not an afterthought.
— iFactory Greenfield Consulting, Controls Engineering Practice 2025 to 2026