.png)
The press operator at a Tier-1 automotive stamping plant watches the cycle-time display tick past 14 seconds — two seconds over the nominal. On the line, the die cushion pressure is drifting, and the blank holder force gradient is flattening. By the end of the shift, that drift will cost 47 parts out of spec and 23 minutes of unplanned line stops. The quality engineer reviews the audit trail three days later and finds no root cause. This gap — between what the press senses and what operators can act on in real time — is the difference between a line that hits 1,200 parts per hour and one that struggles to hold 950. Digital Twin QC closes that gap.
Cut Stamping Cycle Time 10–20% with Real-Time Digital Twin Quality Control
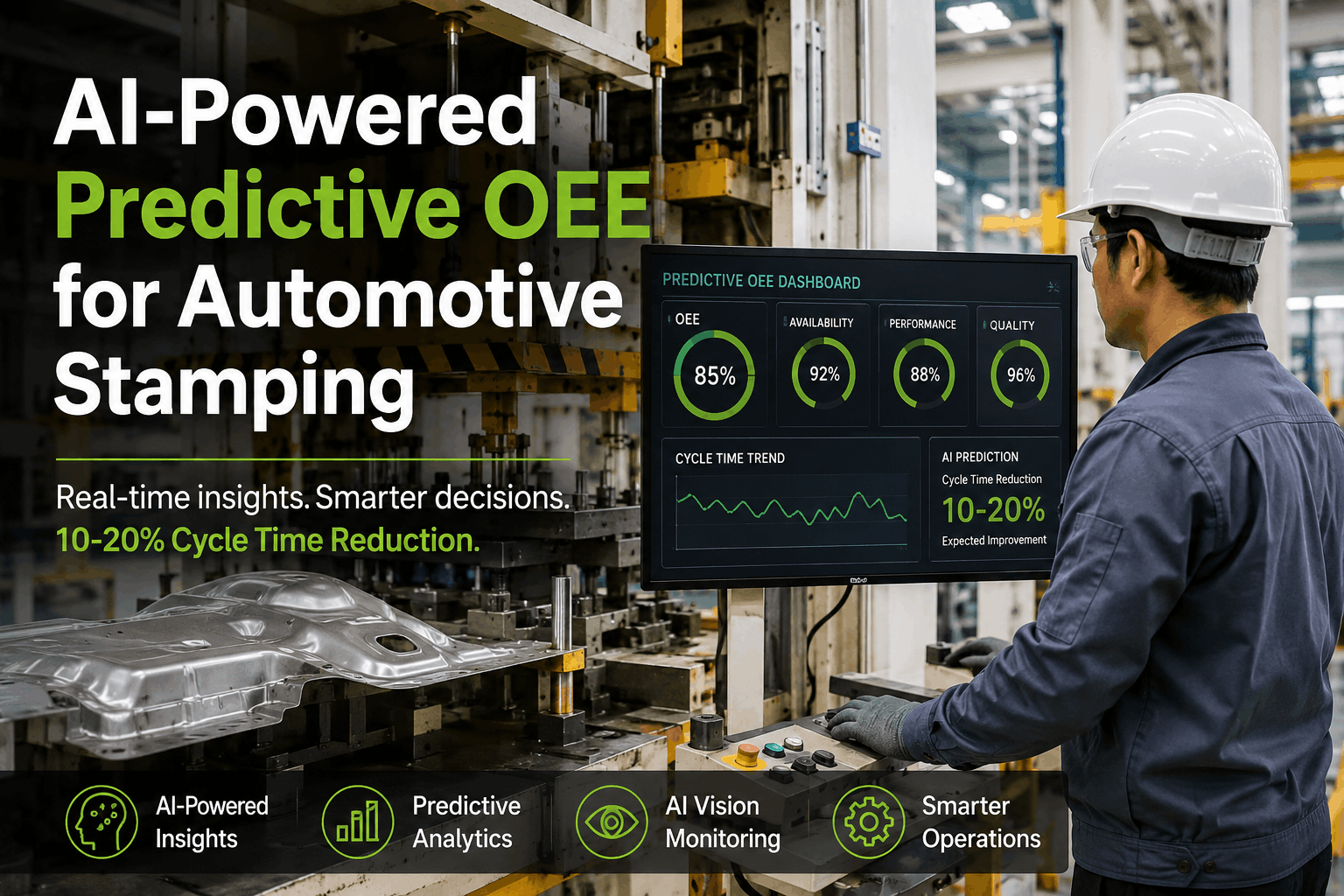
iFactory's on-prem, turnkey Digital Twin lets operators predict dimensional drift, detect die wear, and adjust parameters before the first bad part exits the press — no cloud, no data egress, no six-month deployment.
A Single Platform That Sees, Predicts, and Corrects
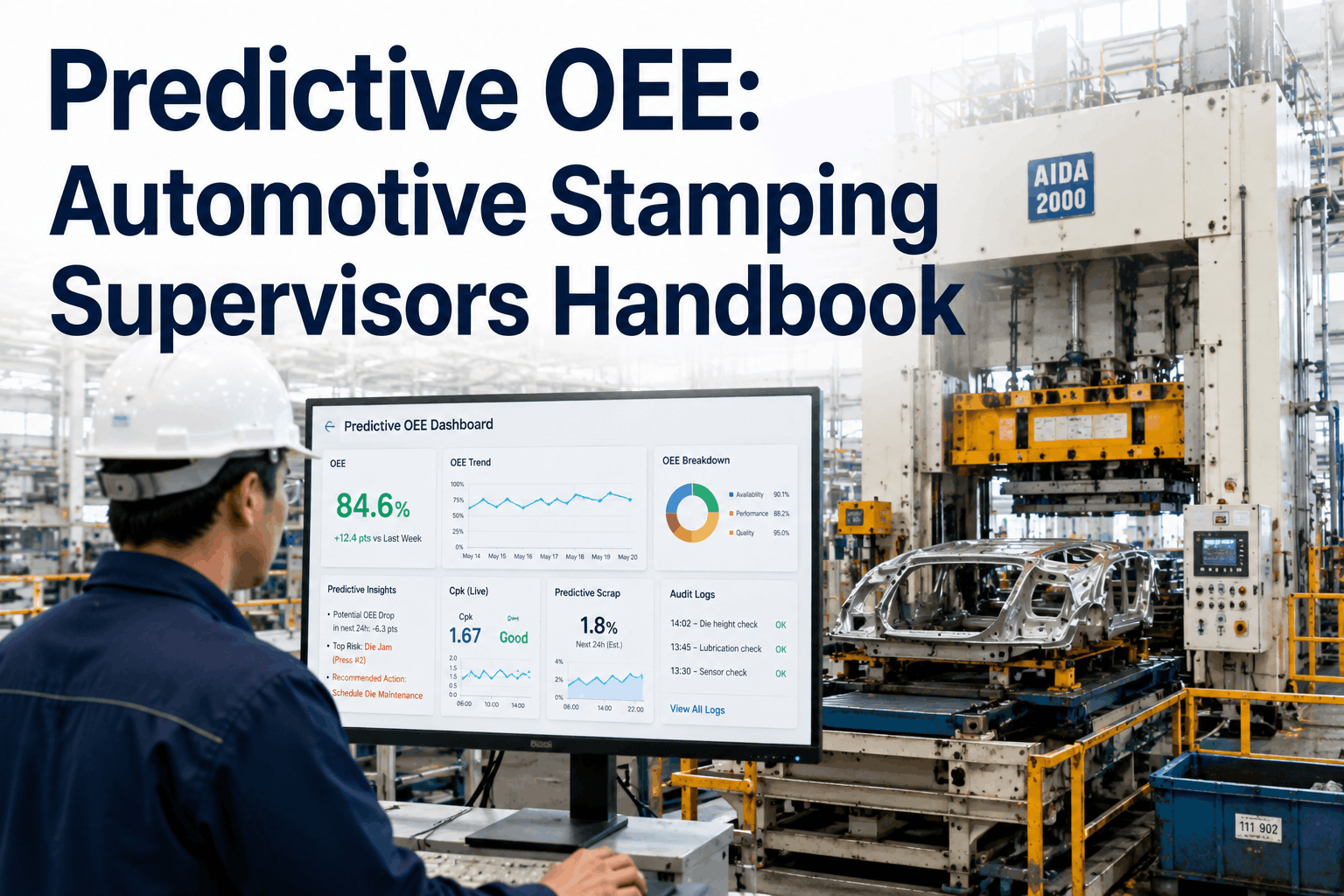
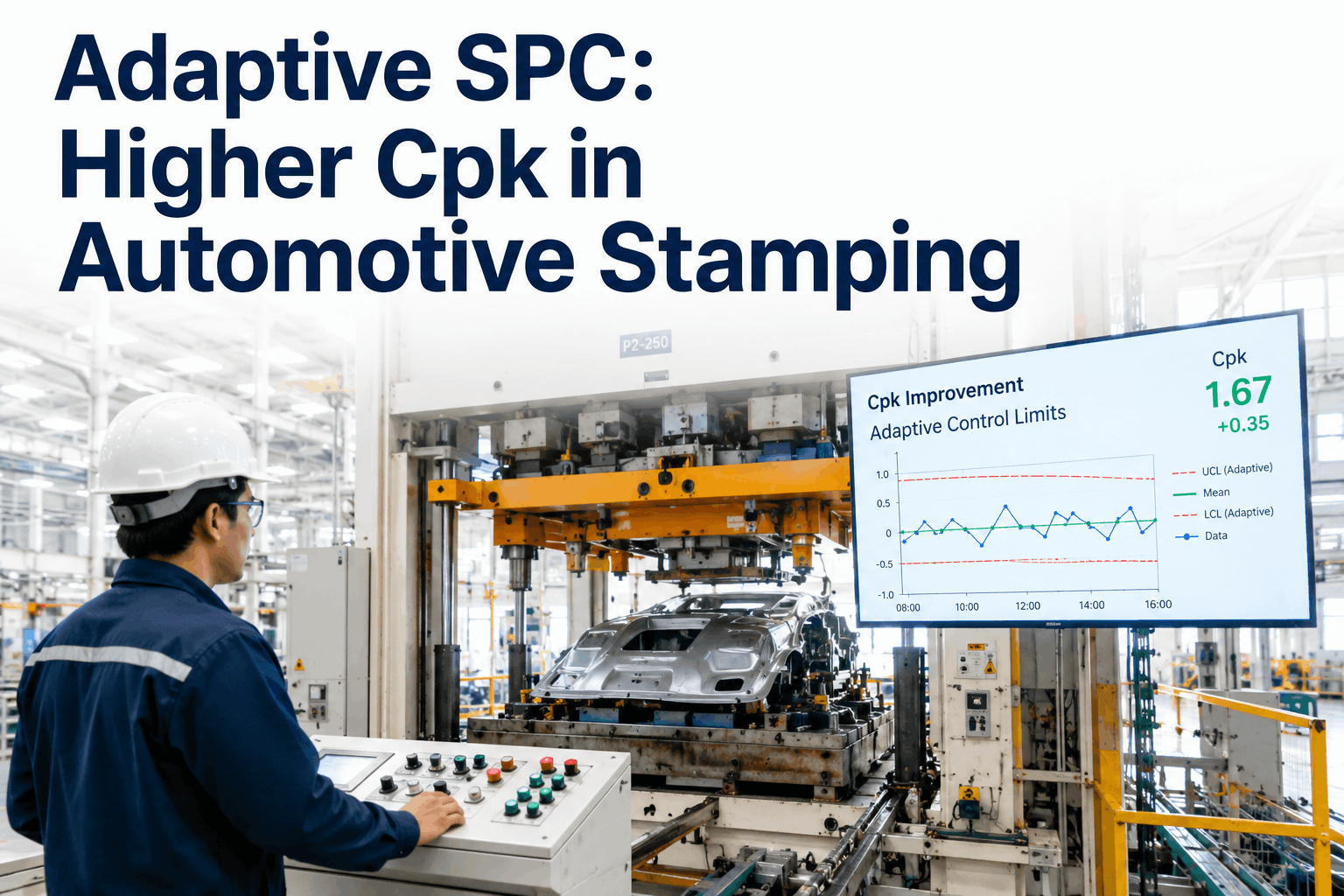
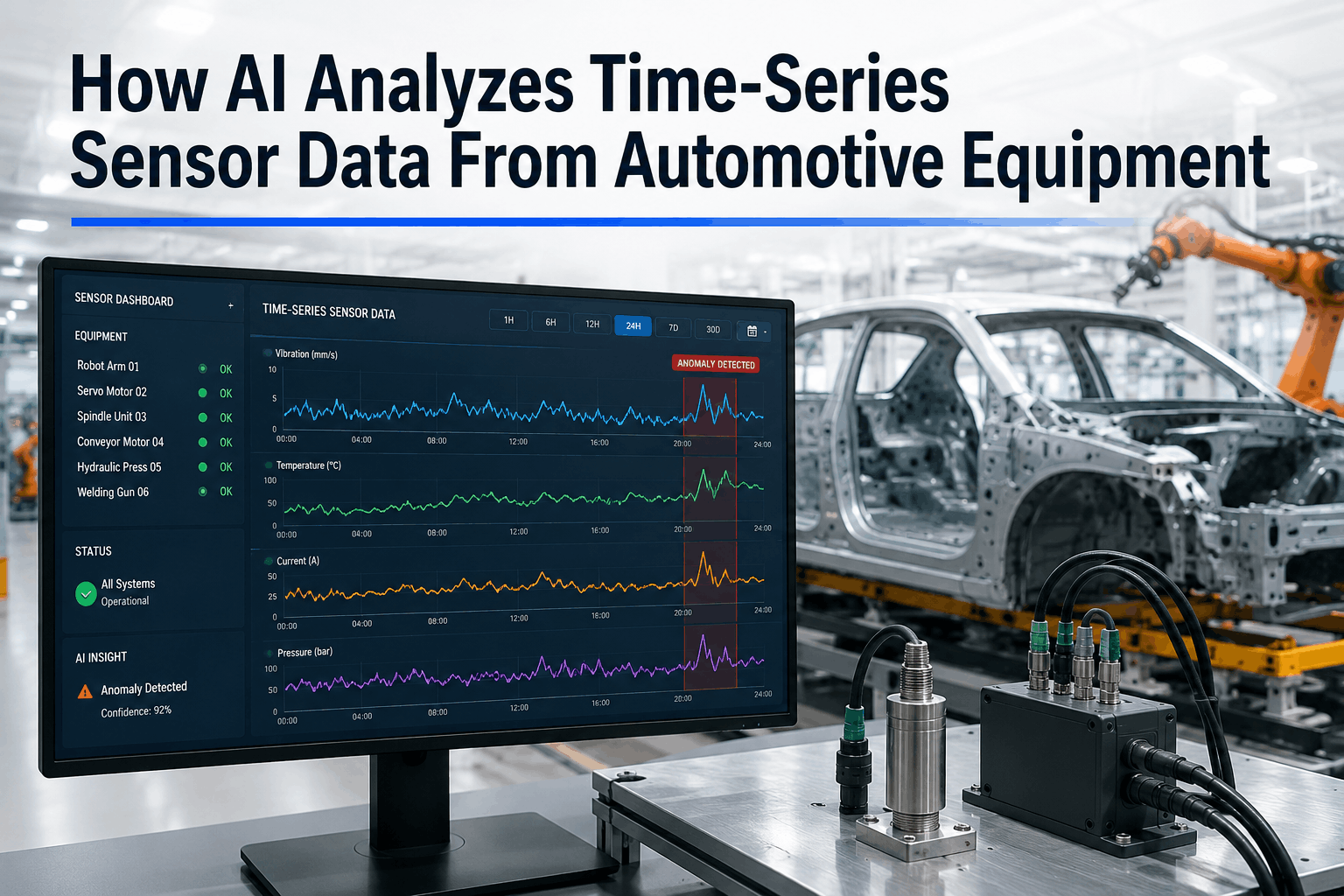
Digital Twin QC is not another dashboard. It is a real-time, physics-informed digital replica of every press station — ingesting die cushion pressure, slide position, blank holder force, material thickness, and part geometry from inline vision systems. The twin runs at 50 ms resolution, comparing actual behaviour against the ideal process signature. When a parameter drifts beyond the control limit, the platform alerts the operator, logs the deviation to the audit trail, and recommends a corrective setpoint — all without a single data point leaving the plant floor. For operators migrating off legacy quality systems, iFactory absorbs the monitoring and traceability role of SAP ME/PCo, replacing manual data entry with automated, press-side intelligence.
Six Core Capabilities That Turn Press Data into Cycle-Time Gains
Every capability is deployed on-premise on an NVIDIA appliance, live at the press line within 6–12 weeks, and tuned to your specific die sets and part families.
Real-Time Dimensional Drift Detection
The digital twin compares every stroke against the nominal geometry. When springback begins to trend — before CMM confirms a reject — operators receive a push alert with the likely root cause (cushion pressure, temperature, material variance).
Inline Surface & Geometry Inspection
Vision models trained on your part library detect splits, skid lines, and thinning at line speed. Every defect is geo-tagged to the press stroke and die station, creating a searchable audit trail for root-cause analysis.
Closed-Loop Parameter Adjustment
When the twin detects a deviation, it can recommend — or, with operator approval, automatically adjust — slide speed, cushion force, and blank holder pressure to bring the process back to nominal without stopping the line.
Immutable, Searchable Audit Records
Every stroke, every vision inspection, every operator action is timestamped and stored in an immutable ledger. Quality engineers can query any part-by-serial-number trace in seconds, replacing manual logbooks and fragmented spreadsheets.
Press-Side Visual Guidance
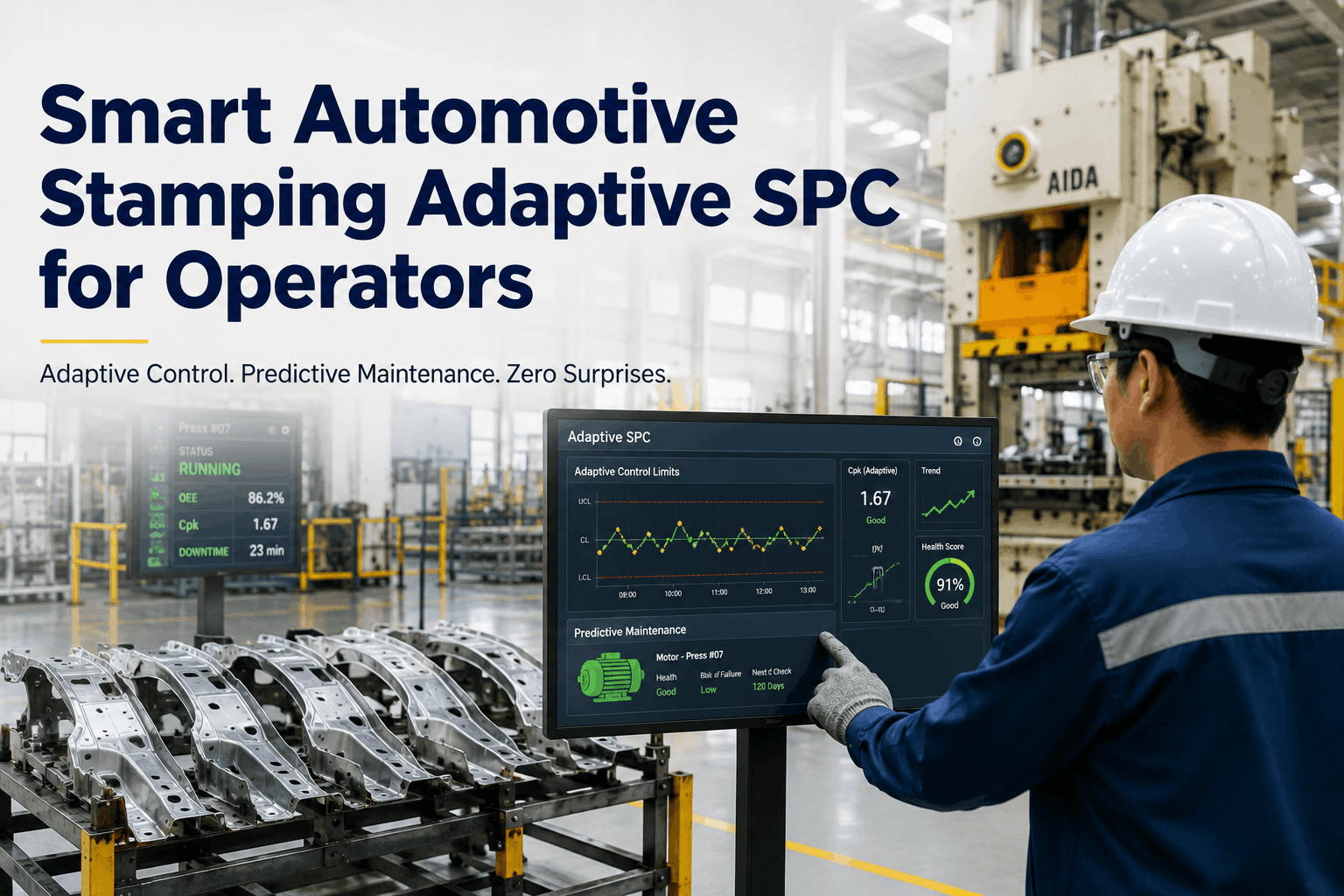
A dedicated HMI at each press shows real-time cycle time, part count, defect rate, and the next recommended adjustment. Operators act on the twin's guidance without leaving their station — no tablets, no clipboards, no delays.
Full-Stroke Simulation & What-If
Before a die change or material lot switch, operators can run "what-if" scenarios on the twin — simulating how a 2% thicker blank or a 5°C temperature shift will affect cycle time and quality. The result is a confident, optimized setup in minutes.
From Data Source to Cycle-Time Reduction in Four Steps
iFactory connects to your existing press controllers, vision systems, and PLCs in days, not months. No cloud dependency. No data egress.
Connect & Ingest
We tap into the press PLC (cushion pressure, slide position, tonnage), inline vision system, and material tracking database — all on the plant network.
Build the Digital Twin
Our AI models learn the ideal process signature for each die and part family, creating a real-time digital replica that runs at 50 ms resolution.
Detect & Alert
When the twin detects a deviation beyond the control limit, operators receive a push alert with the likely root cause and a recommended corrective setpoint.
Adjust & Audit
Operators act on the guidance — or approve automatic adjustment — while every stroke, every alert, and every action is logged to the immutable audit trail.
What Happens When Operators Rely on Legacy Methods
Without a digital twin, every drift is a gamble. Here is what three common scenarios cost a typical Tier-1 stamping plant producing 1,200 parts per hour across four press lines.
Undetected Die Wear
Operators discover die wear only after CMM confirms out-of-tolerance parts — typically 40–60 scrap parts per event. At $3.50 per stamped part, that is $175 per event, with 3–5 events per week.
Unplanned Line Stops for Adjustment
When a parameter drifts, operators stop the line to adjust cushion pressure or slide speed manually. Each stop costs 15 minutes of lost throughput — 300 parts at $3.50 each. Two stops per shift, three shifts.
Delayed Root-Cause Analysis
Quality engineers spend 8–12 hours per week manually correlating press data, vision logs, and CMM reports to find root causes of recurring defects. That is time not spent improving processes.
What Plants Achieve in the First Quarter
iFactory Digital Twin QC delivers measurable results from day one. Here is what plants see after the 6–12 week pilot.
Your stamping line is already generating the data. Let iFactory build the digital twin that turns it into cycle-time gains. Book a 30-min walkthrough and we'll show you live on your data.
Real Answers from Operations Leaders
Stop Reacting to Drift. Start Predicting It.
Your stamping line is losing 10–20% of its potential cycle time to undetected parameter drift. iFactory Digital Twin QC gives operators the real-time intelligence to correct it before it costs parts. Deployed in 6–12 weeks, on-prem, no cloud. Book a demo and we'll show you on your data.