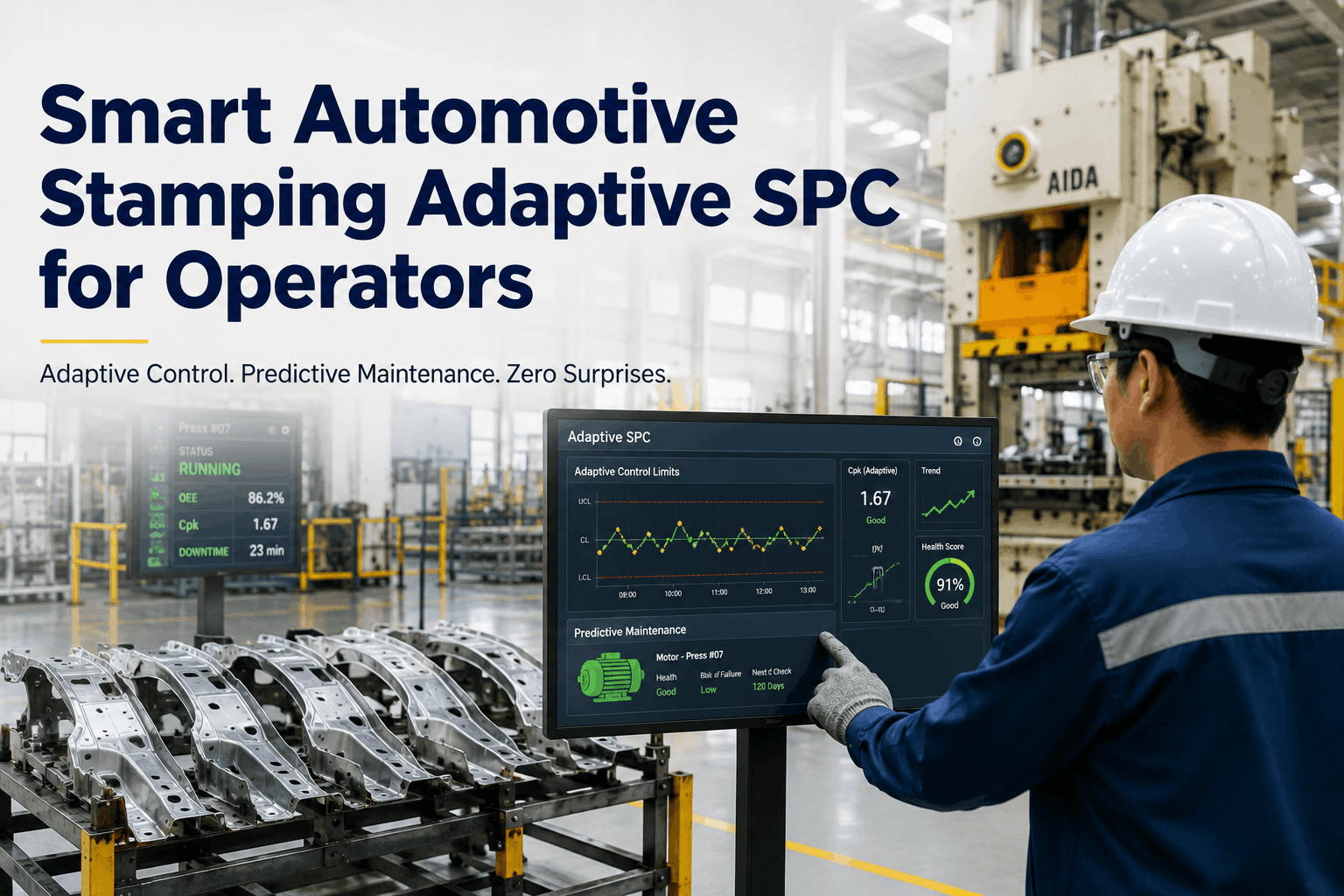
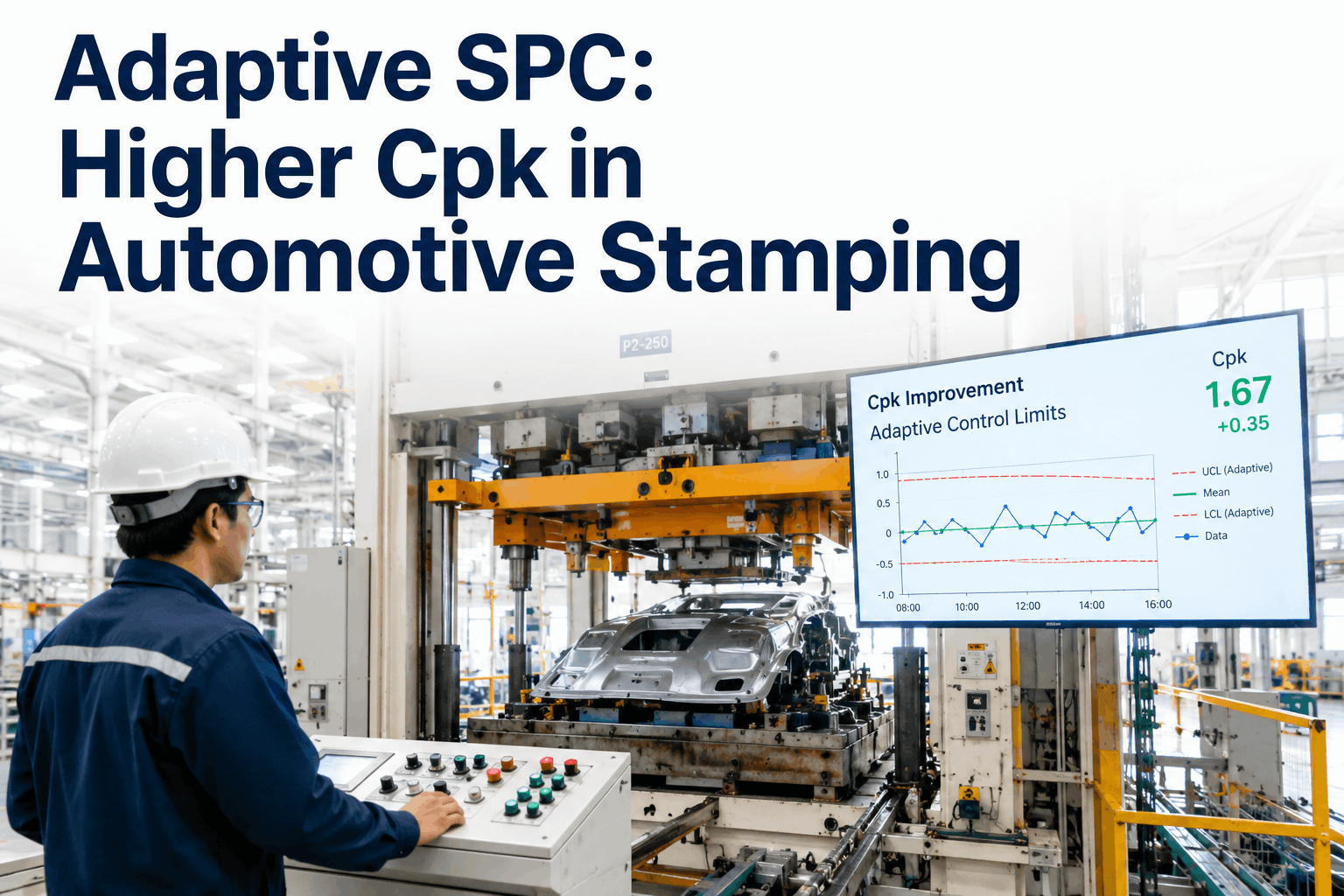
Standard SPC has the same problem in every stamping press shop: the control limits were calculated last month, from last month's process data, using last month's die condition and last month's coil stock. When the die has worn 200,000 strokes since that baseline, when today's coil is a harder grade than the one the limits were built on, and when the cushion pressure has drifted 3 bar overnight — your UCL and LCL are measuring the wrong process entirely. Adaptive control limits fix this. Instead of fixed statistical boundaries that freeze the moment your process moves on, adaptive limits recalculate continuously — tracking actual process behaviour in real time, tightening when the process stabilises, widening when conditions legitimately change, and signalling the operator when variation crosses into genuine concern rather than crying wolf on normal process drift. For stamping operators, the result is fewer false alarms, earlier genuine warnings, and a direct path from SPC signal to predictive maintenance action — before the die fails, not after. Book a Live SPC Walkthrough to see adaptive control limits running on stamping press data.
Static SPC vs. Adaptive SPC: What Every Stamping Operator Needs to Know
Before understanding why adaptive control limits matter, it helps to understand exactly what breaks about static ones in a press shop environment.
How Adaptive Control Limits Actually Work — For Operators
The mathematics behind adaptive SPC does not need to be complex from an operator's perspective. What matters is understanding what the system is doing and why the limits move. Book a walkthrough to see adaptive limits demonstrated live on press shop data.
From Adaptive SPC Signal to Predictive Maintenance Action
Adaptive SPC signals are only valuable if they trigger maintenance action while parts are still in spec. The connection between the SPC chart and the CMMS (Computerised Maintenance Management System) is what makes predictive maintenance real rather than theoretical.
This is the difference between predictive and reactive maintenance in stamping. Static SPC catches the alarm after the Cpk breach. Adaptive SPC with predictive maintenance catches the trend before the first out-of-spec part is produced. Talk to an iFactory SPC specialist about connecting adaptive SPC to your CMMS.
The Operator's Shift Workflow With Adaptive SPC
On-Premise or Cloud: iFactory Deploys Both Ways
KPI Impact: Adaptive SPC vs. Static SPC in Stamping
FAQ: Adaptive Control Limits for Stamping Operators
Yes — IATF 16949 requires documented SPC with control charts, capability indices (Cp/Cpk), and evidence of response to out-of-control signals. Adaptive control limits meet and exceed these requirements: they generate full control chart records, automatically calculate Cp/Cpk/Pp/Ppk, document every alert and corrective action with timestamp, and apply recognised detection rules (Western Electric and Nelson Rules). The key point for audit is that the method for setting control limits must be documented — iFactory's adaptive algorithm documentation satisfies this requirement. Many customers find that adaptive SPC significantly simplifies IATF 16949 audits because the records are complete, consistent, and automatically generated rather than manually maintained. See the IATF 16949 record set in a live SPC walkthrough.
This is the core engineering challenge of adaptive SPC, and iFactory addresses it through contextual condition awareness. The AI model distinguishes between: (1) known legitimate shifts — coil grade changes recorded from the MES work order, planned die changes, press parameter adjustments — which trigger automatic re-baselining without alarm; (2) gradual drift — continuous slow trend consistent with die wear — which triggers a maintenance recommendation, not an out-of-control alarm; and (3) sudden unexplained shifts — step changes with no corresponding process event — which trigger an operator alert with cause classification. The system learns your specific press, die, and material patterns over time — reducing re-baseline false positives as it accumulates knowledge of your process's normal variation modes.
iFactory's adaptive SPC for stamping integrates four data streams: (1) Inline dimensional gauging — part measurements from laser or vision gauges connected via OPC-UA, feeding Cpk and form deviation charts stroke-by-stroke; (2) Press process data — tonnage, cushion pressure, slide position, and speed from the press controller, feeding process SPC charts that predict quality before dimensional measurement; (3) Die and tool data — hit count, regrind history, and setup records from MES or CMMS, used to contextualise wear trend signals; and (4) Material traceability — coil heat number and grade from MES work order, enabling automatic re-baselining at coil changeover. All four streams are available via standard OPC-UA and MES API connections — no additional instrumentation required on most modern press lines. Contact support to assess data availability on your specific press.
For a new die running a new part family with no historical data, the adaptive SPC model enters a supervised baselining period — typically 500–1,000 strokes — during which control limits are set conservatively wide and the AI observes process behaviour before tightening to statistically derived limits. If historical data from similar dies or parts exists (common in family tooling environments), the model is pre-loaded with that prior and reaches confident adaptive limits in 200–300 strokes. Once a die has completed one regrind cycle with the adaptive system running, the wear trajectory model is calibrated and predictive maintenance recommendations become highly accurate for that specific tool. Book a walkthrough to see the learning phase demonstrated on a new tool introduction scenario.
Both deliver identical adaptive SPC capabilities — adaptive UCL/LCL, continuous Cpk, Nelson Rule detection, predictive maintenance triggers, and IATF 16949 records. The choice is infrastructure: on-premise runs the adaptive SPC AI on an edge server at the press line — stroke-by-stroke Cpk with no internet latency, press data stays inside the plant, and the system works regardless of network conditions (essential for high-speed presses where a network interruption cannot be allowed to pause inspection). Cloud runs iFactory's managed platform with all data streamed securely — faster to deploy, no local server management, and enables cross-press Cpk benchmarking across multiple plants from a single screen. Most high-volume Tier-1 stampers with single-plant operations choose on-premise; multi-site stamping operations running 10+ press lines typically use a hybrid model.
.png)