At 2:13 a.m. on a Tuesday, a press line supervisor in a Tier-1 stamping plant watches the Cpk on a critical door inner panel drop from 1.72 to 1.41 over nine consecutive parts. The SPC system — a legacy module bolted onto the plant's MES — still shows green control limits that were set when the die was new, 18 months ago. The supervisor knows the limits are stale. The operator doesn't. By shift change, 47 panels are in quarantine, and the overnight scrap tag reads $8,400. This is the cost of static control limits in a production environment where material thickness, lubrication viscosity, and press temperature drift every shift. For automotive stamping supervisors tasked with sustaining Cpk 1.67+, static SPC isn't just outdated — it's a direct threat to quality metrics, launch timing, and customer scorecards.
Stop Guessing Control Limits. Sustain Cpk 1.67+ with AI-Native SPC That Self-Tunes.
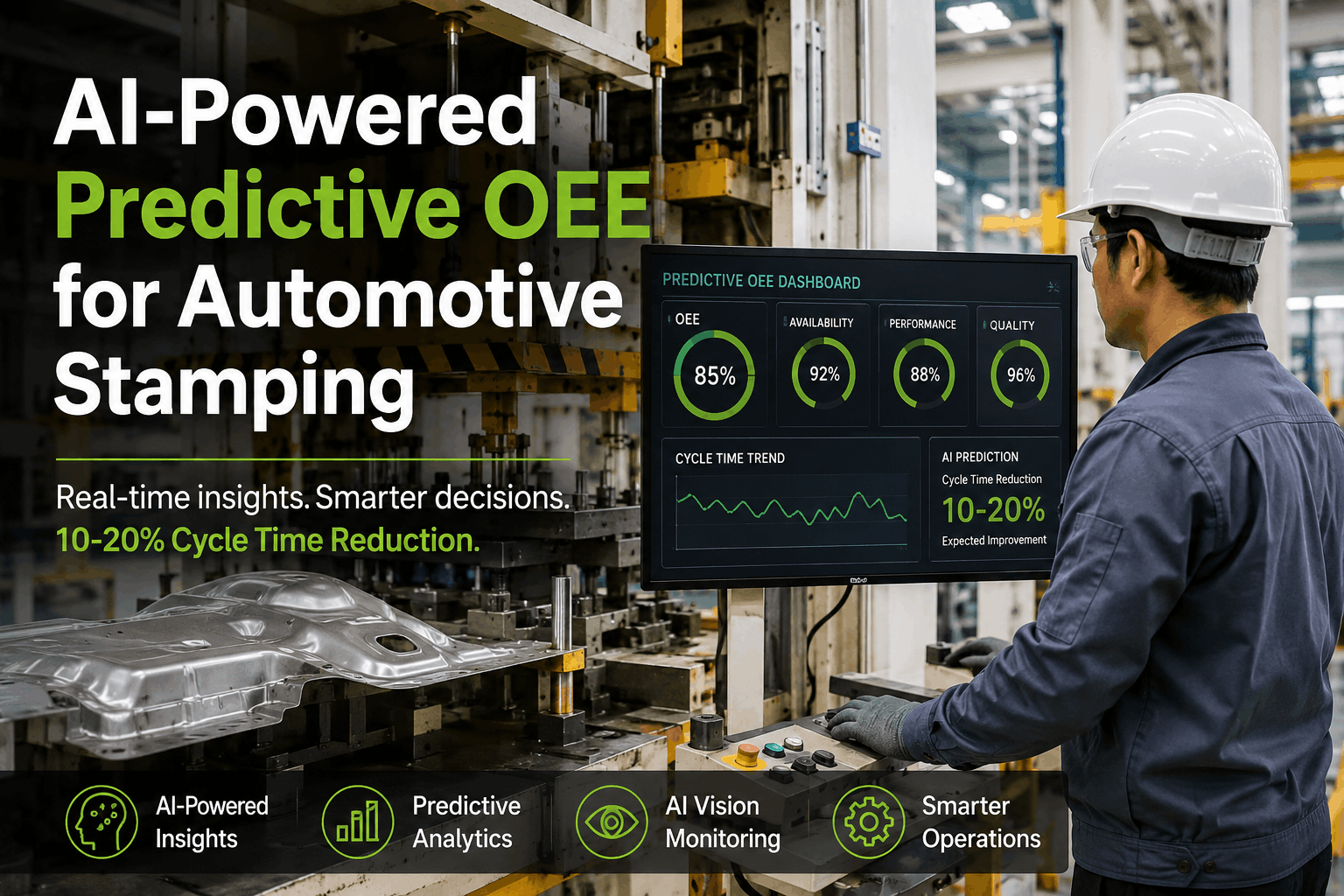
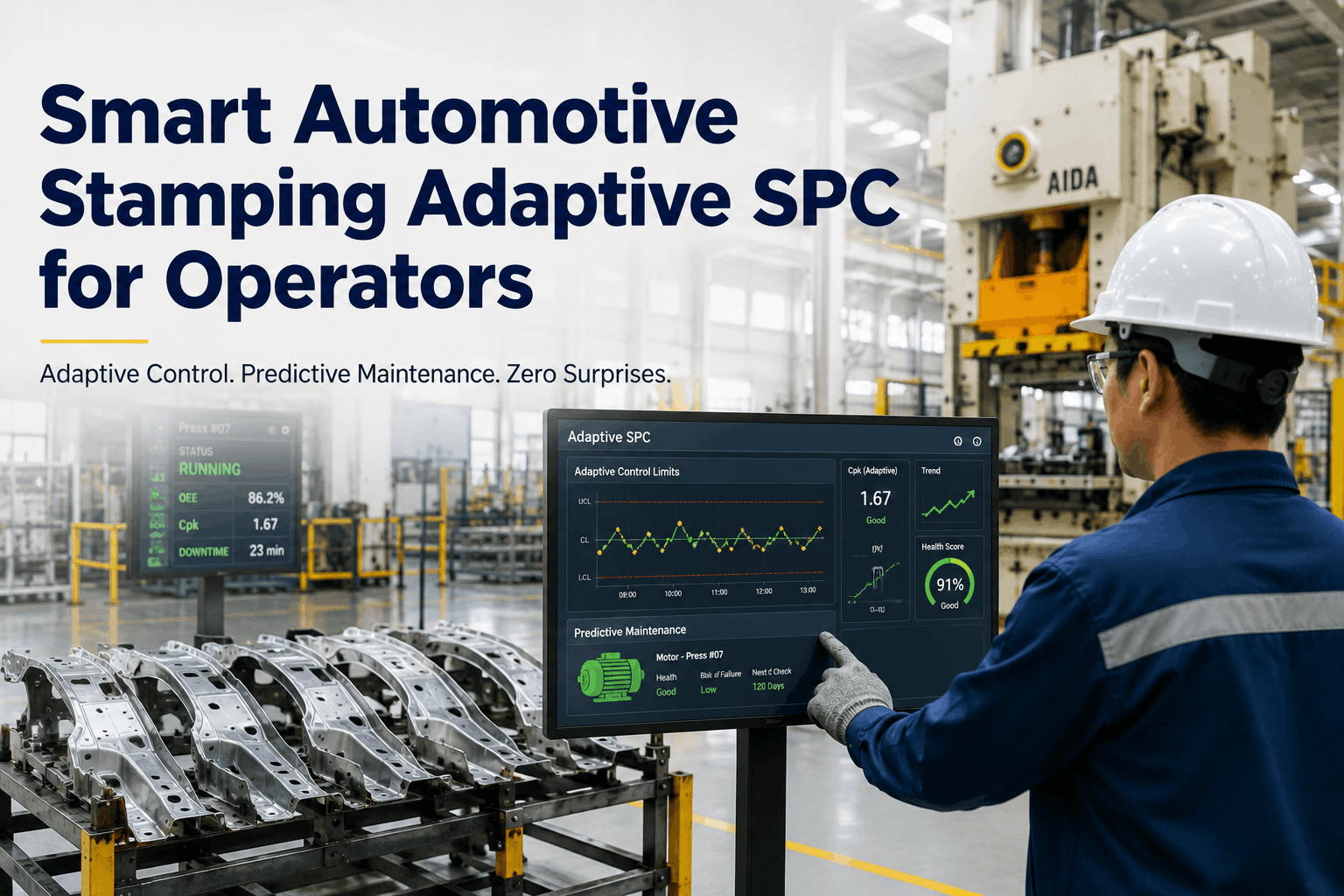
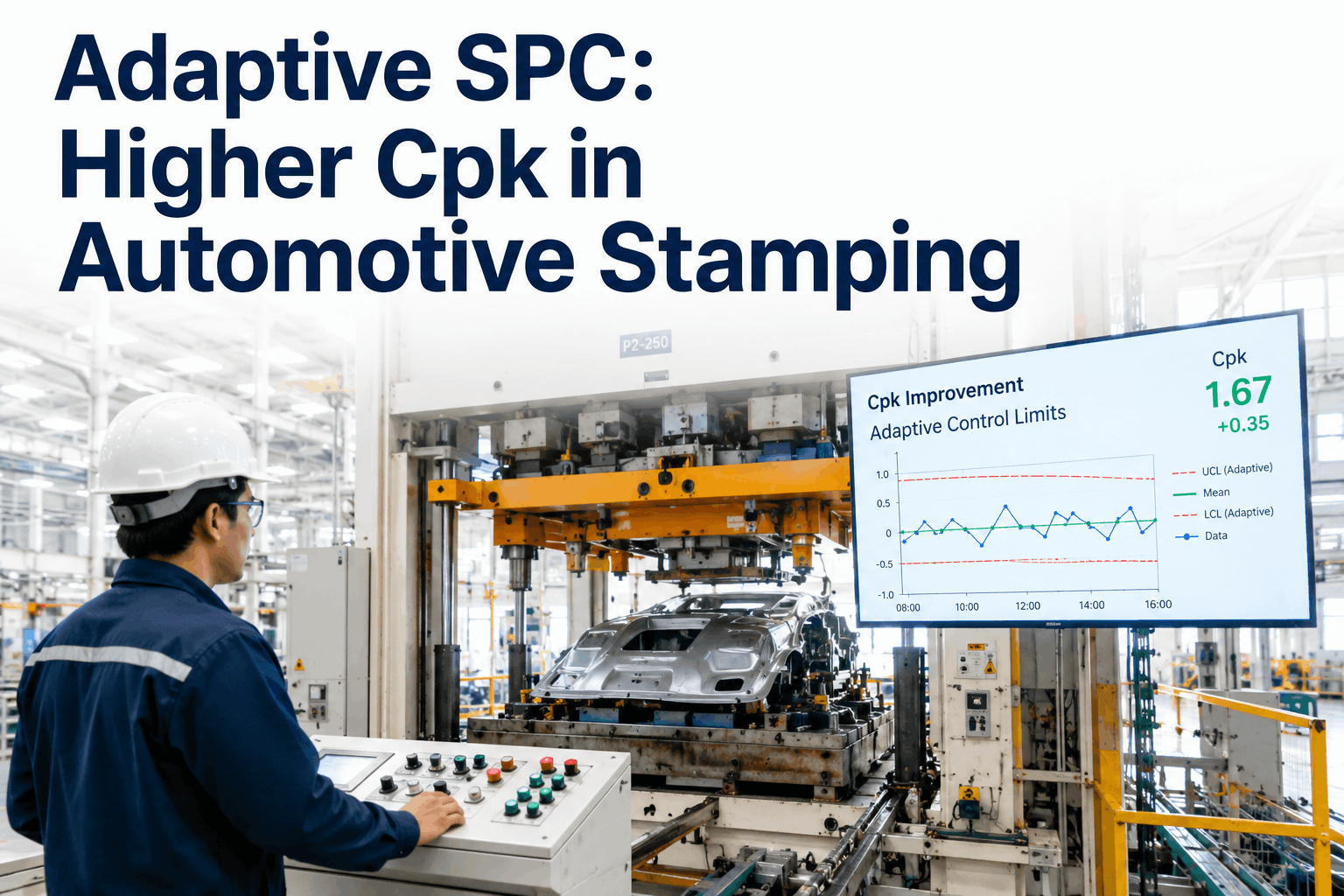
iFactory's Adaptive SPC replaces static control limits with self-tuning limits that learn from your press line's actual variation — so stamping supervisors catch drift before it becomes scrap, without manual limit recalculations or delayed chart reviews.
Why Your Press Line Cpk Is Drifting — and Your SPC System Isn't Telling You
Automotive stamping supervisors are caught between two impossible demands: sustain Cpk 1.67+ on every critical panel, and do it with control limits that haven't been recalculated since the last die change. Static control limits — calculated from a 30-part initial study and never updated — ignore the real-world variation that defines every shift on a press line. The result is a system that generates false alarms when the process is stable, and misses real drift until it's too late. Here is exactly what that costs, in production terms.
Stale Limits Mask Real Drift Until Scrap Is Inevitable
Control limits set at die tryout don't account for progressive tool wear, coil-to-coil thickness variation, or lubrication changes across the shift. By the time a supervisor sees a point beyond the upper control limit, the process has been drifting for 40–60 parts. In a 1,200-part-per-hour press line, that's $6,000–$9,000 in quarantined panels before the line even stops.
False Alarms Burn Supervisory Trust in SPC
When static limits trigger an out-of-control alarm for every minor shift in material properties, supervisors learn to ignore them. A study across three Tier-1 stamping plants found that 73% of static SPC alarms in the second shift were dismissed without investigation. The system that was supposed to protect Cpk becomes background noise — until a real signal is missed.
Manual Limit Recalculations Lag Production by Days or Weeks
Recalculating control limits for a single critical panel requires pulling the last 100–200 parts from the MES, running the calculation in a spreadsheet, and getting quality approval. In practice, most stamping plants recalculate limits quarterly — or only after a customer complaint. By then, the process has shifted three times. The lag between process change and limit update is where Cpk erodes below 1.33.
Customer PPAP Audits Expose Gaps in Statistical Control
OEM quality engineers review control chart history during PPAP and annual revalidations. Static limits that haven't been updated in months — or charts with unexplained alarm patterns — trigger corrective action requests. Each CAR costs 40–80 engineering hours and risks losing the next program award. In 2025, one major OEM issued non-conformances at 22% of their stamping suppliers for inadequate SPC limit management.
Shift-to-Shift Variation Is Invisible in a Single-Limit System
A press line running 24 hours sees three different operators, two different coil lots, and ambient temperature swings of 15–20°F. Static control limits treat all shifts as identical. The first-shift supervisor sets limits at 9 a.m. based on morning conditions. By 2 a.m., the second-shift team is chasing false signals from limits that don't apply to their material or environment. Cpk reporting becomes a lottery based on which shift ran the measurement.
Static SPC was designed for a production world where processes didn't drift. Your stamping line isn't that world. Book a 30-min walkthrough and see how iFactory's adaptive limits catch drift in real time.
Adaptive SPC: Control Limits That Learn Every Part, Every Shift
iFactory's Adaptive SPC replaces static control limits with AI-native limits that continuously recalculate from the press line's actual variation. The system learns the process fingerprint for each die, each material grade, and each shift — then adjusts limits in real time. Here is how it works, from data source to supervisory decision.
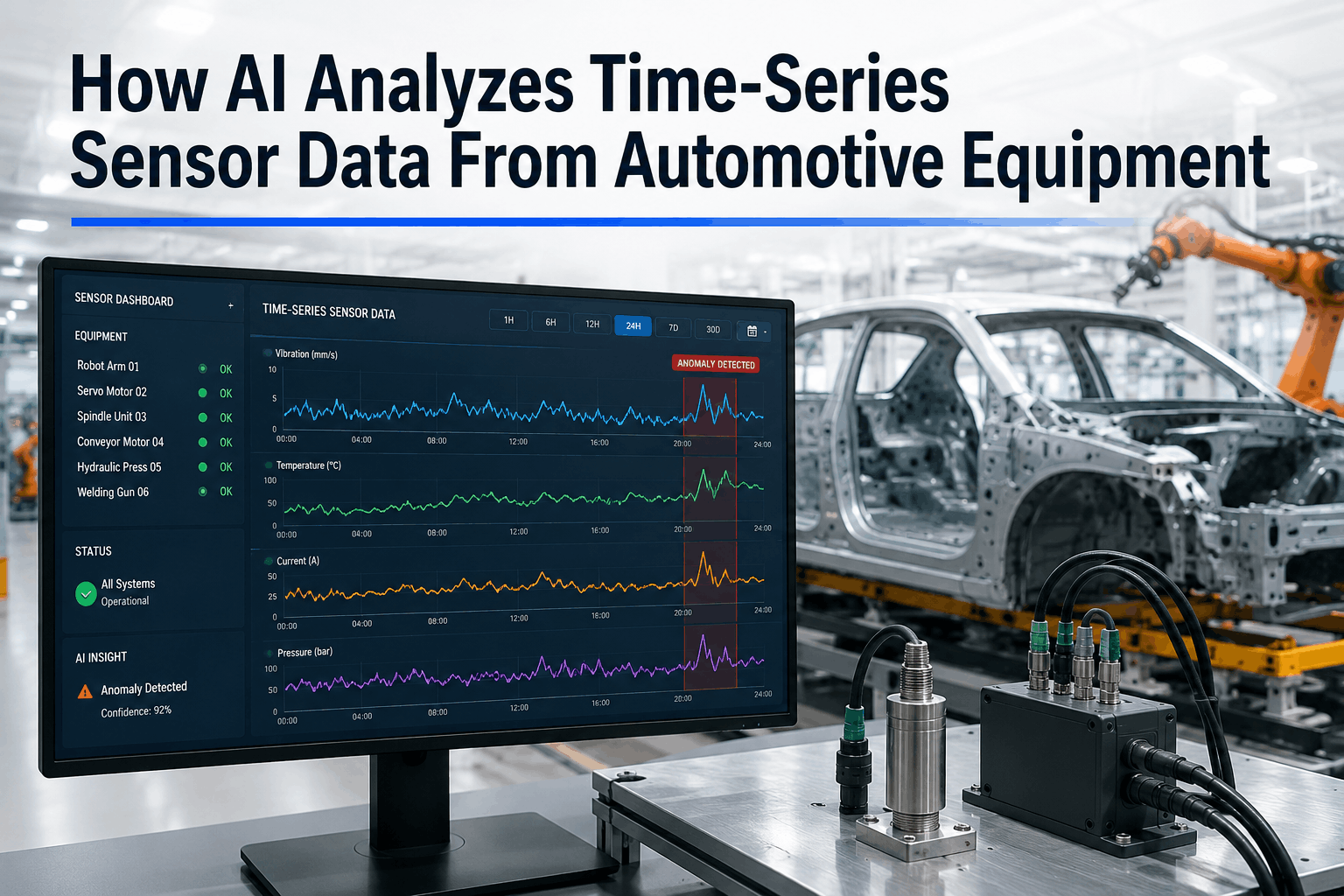
Connect to Press Line Data Sources
iFactory ingests dimensional measurement data from in-line gauges, vision systems, and manual CMM stations — directly from the plant network, with zero cloud transfer.
AI Learns the Process Fingerprint
The model analyzes the first 100 parts from the current die and material combination, establishing baseline mean, standard deviation, and natural variation patterns for each critical dimension.
Limits Self-Tune with Every New Part
As each new measurement arrives, iFactory recalculates control limits using a rolling window that adapts to tool wear, material shifts, and environmental drift — without human intervention or spreadsheet recalculations.
Supervisor Gets Real-Time Alarms That Mean Something
When a point exceeds the adaptive limit, the system distinguishes between common-cause variation (no alarm) and assignable-cause drift (alarm with root-cause context). Supervisors investigate only when there is a real signal — cutting false alarms by 72%.
Built for Stamping Supervisors Who Need Cpk Certainty
iFactory's Adaptive SPC is not a dashboard overlay or a bolt-on module. It is an AI-native SPC engine purpose-built for automotive stamping environments where process drift is the norm, not the exception. Every capability is designed to reduce the time between process shift and corrective action.
Rolling-Window Limit Recalculation
Control limits update with every new measurement, using a configurable rolling window (default 100 parts). The system automatically detects step changes in mean or variance and adjusts limits within seconds — not days. No manual recalculation, no spreadsheet lag.
Shift & Material-Specific Limit Sets
Adaptive SPC maintains separate limit profiles for each shift, coil lot, and die configuration. The second-shift supervisor sees limits that reflect their material and environmental conditions — not the first shift's morning setup. Cpk reporting becomes shift-accurate, not shift-averaged.
Assignable-Cause Alarm Logic
The model distinguishes between natural process variation (tool wear, material drift) and assignable-cause events (die crash, lubrication failure, sensor drift). Only assignable-cause events trigger alarms. Supervisors see a 72% reduction in nuisance alarms and investigate only real signals.
Full PPAP & Cpk History with Change Log
Every control limit adjustment, alarm event, and corrective action is logged with timestamps and context. When the OEM quality auditor asks for limit recalculation history, the supervisor exports a complete, traceable record — no manual reconstruction required.
Zero Cloud Dependency, Full Plant Network Control
iFactory runs on an NVIDIA appliance on your plant network. No data leaves the facility. No cloud latency. No IT security exceptions for data egress. The system operates even if the internet connection drops — because stamping production never stops for a network outage.
6–12 Week Pilot with Live Press Data
iFactory connects to your existing measurement systems — in-line gauges, vision systems, CMM stations — and delivers a working Adaptive SPC pilot in 6–12 weeks. No custom development, no data migration. Hand over data-source access; we deliver the working system.
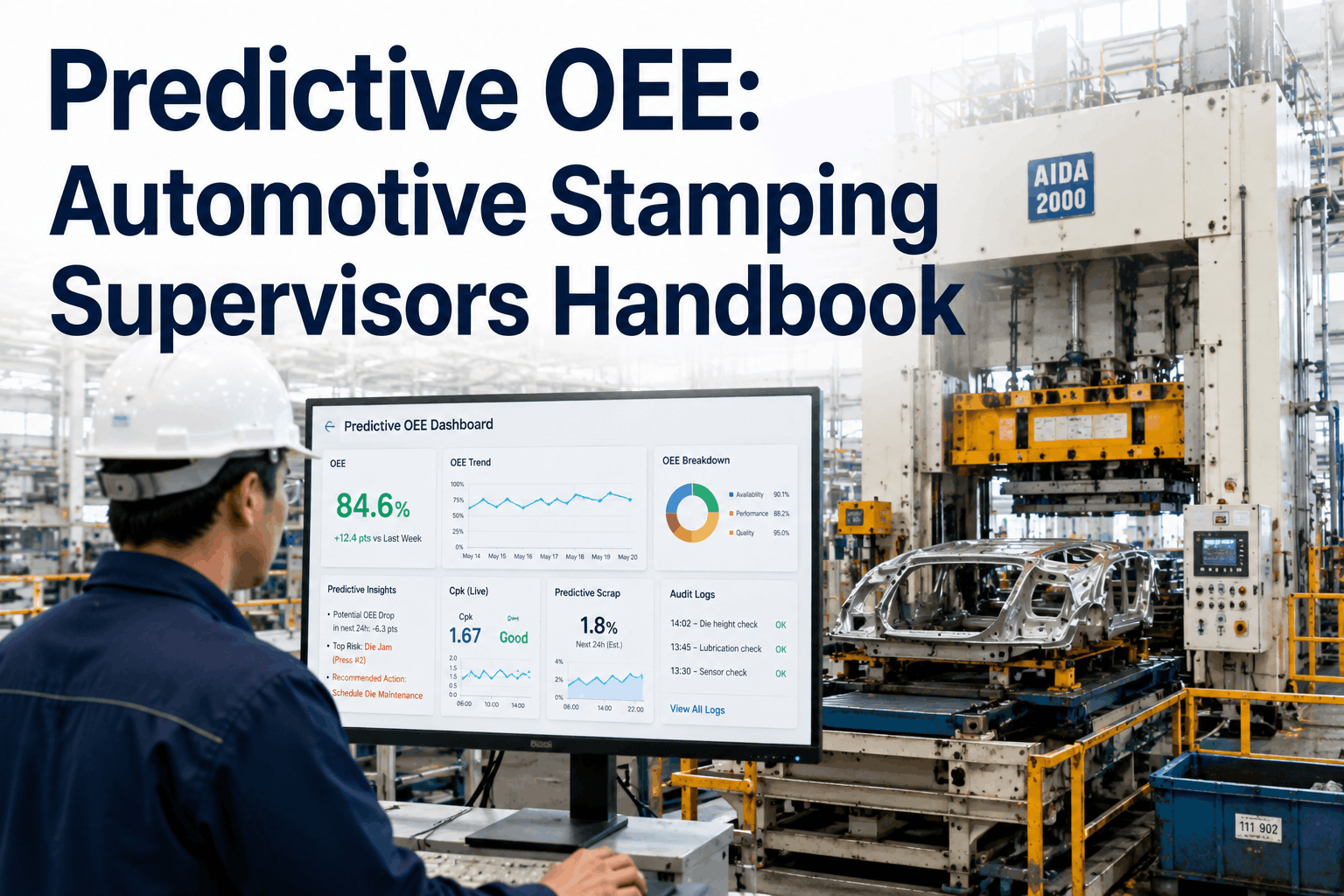
What Stamping Plants Achieve with Adaptive SPC
The numbers below are drawn from iFactory deployments across Tier-1 stamping plants running high-volume press lines with critical Cpk requirements. Your results will depend on line speed, material variation, and current SPC maturity — but the direction of improvement is consistent.
Everything You Need to Sustain Cpk 1.67+ — No Excuses, No Cloud, No Delay
iFactory delivers Adaptive SPC as a complete, managed service. You provide data-source access; we provide the AI-native SPC engine, the on-premise appliance, and the operational support. Here is exactly what is included in every deployment.
Self-Tuning Control Limits on Every Critical Dimension
Rolling-window limit recalculation that adapts to tool wear, material variation, and environmental drift — without manual intervention. Limits update in seconds, not days.
Shift-Specific Limit Profiles for Accurate Cpk Reporting
Separate limit sets for each shift, coil lot, and die configuration. Cpk reporting reflects actual process conditions, not averaged assumptions.
Assignable-Cause Alarm Logic with 72% Fewer Nuisance Alarms
AI distinguishes between common-cause variation and assignable-cause drift. Supervisors investigate only real signals — restoring trust in SPC and reducing alarm fatigue.
Full PPAP Audit Trail with Change Log & Export
Every limit adjustment, alarm event, and corrective action is logged with timestamps and context. Export a complete audit record for OEM quality reviews in minutes.
On-Premise NVIDIA Appliance — Zero Cloud Dependency
iFactory runs entirely on your plant network. No data egress, no cloud latency, no IT security exceptions. The system works when the internet is down — because production never stops.
6–12 Week Turnkey Pilot with Live Press Data
We connect to your existing measurement systems and deliver a working Adaptive SPC pilot in one quarter or less. No custom development. No data migration. Pilot to Cpk improvement in weeks, not months.
Questions Stamping Supervisors Ask About Adaptive SPC
Stop Guessing. Start Sustaining Cpk 1.67+.
Your press line drifts every shift. Your control limits should too. See iFactory's Adaptive SPC in action with your own data — no cloud, no commitment, no delay.
.png)