If you work in an automotive stamping operation, you already know what the quality problem looks like. Human inspectors catch roughly 70–75% of surface defects on stamped metal components at production speed. The other 25–30% ships downstream — found at body shop, at the OEM, or worse, in a warranty claim. Meanwhile, your press shop is running at 60+ strokes per minute, Cpk requirements are tightening every contract cycle, and IATF 16949 audits are looking at your SPC data with increasing scrutiny. AI Vision Inspection connected to real-time SPC changes this equation fundamentally. Not by replacing operators — by giving them the defect data they need at the speed the line actually moves. One Japanese stamping supplier deployed AI vision on two lines, jumped from 75% to 95% defect detection, cut customer complaints by 85%, and hit payback in seven months. This is the operator's guide to making that happen. Book a Live SPC Walkthrough to see AI Vision running on stamping inspection data.
The Stamping Quality Gap Every Operator Knows
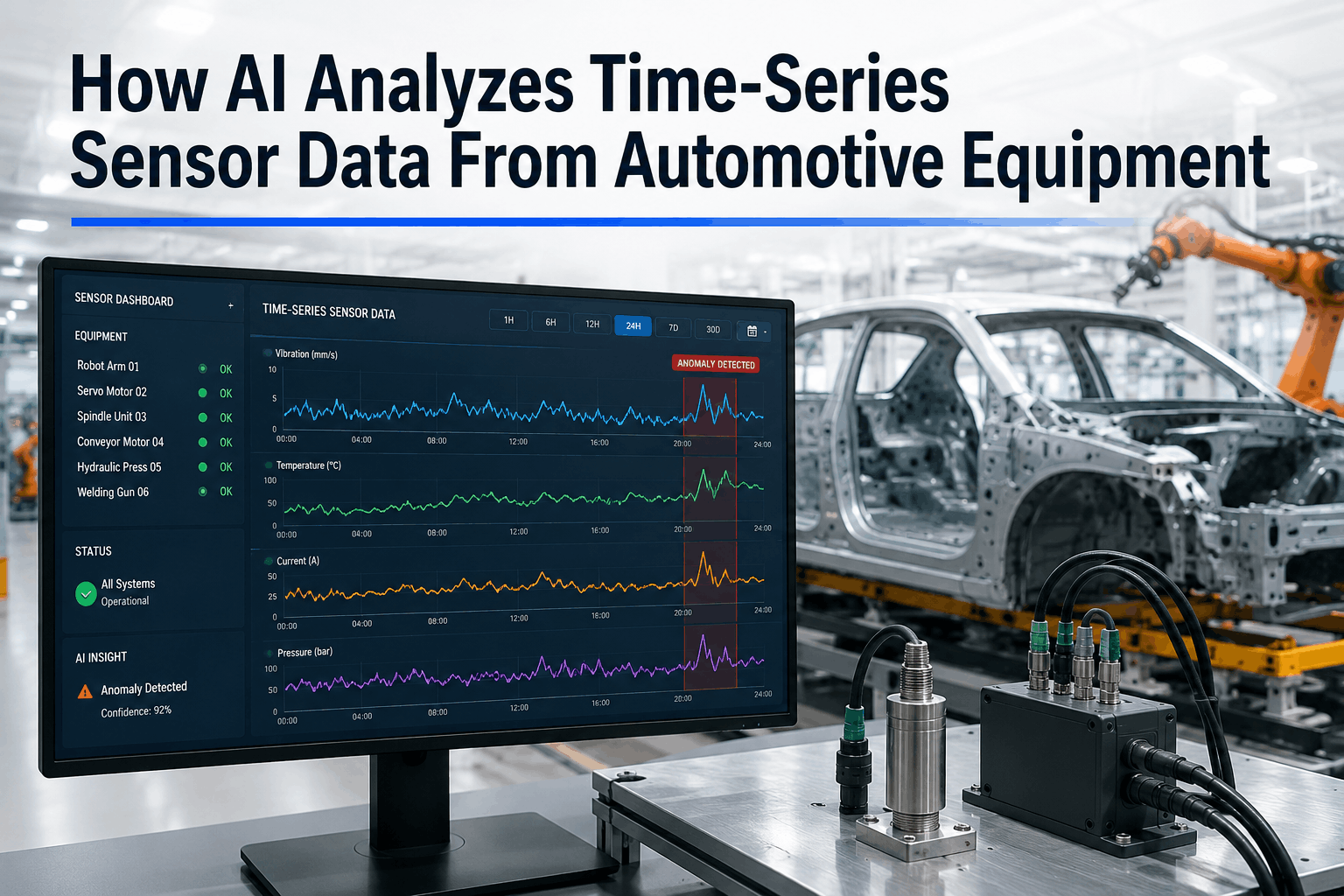
The problem with stamping quality control is not that operators are not trying hard enough. It is that human visual inspection is fundamentally mismatched with the demands of a modern press shop. Metal stampings move at 60–120 parts per minute under high-speed lighting conditions that shift with every ambient change. Defects range from 0.1mm micro-cracks to subtle draws that only show under specific lighting angles. No human can reliably detect all of them at line speed, across three shifts, shift after shift.
For operators, the practical consequence is clear: when a defective stamping escapes to body shop or final assembly, the root cause investigation points back to the press shop. AI vision inspection is not a threat to the operator's role — it is the tool that removes the impossible expectation that a human can inspect 120 parts per minute and catch everything. Book an SPC walkthrough to see what AI vision catches that manual inspection misses.
The Defects AI Vision Catches in Stamping
How AI Vision Connects to Cpk: The Operator's View
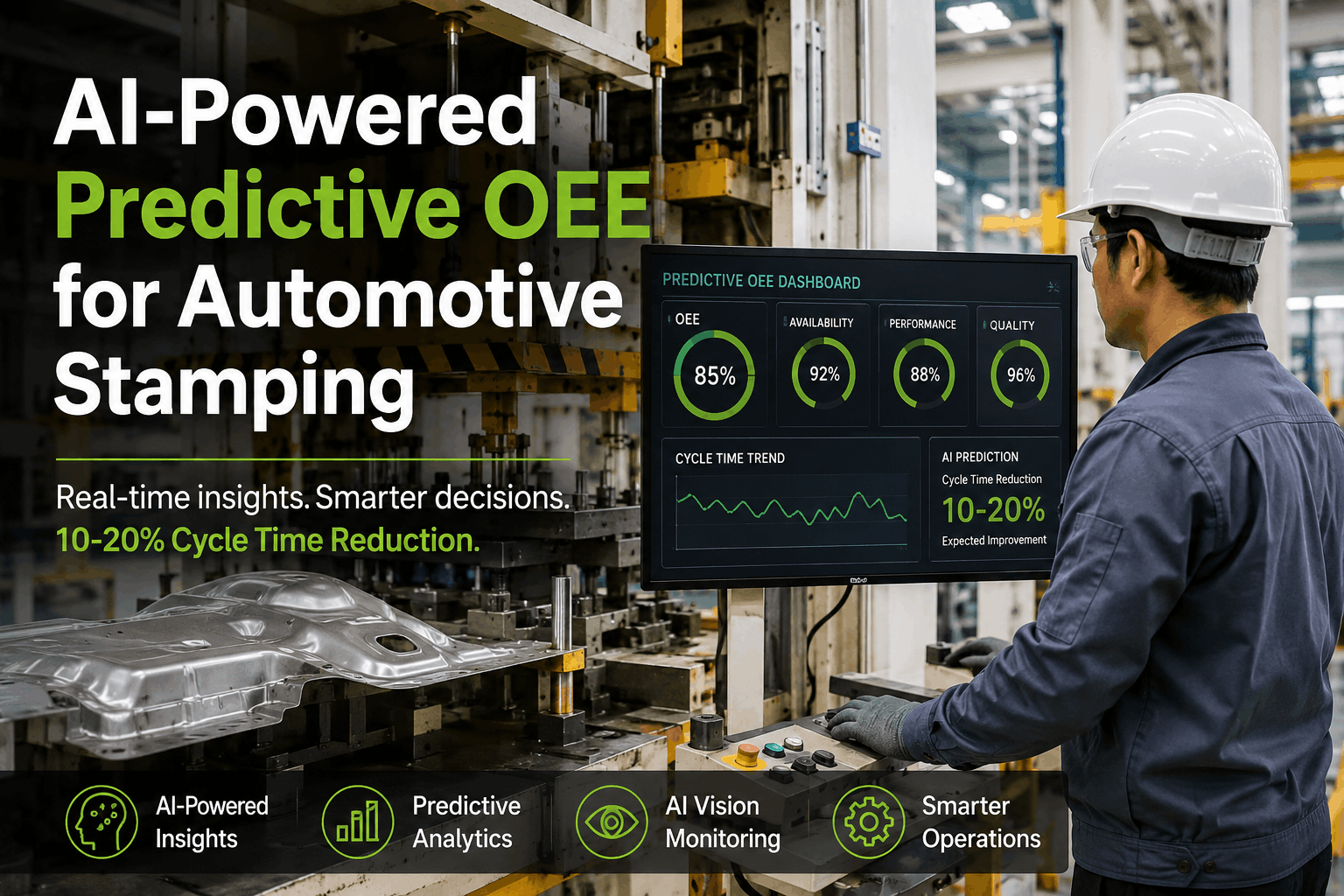
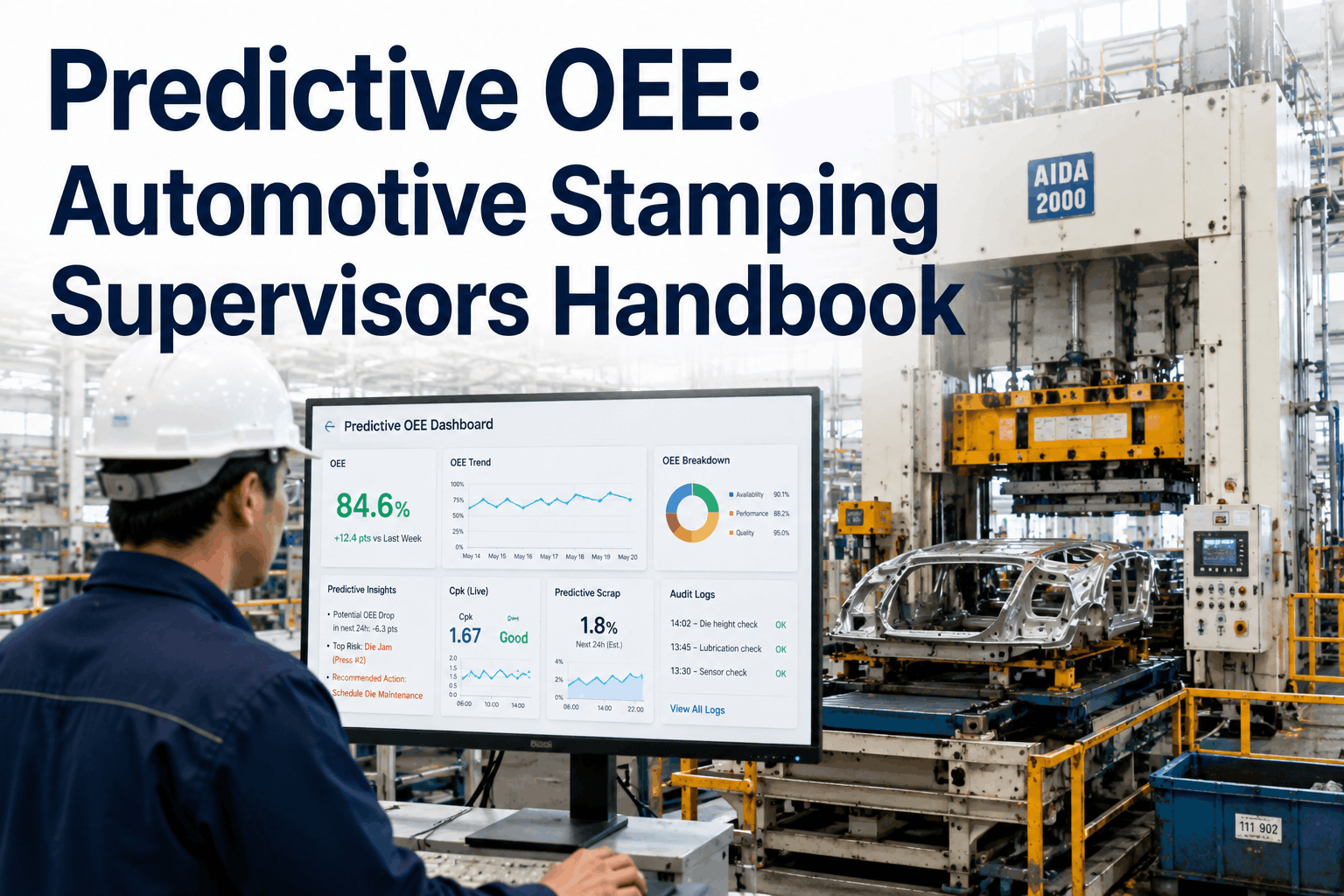
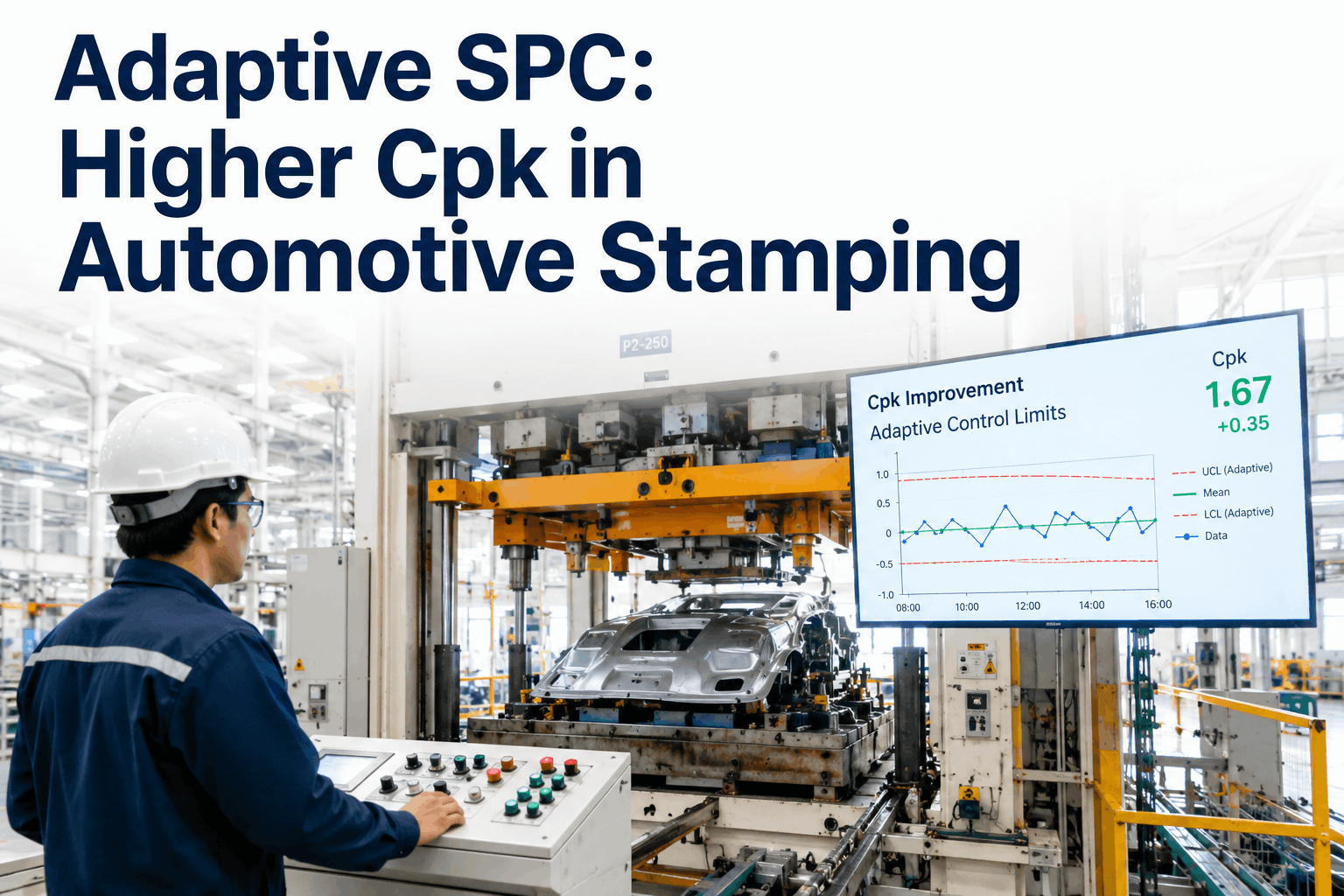
Cpk is not an abstract quality metric — it is the measure of whether your process is reliably producing parts within tolerance. IATF 16949 requires Cpk ≥ 1.33 for most critical dimensions; OEM customer-specific requirements typically demand 1.67 or higher. The challenge in stamping is that Cpk degrades continuously and invisibly — die wear, coil variation, lubrication changes — and by the time the weekly CMM report shows a problem, hundreds of suspect parts have already shipped.
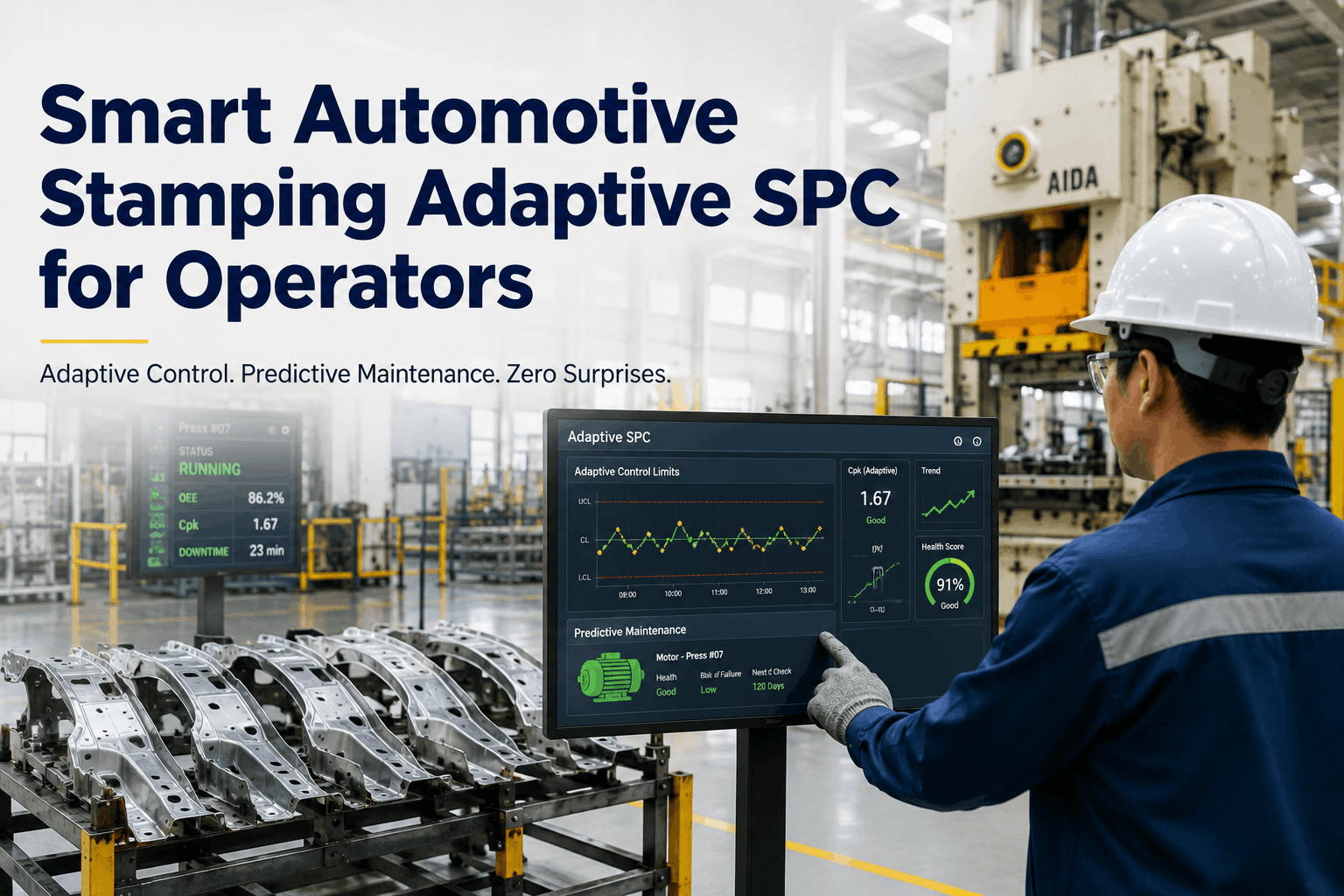
AI Vision + SPC: What the Operator Station Looks Like
The question operators most often ask is not whether AI vision works — it is what it actually looks like to use it during a shift. Here is the workflow at the operator station when AI vision and real-time SPC are running on a stamping line.
On-Premise or Cloud: iFactory Deploys Both Ways
KPI Results: AI Vision QC in Automotive Stamping
FAQ: AI Vision Inspection for Stamping Operators
No — and this is important to understand. AI vision handles the high-speed, repetitive inspection task that humans are biologically unable to perform reliably at 60–120 parts per minute. Operators move from reactive inspection to proactive quality management — using the defect data, SPC trends, and tool wear signals that AI generates to make better process decisions. At the Japanese stamping supplier mentioned in the introduction, after deploying AI vision, operators moved from "catching defects" to "preventing defects" — using AI data to adjust press parameters, schedule tool changes, and analyse incoming coil quality before it caused problems. The AI generates the data. Operators act on it. Book a walkthrough to see what the operator station looks like in practice.
iFactory's AI vision system measures every part dimensionally and writes the measurement to the SPC control chart in real time — updating Cpk after every part, not after every shift or every CMM sample. IATF 16949 requires documented SPC for critical characteristics; iFactory generates the control charts, capability studies (Cp, Cpk, Pp, Ppk), and inspection records automatically — including the corrective action triggers and evidence records required for audit. For customer-specific requirements that go beyond IATF minimums (Cpk ≥ 1.67 is common for OEM tier-1 suppliers), iFactory's adaptive control limits alert operators when the process trajectory is heading for Cpk degradation before it reaches the threshold. Contact support to discuss your specific IATF 16949 and customer SPC requirements.
iFactory's deep learning models for stamping defect detection are pre-trained on broad manufacturing defect datasets, then fine-tuned to your specific parts and defect library. For common stamping defects — splits, draw marks, burrs, wrinkling — the system can reach production-ready accuracy with as few as 200–500 labelled images per defect type. For novel or highly part-specific defects, 1,000–2,000 images per category achieves reliable detection. In practice, the AI continues learning from production data — accuracy typically improves by 2–5 percentage points in the first three months of production deployment as the model encounters more real-world variation. iFactory's vision team handles the initial training and quality validation before go-live.
This is the most critical practical concern in stamping AI vision, and it is addressed through two mechanisms: structured lighting design and false-positive suppression training. Structured lighting (dark-field, bright-field, and directional configurations) is engineered specifically to maximise defect contrast while minimising surface reflection variation — the primary source of false positives on stamped metal surfaces. The AI model is trained on both defect images and non-defect pseudo-defect images (oil patterns, reflections, surface texture variation) specifically so it learns to distinguish real defects from lighting artefacts. A well-deployed system targets false positive rates below 0.5% — any higher and the inspection economics are materially hurt by good-part rejection costs. iFactory's commissioning process validates false positive rate against your specific part and lighting conditions before go-live. See the false-positive validation process in our live SPC walkthrough.
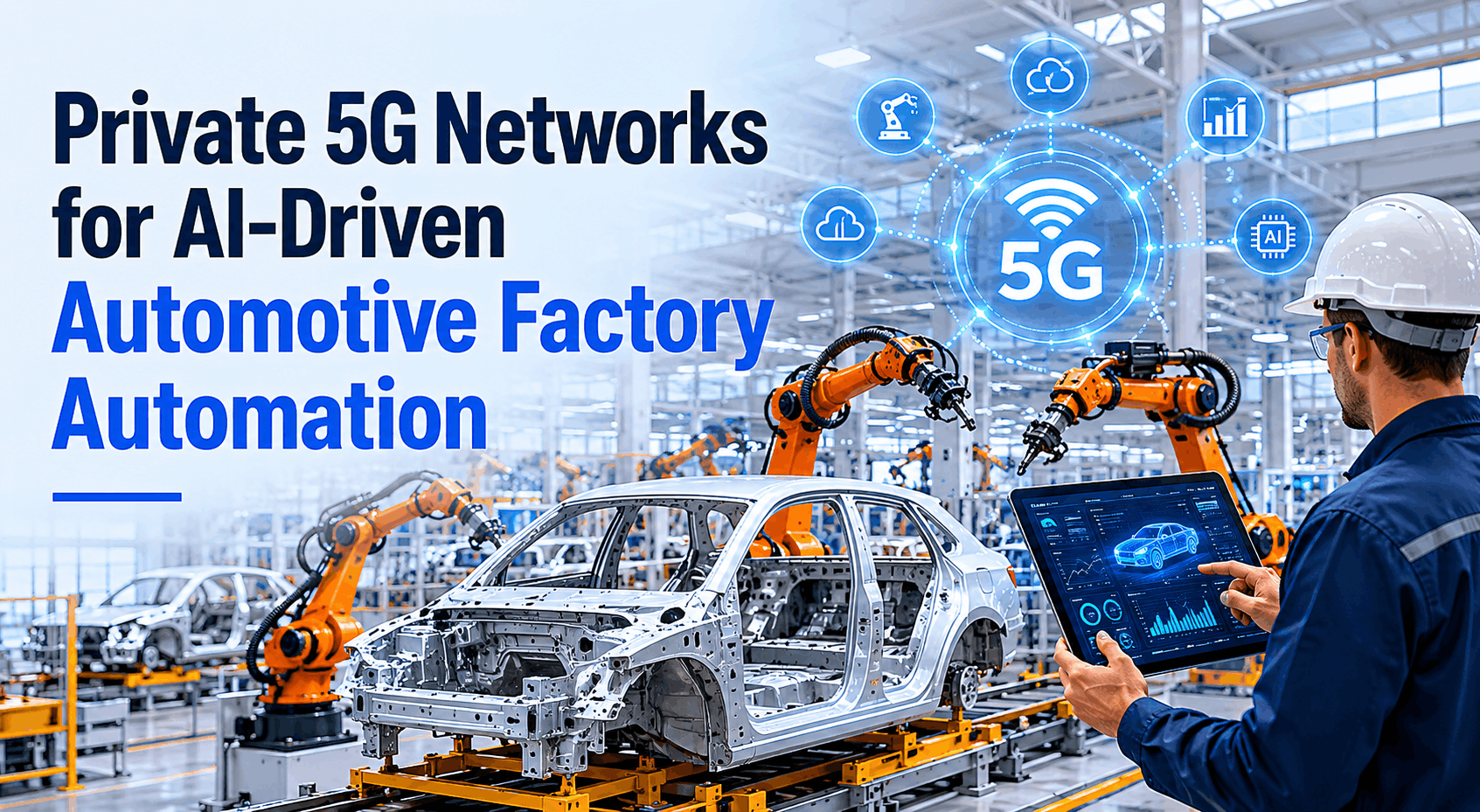
Both deliver identical AI vision and SPC capabilities. The distinction is infrastructure: on-premise runs AI inference on an edge server at the press line — under 200ms response regardless of network conditions, production data never leaves the plant, and the system works even on air-gapped OT networks (common in automotive press shops operating under OEM cybersecurity mandates). Cloud means iFactory manages the AI infrastructure, with inspection data streamed securely over encrypted connections — enabling cross-plant Cpk benchmarking and central model updates across your full press fleet without local server management. Tier-1 suppliers with a single press shop typically choose on-premise; multi-plant Tier-1s running 10+ press lines often run a hybrid — on-premise at each line for real-time inspection, cloud for the cross-plant quality analytics layer.
.png)