AI Vision QC in Aerospace Engine Assembly: Quality Engineers Playbook
By Grace on June 13, 2026
The CMM queue forms between every machining cycle and every quality disposition. A fan blade completes critical bore machining in 14 minutes. The dimensional verification that confirms it waits 90 to 120 minutes behind the 8 to 12 parts already staged ahead of it on the CMM. During that wait, the machine keeps cutting. If the bore drifted on part 6, the quality engineer will not know until parts 6 through 18 are all produced and at least 8 of them require rework. This is the defining structural problem in aerospace engine assembly quality: detection latency is the primary driver of scrap volume, rework cost, and first-pass yield degradation. Every quality engineer in aerospace knows the symptom — the queue at the CMM, the operator waiting for a disposition, the nonconformance discovered three operations after the defect formed — but the underlying cause is rarely addressed at architectural level. The cause is that inspection is decoupled from production: quality confirmation happens at a separate station, on a separate cycle, operated by a separate team. AI vision quality control closes this gap by embedding inspection into the production cycle itself.
AI Vision QC · Real-Time SPC · AS9100 Records · Scrap Reduction
In Aerospace Engine Assembly, Every Minute the CMM Queue Grows, Scrap Compounds. AI Vision QC Eliminates the Queue.
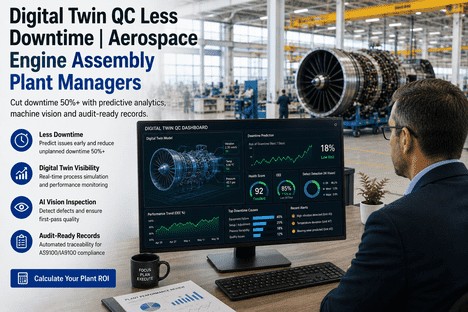
iFactory's AI vision quality platform inspects every feature on every part at line speed, feeds results into adaptive SPC for live Cpk, and generates AS9100-compliant quality records — without adding a single minute to production cycle time.
The Inspection Latency Problem: What the CMM Queue Costs Every Shift
The 2025 ZEISS Manufacturing Insights Report found that 47% of manufacturers identify time-consuming inspection processes as their top operational challenge. In aerospace engine assembly, the CMM is the bottleneck even when it runs at full capacity — not because the CMM is slow, but because the inspection model is structurally reactive. A part reaches the CMM only after it is fully machined. By the time the CMM confirms the deviation, the machine has already produced the next batch of parts under the same drifting condition. This is not a metrology problem. It is a detection architecture problem that generates three compounding costs:
10-15%
Cost of Poor Quality
Aerospace industry cost of poor quality as a share of total revenue — a figure that has remained steady for a decade despite increasing inspection investment
45-120 min
Per-Batch CMM Wait Time
Every batch waits between the machine cycle and quality disposition — during which the machine continues producing parts under the same process conditions that may be drifting
30-50%
Scrap Reduction Achievable
Documented scrap reduction range when AI vision QC replaces sample-based end-of-line inspection with real-time per-part detection at the machine
The gap between inspection and production is where scrap compounds. Every part produced between the onset of a process drift and its detection at the CMM is a part that either becomes scrap or requires rework. The economic consequence is measurable: for a facility with $60-80 million in annual machining cost and a 4-5% scrap rate, each percentage point of scrap reduction represents $600,000 to $800,000 in recovered material and machining cost. A documented aerospace case study using AI quality integration achieved a 35% scrap reduction — from 4.7% to 3.05% — recovering $2.8 million annually within 90 days of deployment.
The Three Costs of Detection Latency in Engine Assembly
1
Batch Propagation of Drift
When a bore diameter drifts by 0.0003 inches on part 6 of an 18-part batch, the CMM discovers it at the end of the cycle. Parts 6 through 18 were all produced under the same tool condition. The rework cost compounds eightfold or twelvefold because the first article was not inspected until all articles were complete.
2
Supervisor Time in Queue Management
Every shift, the supervisor allocates 30-45% of available time to managing the CMM queue — prioritising which parts to inspect first, expediting hot lots, re-prioritising when a machine goes down. This time is consumed by logistics when it should be invested in process improvement.
3
Root Cause Blindness
When inspection data, machine process parameters, and material batch records exist in separate systems, a CMM failure triggers a manual investigation that takes 2 to 3 weeks. During that investigation, the process condition that caused the defect may have already resolved itself or shifted, making the root cause permanently undetermined.
In-Process Inspection · Live Cpk · Predictive Alerts · AS9100
The CMM Queue Is Not the Root Cause. It Is the Symptom. AI Vision QC Is the Correction.
iFactory integrates AI vision defect detection, adaptive SPC, and predictive analytics into a single platform that inspects every part at line speed — no queue, no detection latency, no batch propagation.
The AI Vision QC Architecture for Engine Assembly Quality Engineers
iFactory's AI vision quality platform for aerospace engine assembly operates as a three-stage pipeline running continuously on every part, every cycle, every shift. Each stage serves a distinct quality function, and all three execute without operator intervention, feeding a unified dashboard that shows the quality engineer the live status of every inspected feature across every active part.
Stage One
Deep Learning Defect Detection
Real-time surface and dimensional inspection at line speed
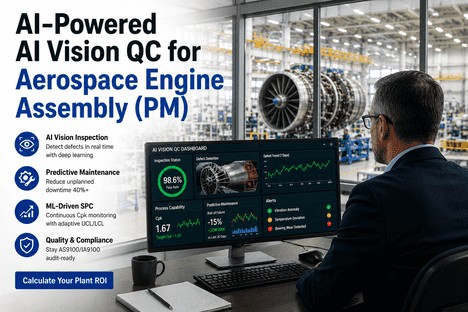
AI vision cameras positioned at the machine capture every part surface at full production speed. The deep learning model — trained on thousands of labelled aerospace component images covering surface cracks, tool mark anomalies, burr formation, discolouration, dimensional edge deviations, and chatter signatures — classifies every image region in real time. Detection latency is under 100 milliseconds per frame. The model achieves 93% precision and 81% recall on aero-engine surface defects, matching or exceeding the accuracy of manual visual inspection while running at 138+ frames per second. Every defect is logged with the part serial number, defect type, severity grade, and image coordinates.
Surface crack detection
Chatter mark identification
Dimensional edge deviation
Stage Two
Adaptive SPC and Live Cpk
Self-tuning control limits and real-time process capability tracking
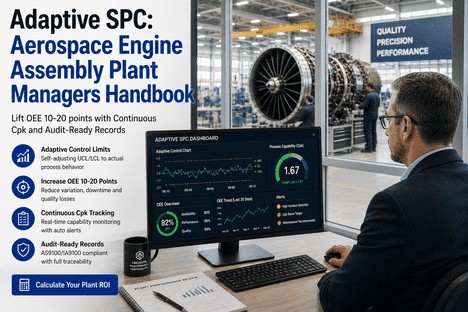
Every defect detection event is streamed to the adaptive SPC engine, which cross-correlates the visual defect with machine parameters — spindle load, feed rate, coolant temperature, tool wear state, and material batch. The SPC engine recalculates control limits dynamically against the current process baseline: limits tighten when the process is stable to increase sensitivity, and transition smoothly when a programme change or material lot change introduces a new regime. Cpk is recalculated per characteristic after every part, not every shift. When Cpk trends below the configured threshold (1.33 for standard features, 1.67 for flight-critical features), a ranked alert fires with the primary driver identified — tool wear correlated against spindle load trend, thermal drift correlated against coolant temperature, or material variation correlated against cutting force signatures.
Per-part Cpk update
Adaptive control limits
Ranked root cause alerts
Stage Three
AS9100 Audit-Ready Records
Automatic quality documentation for every serial number
Every image captured, every defect classified, every parameter correlation, and every quality disposition is logged automatically against the part serial number. The vision record includes the inspection timestamp, camera ID, model version, inference output, confidence score, and human disposition where applicable. The record links to the machine programme version, cutting tool lot and life count, material billet ID, and operator ID at time of production. For AS9100 and NADCAP auditors, this demonstrates that the part received 100% surface and dimensional inspection during production — a materially stronger compliance position than sample-based manual inspection. The complete record is exportable in structured format for any date range, part number, or workcentre, with zero manual compilation required.
Per-serial-number traceability
One-click audit export
100% inspection evidence
What the Quality Engineer's Dashboard Shows
The AI vision QC dashboard is designed around the decisions a quality engineer makes every shift. It consolidates the inspection status of every active part, the Cpk trend for every critical characteristic, and the alert queue for every machine — replacing the fragmented view of separate CMM reports, control charts, and shift logs with a single screen the quality engineer uses as the primary decision tool.
Live View
Per-Part Inspection Status and Feature Map
For every active part on every machine, the quality engineer sees the total features inspected, the number passed, the number flagged for review, and the overall pass/fail status. Clicking any flagged feature opens the captured image with the AI classification overlay, the confidence score, and the option to accept, reject, or request re-inspection. The feature map updates after every machine cycle — there is no interval between part completion and inspection result.
Trend View
Cpk Trend by Characteristic Across All Active Programmes
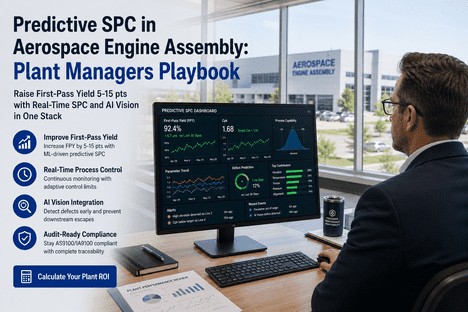
Cpk is calculated per characteristic per part and displayed as a live trend line with the current value and projected trajectory. The quality engineer sees whether capability is improving, holding, or declining — not as an end-of-shift report, but as a real-time feed that updates after every part. When Cpk falls below the configured threshold for any characteristic, the system identifies the primary driver with a ranked root cause alert and recommended corrective action.
Alert View
Ranked Alert Queue With Root Cause Diagnosis
Every alert is ranked by severity and includes the identified primary driver with a confidence score. For a bore diameter trending towards the upper spec limit, the alert shows tool wear progression at 82% of expected life on insert 3 with a recommended action. False alarms from static control limits are eliminated — adaptive limits that move with the current process regime ensure every alert reflects genuine risk requiring attention, not a limit calibrated for a prior programme version or material batch.
Compliance View
AS9100 Documentation and Audit Export
Every part produced has a complete quality record — inspection results, SPC charts, Cpk values, defect images, human dispositions, and machine context data — assembled automatically and searchable by serial number. For an AS9100 or NADCAP audit, the quality engineer exports the full documentation package for any date range, product programme, or workcentre in a single click. Audit preparation drops from days of manual data compilation to a structured export that proves every part received 100% inspection during production.
Our CMM queue was running 10 to 15 parts deep every shift. We accepted it as a fixed constraint — you cannot inspect parts faster than the CMM can measure them. When we deployed AI vision at the machine, we learned that the queue was not the constraint. The queue was the consequence of an inspection architecture that separated production from quality confirmation. Within the first 30 days, we eliminated the queue entirely. Defects that had been propagating across 8 to 12 parts before detection were caught at the machine in the same cycle. Our scrap rate on the engine blade line dropped from 4.7% to 3.1% in the first quarter. The inspection time that disappeared from the queue was recovered as production capacity. The economic impact was not incremental — it was structural.
Predictive Defect Forecasting: Closing the Gap Between Detection and Prevention
Real-time detection eliminates the inspection queue. Predictive forecasting eliminates the detection lag itself. iFactory's AI quality platform includes a predictive engine that analyses current process parameters against historical patterns to forecast defect risk 2 to 24 hours before the quality test confirms it. For crush strength failures that emerge 4 to 8 hours after induration in related mineral processing, or for surface defects that are discovered at NDT stations three operations downstream, this provides the quality engineer with an intervention window measured in hours — enough time to isolate affected batches for additional testing, adjust process parameters for the next run, or authorise a production hold before additional product is committed.
92%
Defect prediction accuracy achieved by AI-powered SPC systems analysing hundreds of process parameters simultaneously
15%
Overall yield improvement when AI-SPC predicts yield issues 24 hours ahead, enabling corrective action before defects are produced
93%
AI vision precision on aero-engine surface defects — matching or exceeding the accuracy of experienced manual inspectors
35%
Scrap reduction documented in aerospace AI quality deployment — recovering $2.8 million annually across three facilities
Conclusion
The CMM queue is not an inevitability of precision manufacturing. It is the symptom of an inspection architecture that decouples quality confirmation from the production cycle. Every minute a part spends in the queue represents detection latency, and every batch produced under that latency represents scrap that the quality system is structurally unable to prevent. AI vision quality control eliminates the queue by embedding inspection at the machine, running at line speed, on every part, without adding a single minute to cycle time.
The evidence base across aerospace engine assembly and component manufacturing deployments in 2025 and 2026 is consistent and measurable. AI vision inspection achieving 93% precision and 81% recall on aero-engine surface defects. Adaptive SPC eliminating false alarm noise and delivering per-part Cpk tracking. Predictive forecasting providing 2-to-24 hour intervention windows with 92% documented accuracy. And documented scrap reduction of 30-50% within 3 to 6 months of deployment, with the upper end achieved by operations that combine AI vision with adaptive SPC and maintenance data correlation.
The quality engineer's role transitions from retrospective auditor — investigating defects discovered three operations after they formed — to real-time process authority: monitoring the live dashboard, responding to ranked alerts with identified root causes, and closing the loop between defect detection and process adjustment within the same production cycle. This is not an incremental improvement to the existing inspection model. It is a structural change in what aerospace engine assembly quality looks like when inspection latency is eliminated.
Inspection Latency Is the Hidden Driver of Aerospace Scrap. Eliminate It With AI Vision QC. Get a Free Cpk and Compliance Audit.
iFactory's AI vision quality platform for aerospace engine assembly quality engineers — deep learning defect detection at line speed, adaptive SPC with live Cpk, predictive defect forecasting, and AS9100 audit-ready records generated automatically on every part, every shift.
The AI vision model initialises using a minimum of 2,000 to 5,000 labelled images covering the defect types relevant to your components — surface cracks, tool mark anomalies, burrs, discolouration, edge deviations, and chatter signatures. If historical labelled data is not available, iFactory provides a rapid data collection and model training service that deploys temporary capture hardware on your line for 5 to 10 production shifts, collects the required image dataset, and trains the initial model within 2 to 4 weeks. The model deploys in shadow mode first — generating defect classifications in parallel with your existing CMM inspection without driving decisions — allowing the quality engineer team to validate detection accuracy against known good and known defective parts before relying on the output for production dispositions. Shadow mode typically runs for 5 to 10 production shifts. For components with established defect libraries or existing machine vision data, the data collection phase is shortened proportionally. Talk to an expert about the specific data requirements for your engine component portfolio.
Every AI vision inspection event is logged automatically against the part serial number with the inspection timestamp, camera ID, model version and revision, inference output for each inspected feature, confidence score, and human disposition where applicable. The record links to the machine programme version, cutting tool lot and life count, material billet ID, and operator ID active at time of production. This meets the AS9100 Clause 8.5.2 requirement for documented in-process verification and the NADCAP audit requirement for traceable inspection records. For AS9102 First Article Inspection, the AI vision record provides per-feature evidence that every characteristic was verified during production — a materially stronger compliance position than sample-based manual inspection records. The complete documentation package for any part number, date range, or workcentre is exportable in structured format with a single click. The key compliance advantage is that the AI vision record is generated as part of the production cycle, not reconstructed the night before an audit. Book a Demo to see the AS9100 vision record format and audit review workflow configured for your engine assembly line.
Yes. iFactory's product programme architecture registers each engine programme as a separate specification profile with its own feature set, tolerance ranges, critical characteristics, and Cpk thresholds. When the production line transitions between programmes, the active specification profile switches automatically and the adaptive SPC limits transition to the new programme baseline without generating false alarms during the changeover. The AI vision model supports programme-specific defect classification libraries — a crack tolerance that is acceptable on a non-structural housing feature may be rejectable on a turbine blade, and the system applies the correct classification rule per programme. Historical quality data is segmented by programme automatically, so the quality engineer can compare Cpk performance on a LEAP programme versus a GEnx programme without manual data sorting. For facilities producing multiple engine programmes in the same week, the system maintains separate defect histories, SPC records, and audit documentation by programme. Book a Demo to see multi-programme AI vision QC configured for your engine assembly production portfolio.
iFactory deployments in aerospace engine assembly typically achieve measurable scrap reduction within 60 to 90 days of go-live. The initial 2 to 4 weeks cover AI vision model training, integration with machine controllers and existing data systems, and shadow-mode validation. Once live production inspection begins, the first scrap reduction impact is typically observed within 30 to 45 days as previously undetected or late-detected defects are caught at the machine and corrected before additional parts are produced. The scrap reduction compounds over the following 60 to 90 days as the adaptive SPC engine accumulates process correlation data and the predictive forecasting model reaches full accuracy. Documented aerospace deployments have achieved 35% scrap reduction within 90 days, recovering the platform investment within 4 to 6 months. The fastest payback cases occur when the platform identifies a high-frequency defect root cause in the first month that, once addressed, reduces scrap by more than the platform's annual cost in a single quarter. Talk to an expert about the deployment timeline for your specific engine assembly line configuration.
Every Minute in the CMM Queue Is Scrap That Has Already Been Decided. AI Vision QC Decides at the Machine.
iFactory's AI vision quality platform for aerospace engine assembly — deep learning defect detection, adaptive SPC with live Cpk, predictive forecasting, and AS9100-compliant audit records on every part. Get a free Cpk and compliance assessment for your engine assembly line.