Most automotive plants don't have one maintenance problem, they have five different ones running under the same budget line. A stamping press fails differently than a paint booth's HVAC unit, which fails differently than a robotic weld gun, which fails differently than a powertrain CNC spindle. Applying the same fixed-interval preventive schedule to all of them means some equipment gets serviced far more often than it needs, while the equipment that actually needs continuous attention only gets checked once a quarter. Condition-based maintenance replaces that one-size-fits-all calendar with sensor data that reflects each asset's actual health, but only if the sensor types are matched correctly to the failure modes each zone of the plant actually produces. Reliability teams building out a CBM program can Book a Demo to see a sensor-to-failure-mode mapping built against their own equipment list.
Stop Servicing Equipment on a Calendar It Didn't Ask For.
iFactory helps reliability teams design a CBM sensor strategy matched to what actually fails in each zone of an automotive plant, not a generic sensor package.
Why a Single Fixed Maintenance Interval Fails Every Zone Differently
A preventive schedule is built around an assumption: that a component wears out at a predictable rate regardless of how it's actually being used that week. In an automotive plant running mixed models, variable line speeds, and tooling changeovers, that assumption breaks down constantly. A stamping press running a harder-grade steel blank wears its tooling faster than the same press running an aluminum panel, but the calendar doesn't know the difference.
The result is a maintenance program that is simultaneously over-servicing and under-protecting. Low-risk equipment gets torn down on a fixed interval whether it needs it or not, consuming labor hours and introducing infant-mortality failures from unnecessary intervention. Meanwhile, equipment with a genuinely variable failure pattern — a robotic weld gun cable, a press die under uneven load — only gets inspected on the same fixed schedule as everything else, so a developing fault has weeks to grow before anyone looks at it again.
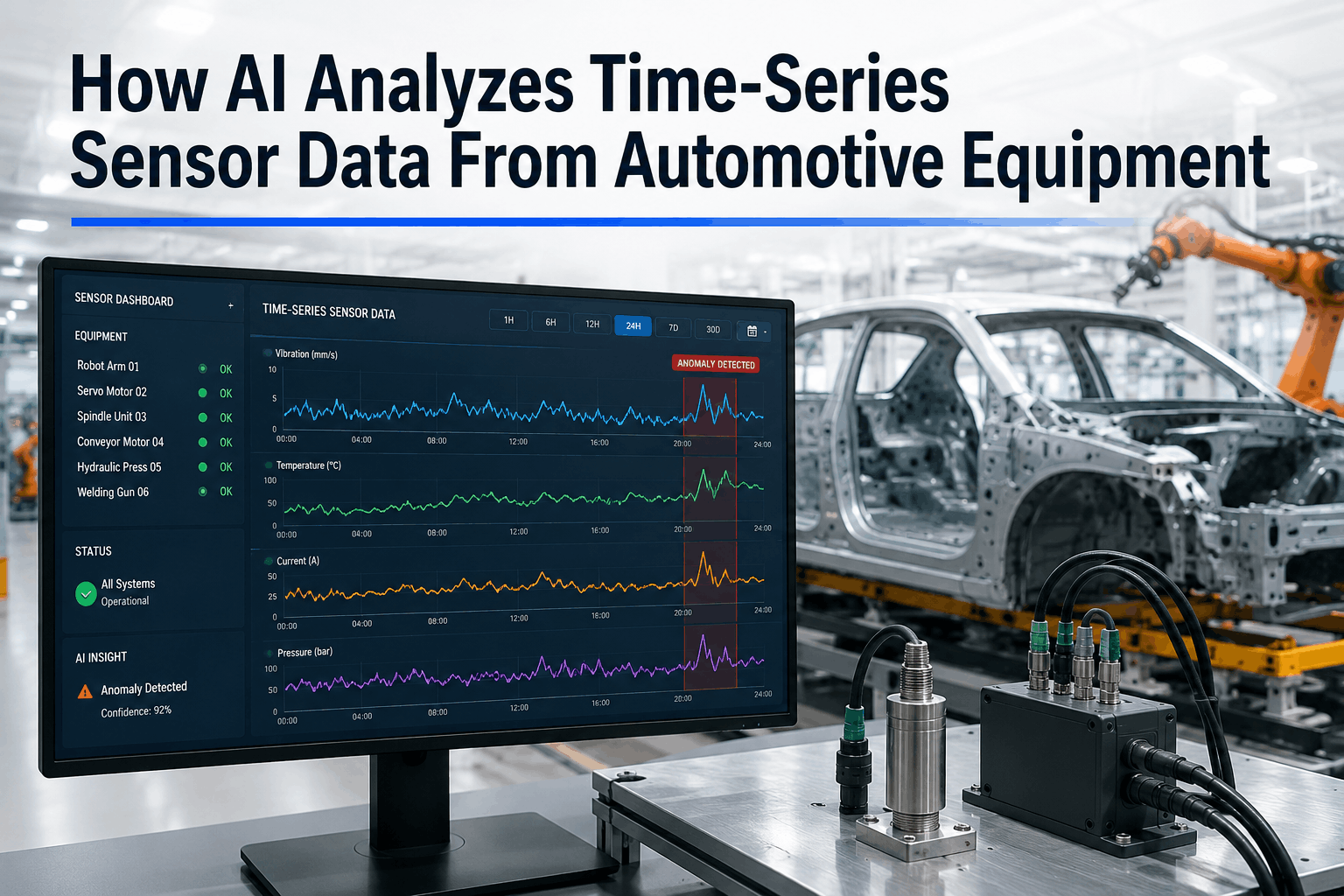
Condition-based maintenance fixes the mismatch by letting the equipment's actual sensor trend set the maintenance timing, rather than a date on a calendar. But that only works if the right sensor type is deployed against the right failure mode in the first place, which is where most CBM rollouts either succeed quickly or stall for months.
Where CBM Sits Between Reactive and Preventive Maintenance
Most plants don't jump straight from reactive repair to full condition-based monitoring. The transition typically moves through a recognizable sequence, and understanding where a given equipment class sits on that path helps decide where sensor investment pays back fastest.
Reactive Repair
Equipment runs until it fails, then gets fixed. Highest downtime cost, lowest sensor investment.
Fixed-Interval Preventive
Service happens on a calendar regardless of actual condition, reducing failures but wasting labor.
Condition-Based Monitoring
Sensor trends trigger service only when actual degradation is detected, on the equipment where it matters most.
Predictive Scheduling
Remaining useful life estimates let maintenance be scheduled during planned downtime windows well ahead of failure.
Matching Sensor Type to the Failure Mode It Actually Detects
Every sensor type is good at catching a specific category of degradation and comparatively blind to others. Deploying vibration sensors on equipment whose dominant failure mode is thermal, for instance, produces a monitoring program that looks complete on paper but misses the failures that actually happen.
Vibration Sensors
Best suited to rotating equipment: motors, pumps, spindles, and fans. Detects bearing wear, imbalance, and misalignment well before audible failure.
Temperature Sensors
Effective for electrical connections, bearings, and hydraulic systems where a developing fault generates measurable heat rise before mechanical symptoms appear.
Oil Analysis
Reveals internal wear on gearboxes and hydraulic systems through particle count and chemistry, catching degradation that vibration alone would miss.
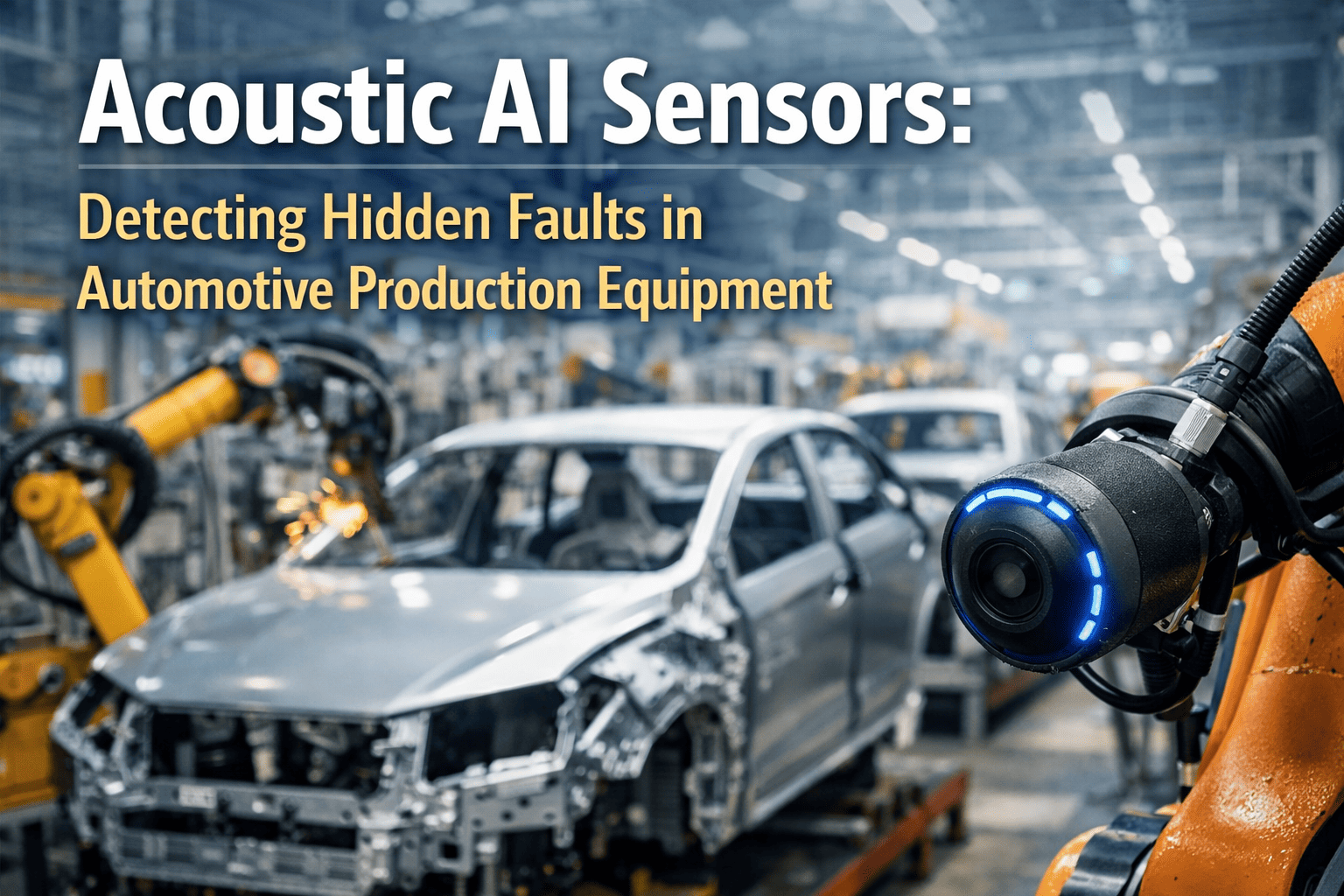
Acoustic Monitoring
Well suited to compressed air leaks, valve seat wear, and early-stage bearing defects that produce a distinct ultrasonic signature ahead of vibration changes.
What Each Production Zone Actually Needs
An automotive plant isn't a single equipment population, it's five or six distinct ones stitched together on the same line, and each zone has a different dominant failure pattern that should drive its sensor mix.
Stamping & Press Shop
Vibration on press drivetrains, acoustic monitoring for die wear, and load cell trending on tonnage to catch tooling degradation before scrap rates rise.
Body Shop & Welding
Current and vibration monitoring on robotic weld guns and servo motors, with temperature sensing on weld tip dressing cycles to flag electrode wear.
Paint Shop
Temperature and humidity sensing on HVAC and oven systems, plus vibration monitoring on pump-driven circulation equipment sensitive to cavitation.
Powertrain & Machining
Vibration and oil analysis on CNC spindles and gearboxes, where internal wear often shows up in oil chemistry before it appears on a vibration trend.
Final Assembly
Acoustic monitoring for pneumatic tool and compressed air leaks, alongside vibration sensing on conveyor drive motors that run continuously across every shift.
CBM vs. Preventive Maintenance, by the Numbers
The table below reflects the typical difference in outcomes between a fixed-interval preventive program and a properly sensor-matched CBM program across comparable automotive equipment populations.
| Factor | Fixed-Interval Preventive | Condition-Based Maintenance |
|---|---|---|
| Unplanned downtime | Baseline | -25–40% typical reduction |
| Unnecessary teardown labor | High, fixed regardless of condition | Reduced to condition-triggered only |
| Spare parts inventory | Sized for worst-case interval | Sized against actual wear trend |
| Failure lead time | None, discovered at scheduled check | Days to weeks of advance warning |
What Plants Report After a Sensor-Matched CBM Rollout
Typical reduction within the first year once sensors are matched correctly to each zone's dominant failure mode.
Reduction in unnecessary teardown hours on equipment that condition data shows does not yet need service.
Typical payback period on sensor and platform investment once avoided downtime is factored in.
Building the Sensor Strategy Before Buying Any Hardware
The biggest mistake in CBM rollouts is buying sensors before mapping failure modes. A strong program starts with a failure mode review across each zone's equipment list, ranking assets by downtime cost and current maintenance history, then matching sensor type to the dominant failure pattern each asset class actually exhibits rather than deploying a generic sensor package plant-wide.
Once the mapping is complete, a pilot typically covers one zone's highest-risk equipment first, running for eight to twelve weeks to establish baselines and validate at least one real catch against maintenance records before expanding zone by zone. Most plants have a fully mapped, prioritized sensor strategy within three to four weeks, with the first zone live on condition monitoring within a quarter.
Automotive CBM Sensor Strategy — Common Questions
Do we need to sensor every piece of equipment in the plant at once?
No, and trying to do so is one of the most common reasons CBM programs stall. A ranked rollout starting with the equipment that carries the highest downtime cost and clearest failure signature typically delivers value within the first quarter, while a plant-wide deployment can take a year or more before anyone sees a result.
How do we decide between vibration and oil analysis for gearboxes?
The two are complementary rather than competing, since vibration typically catches external symptoms like gear mesh wear and bearing defects, while oil analysis reveals internal wear through particle count and chemistry before it shows up mechanically. Many powertrain gearbox programs deploy both together for that reason.
Can existing PLC and SCADA data be used alongside new sensors?
Yes, current draw, cycle time, and load data already flowing through existing PLC and SCADA systems often provide a useful early condition signal without requiring new hardware at all, and combining that data with purpose-built sensors on the highest-risk assets is generally the fastest path to a working program. Teams can review what existing data is usable with iFactory Support.
How long before a pilot zone shows a measurable result?
Most pilot zones establish a usable baseline within four to six weeks and validate at least one genuine early catch against maintenance records within the following month, giving a working proof point before expanding to additional zones. The exact timeline depends on how variable the equipment's duty cycle is during the baseline period.
What's the right way to prioritize which zone to start with?
Ranking zones by a combination of downtime cost per hour, current unplanned failure frequency, and how clear the dominant failure signature is tends to surface the best starting point, since a zone with a well-understood failure mode produces results faster than one with highly variable conditions. Teams can Book a Demo to walk through a zone-prioritization exercise against their own equipment list.
Build a CBM Strategy Matched to What Actually Fails.
Bring your equipment list and let iFactory map sensor types to your plant's real failure modes, zone by zone.