How Quality Engineers Use Predictive SPC in Aerospace Engine Assembly
By Grace on June 13, 2026
In aerospace engine assembly, a single non-conforming component does not become scrap in isolation — it becomes the nucleus of a cost event that compounds across every downstream stage it passes through undetected. A turbine blade that clears the first inspection station with a dimensional drift that sits just inside static SPC limits reaches final assembly before the deviation pattern becomes visible. By then, the material cost is the smallest number in the write-off. Quality engineers working under AS9100 requirements understand the stakes of that scenario: the scrap cost, the rework hours, the First Article Inspection implications, and the customer notification that follows if the part has already shipped. What predictive SPC changes is where in that chain the problem surfaces — not at the downstream confirmation test, but at the upstream process signal, before the non-conforming part is made.
Quality Engineers Cutting Scrap 30–50% in Aerospace Engine Assembly Are Not Running Harder SPC — They Are Running Smarter Limits.
iFactory's predictive SPC platform gives aerospace quality engineers self-tuning control limits, multi-variable defect forecasting, and AS9100-aligned compliance records — built for the tolerance demands of engine assembly, not adapted from a generic manufacturing template.
Scrap reduction documented in aerospace precision manufacturing operations deploying AI-native SPC with predictive defect forecasting
2–5×
Earlier drift detection when ML control limits replace Western Electric rules in multi-variable engine assembly environments
60–70%
Reduction in inter-batch quality variance when well-governed AI quality systems are deployed across engine assembly lines
3–5%
Current aerospace scrap-to-sales benchmark — the entry point predictive SPC is designed to move downward, not absorb
Why Static SPC Breaks Down in Aerospace Engine Assembly
Engine assembly is not a single-variable manufacturing environment. A turbine disk goes through dozens of process stages — rough machining, heat treatment, finish grinding, EDM, coating, and final inspection — each generating process data that is individually within limits and collectively predictive of a quality outcome that no individual chart would identify. Static SPC was designed for a world where one chart monitors one variable in one process. That world does not describe engine assembly. The consequence is systematic: quality engineers maintain dozens of control charts, each technically compliant, while the real defect signal is distributed across six parameters that only predict risk in combination. Predictive SPC monitors those combinations. Static SPC cannot.
Three Ways Static SPC Creates Scrap Risk in Engine Assembly — and the Predictive Fix for Each
Failure Mode 01
Univariate Limits Miss Multi-Variable Drift
Temperature deviation of 4°C, spindle load variation of 3%, and coolant pressure drop of 8 PSI — each individually within limits. Together, in a specific material lot, they predict a surface integrity failure that does not appear until NDT at final inspection. Static SPC clears all three charts. The non-conforming part advances through three more assembly stages before detection.
Predictive fix: Multi-variable pattern monitoring detects the combination before the next machining pass runs.
Failure Mode 02
Material Lot Changes Invalidate Existing Limits
Inconel 718 from a different melt lot behaves differently under the same cutting parameters — different work-hardening rate, different surface finish response, different tool wear rate. The control limits were calibrated on the previous lot. The new lot generates a pattern that looks like process drift to the static chart and like normal variation to the operator who has seen it before. The limits are right for the wrong material.
Predictive fix: Material lot change triggers limit recalibration. The new baseline reflects the actual material being processed.
Failure Mode 03
Detection Lag Converts Drift Into Scrap
In high-mix engine programs, a process shift that begins at the start of a shift does not appear in the SPC review until shift-end reporting — or later, when the CMM results return from the quality lab. By then, the drift has run for hours. The parts it produced are already in WIP or committed to the next assembly stage. The cost is not the drift itself — it is the lag between drift onset and detection. Static SPC has no mechanism to close that lag. Predictive systems do.
Predictive fix: Drift detected in real time. Intervention window opens before the next part is produced.
How Predictive SPC Works in an Engine Assembly Quality Programme
The architecture of predictive SPC in engine assembly is not a control chart replacement — it is a control chart upgrade. The statistical foundation remains: process data is collected, analysed against a baseline, and compared to defined limits. What changes is the intelligence layer on top. The baseline updates continuously rather than quarterly. The limits respond to material lot, process regime, and component type in real time. And the detection algorithm operates across multiple parameters simultaneously, identifying patterns that predict quality outcomes rather than patterns that describe individual variable behavior. The result is a quality system that functions the way a skilled quality engineer thinks — connecting what is happening across the process right now to what that pattern has historically produced.
Layer 01
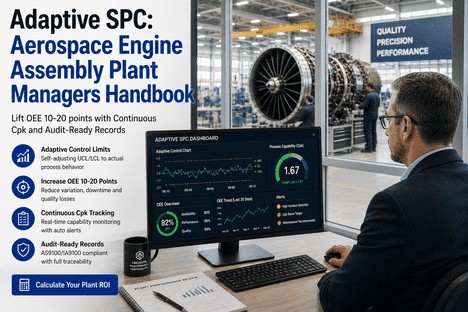
Self-Tuning Control Limits
Limits that recalibrate with every material lot, recipe, and process regime transition
The adaptive limit engine maintains a rolling statistical model of every monitored process characteristic — dimensional outputs, surface finish measurements, torque values, thermal profiles — and recalculates UCL and LCL against this model continuously. When a material lot changes, the model detects the regime shift and initiates a controlled transition to the new baseline without generating false alarms during the window where the process is legitimately resettling. Quality engineers see control charts where every alarm is real — not a legacy of limits that stopped tracking actual process behavior at the last capability study.
Continuous recalculation
Material lot awareness
Regime transition logic
Layer 02
Multi-Variable Defect Prediction
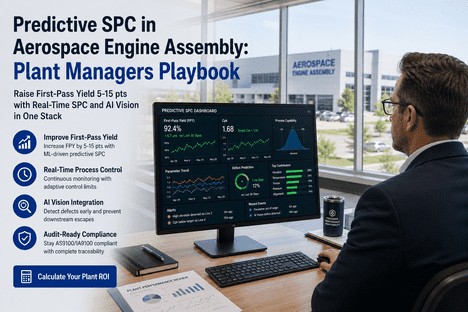
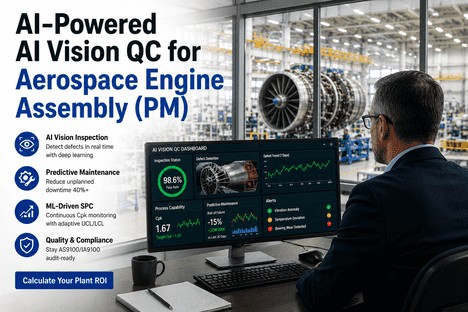
Pattern recognition across hundreds of parameters to forecast quality outcomes before inspection confirms them
The predictive layer uses an ML model trained on historical process variable combinations paired with their inspection outcomes — dimensional conformance, surface integrity, NDT pass/fail, final assembly fit. When the current parameter pattern matches a historical profile associated with a non-conformance, the system generates a predictive quality alert before the CMM or NDT result is available. For engine-critical features — blade airfoil geometry, disk bore dimensions, seal groove tolerances — this provides an intervention window measured in process cycles rather than inspection lab turnaround times. Quality engineers can hold the part for priority inspection, adjust process parameters for the next cycle, or escalate to engineering review before scrap is confirmed.
Dimensional drift forecast
Surface integrity alert
NDT risk prediction
Layer 03
AS9100-Ready Compliance Records
Automated documentation chain from predictive alert through CAPA closure, exportable for any audit scope
Every limit recalculation, every predictive alert, every quality engineer action, and every inspection result is logged automatically with a timestamp, the material lot code, the operation number, and the part serial number active at the time. This creates the traceability chain that AS9100 Clause 8.5.2 demands — not just a record that a non-conformance was detected, but a record showing the adaptive system flagged the risk before detection, what intervention was taken, and whether Cpk improved following the corrective action. Limit change logs include the statistical rationale for every recalculation, which is the documentation an AS9100 auditor needs to validate that the quality programme is maintaining current, defensible control limits rather than limits calibrated on obsolete process data.
AS9100 nonconformance log
Cpk by part number and lot
Limit change audit trail
Predictive · Adaptive · AS9100-Aligned
The Scrap Event Your Static Control Chart Is About to Miss Already Has a Pattern. Predictive SPC Finds It First.
iFactory's predictive SPC platform is built for aerospace engine assembly quality engineers who need to cut scrap, not document it. Get a free Cpk and compliance audit to see exactly where your current control limits are leaving quality risk on the table.
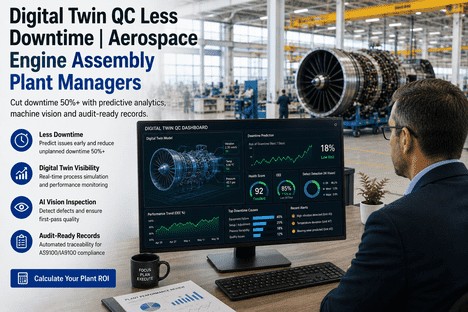
What Quality Engineers See in the Predictive SPC Dashboard
The quality engineer's dashboard is not a process monitoring interface — it is a quality risk management tool. Every view is designed around a question that quality engineers in engine assembly programmes need answered continuously: Where is the scrap risk right now? Which parameter combination is driving it? Is the Cpk trend moving toward or away from the flight-critical feature tolerance? And when the AS9100 auditor arrives, what does the record show about what the quality programme knew before the nonconformance was confirmed?
Dashboard View 01
Live Scrap Risk by Operation and Part Number
A real-time view of defect risk across all active operations — rough machining, finish grinding, EDM, coating, and assembly — with current risk status (in control, trending, elevated) and the top-ranked parameter combination driving any elevated zone. Quality engineers see the engine assembly quality status in one view, without navigating station by station. Elevated operations display the specific parameter combination that has triggered the predictive alert, with historical context showing how often that combination has preceded a nonconformance in the current part family.
Cpk is calculated continuously for every monitored quality characteristic and displayed against the feature's criticality level — flight-critical features are held to a 1.67 floor, safety-significant features to 1.33, and standard features to 1.0. The trend line shows current capability, the trajectory over the last configurable window, and the projected Cpk at current rate of change. A falling Cpk trend on a flight-critical bore diameter triggers an escalation path before it crosses the 1.67 threshold — not after. The live Cpk view is the closest thing to a quality engineer having a continuous, real-time view of airworthiness risk across all active part numbers.
Quality engineer action: Flight-critical Cpk decline triggers engineering escalation before the threshold is crossed.
Dashboard View 03
Scrap Pareto — Ranked by Operation, Material Lot, and Part Family
The scrap Pareto automatically ranks nonconformance events by operation, material lot, part family, and time period — making systemic patterns visible that isolated CAPA investigations never connect. A quality engineer who sees that 65% of surface integrity rejections occur within the first 12 hours after a new tool batch is qualified has a systemic protocol finding, not a series of isolated events. The Pareto is generated from the predictive SPC event log without manual data compilation, and it is filterable by any combination of operation, part number, material lot, and date range.
Quality engineer action: Pareto patterns drive protocol changes. Individual corrective actions stop repeating as isolated responses to systemic causes.
Dashboard View 04
CAPA Effectiveness — Closed Loop From Predictive Alert to Verified Resolution
Every predictive SPC alert that generates a corrective action is tracked from the alert through the Cpk trend following the intervention. If the same parameter combination generates another predictive alert within the effectiveness monitoring window after a CAPA is closed, the system automatically flags the CAPA as ineffective and re-opens the investigation record. This is the documentation mechanism that AS9100 Clause 10.2 requires for demonstrating effectiveness evaluation — and it happens automatically, without relying on a quality engineer's memory to connect the second event to the first. The CAPA effectiveness record includes the predictive alert history, the Cpk trend before and after the intervention, and the recurrence flag if applicable.
Quality engineer action: CAPA re-opens automatically on recurrence. Effectiveness is verified by Cpk trend, not ticket status.
"
We had a surface integrity problem on a turbine disk bore that had been recurring in corrective action for eleven months. The event numbers were different. The material lot was sometimes different. But the root cause column in every CAPA said essentially the same thing. When we moved to predictive SPC and built the scrap Pareto across all eleven events, the pattern was obvious in about forty minutes: every occurrence followed a specific combination of spindle load and coolant temperature that only appeared when we were in the last 15% of tool life on a particular insert grade. No single event was severe enough to escalate to engineering as a systemic issue. The aggregate was unmistakable. We changed the tool replacement protocol. The event has not recurred in seven months.
AS9100 Clause 8.5.1 requires that controlled production processes use monitoring, measuring, and control methods. What the clause does not specify is whether those methods must be static. The strongest compliance position is not a system that documents what happened — it is a system that demonstrates the quality programme was actively managing the risk before the nonconformance was confirmed. Predictive SPC creates that documentation structure automatically. Every limit change is logged with its statistical rationale. Every predictive alert is recorded against the part and operation it flagged. Every CAPA includes the Cpk trend that validates or fails to validate its effectiveness. When an AS9100 auditor reviews the quality system, the record does not show a programme that reacts to defects — it shows a programme that predicts them, intervenes before they are produced, and verifies that interventions hold over time.
The approaching IA9100 transition — expected to introduce expanded product safety requirements and closer alignment with APQP processes — makes this documentation structure more critical, not less. Quality engineers who deploy adaptive SPC now are building the evidence base that the next standard revision will require, ahead of the transition deadline rather than during it. The limit change log alone — showing every adaptive recalculation, its trigger, and its statistical basis — is the kind of process control evidence that audit teams from OEM customers and certification bodies increasingly expect to see alongside the static capability studies that legacy SPC systems produce.
Conclusion
Scrap reduction in aerospace engine assembly is not achieved by running more control charts. It is achieved by making the control charts smarter — limits that track the process as it actually runs across material lot transitions, tool changes, and process regime shifts; detection that operates across the full multi-variable pattern of the process rather than one characteristic at a time; and prediction that surfaces defect risk before the inspection result confirms it. That is what predictive SPC delivers, and the documented range of outcomes across aerospace precision manufacturing operations — 30 to 60% scrap reduction, 60 to 70% inter-batch variance reduction, 2 to 5 times earlier drift detection — reflects the structural difference between a quality system that watches the process and one that understands it.
The quality engineer who deploys predictive SPC is not replacing their quality judgement — they are giving it better inputs. The scrap Pareto that surfaces the systemic tool life protocol issue after eleven months of corrective actions is a tool for quality engineering, not a substitute for it. iFactory's predictive SPC platform is built to give quality engineers in aerospace engine assembly programmes that level of visibility, with the AS9100-aligned documentation structure that makes every finding defensible in an audit.
Book a Demo to see predictive SPC configured for your engine assembly part family and material profile, or talk to an expert about a free Cpk and compliance audit for your current quality programme.
Frequently Asked Questions
Short-run SPC is one of the most persistent limitations of traditional statistical control in aerospace — when a part number runs 20 or 30 units before transitioning to the next programme, standard control charts never accumulate enough data to establish a statistically reliable baseline. iFactory's predictive SPC platform addresses this through two mechanisms. First, it maintains capability models by feature family and material classification — dimensional bore features in Inconel 718 share a model that accumulates data across part numbers with similar geometry and material, building a statistically robust baseline even when individual part number volumes are low. Second, the transfer learning capability allows a new part number to inherit a starting limit profile from its closest historical analogue, with the adaptive engine tuning those limits as actual production data accumulates. Quality engineers see defensible control limits from the first production run rather than a warning that says "insufficient data." Book a Demo to see short-run configuration for your engine programme mix.
iFactory ingests process data from the process historian, machining centre DNC/DCC feeds, CMM output files, LIMS quality test results, and manual inspection records through a configurable data integration layer. The platform does not require a real-time OPC-UA connection to every machine in the facility — it can initialise using historical process data from existing systems and begin generating predictive models without a new sensor deployment. Integration with CMM DCC systems is direct: dimensional results feed into the Cpk trend in real time as CMM programmes complete, and the predictive alert engine correlates those results against the process parameter history for each measured part. For facilities with established LIMS deployments, iFactory's LIMS connector pulls quality test outcomes automatically into the predictive model training and validation loop. Talk to an expert about the integration architecture for your specific system environment.
Every limit recalculation is recorded in a structured limit change log that includes the timestamp, the triggering event (material lot transition, process regime shift, statistical baseline update), the previous UCL and LCL values, the new values, the data window used in the recalculation, and the algorithm parameters applied. This log is exportable in a format suitable for direct QMS documentation inclusion and is searchable by part number, operation, material lot, and date range. When an AS9100 auditor asks why a control limit changed, the log provides a documented, statistically grounded answer — not a note that says "limits updated by quality engineer." For programs transitioning toward IA9100, the limit change log also provides the process safety evidence base that expanded product safety requirements are expected to reference. Book a Demo to review the limit change log format against your current AS9100 documentation requirements.
Yes. iFactory's feature criticality architecture registers each monitored characteristic against a criticality tier — flight-critical, safety-significant, or standard — with a configurable Cpk floor, warning threshold, and alert escalation path for each tier. A flight-critical bore dimension running at 1.70 Cpk with a falling trend triggers a quality engineer notification at 1.67 and an automatic engineering escalation at 1.50 — with the escalation record including the full parameter history and predictive alert log for that feature. Standard features follow a lighter escalation path appropriate to their risk level. This tiering means the quality engineer's alert queue reflects genuine risk priority rather than treating a surface finish characteristic and a turbine blade root geometry with the same urgency. Criticality tiers are configured during implementation and can be updated as part classification changes with programme revisions. Talk to an expert about configuring feature criticality tiers for your engine component classifications.
Your Current Scrap Rate Has a Pattern Your Static SPC System Is Not Seeing. Get a Free Cpk and Compliance Audit.
iFactory's predictive SPC platform for aerospace engine assembly quality engineers — self-tuning control limits, multi-variable defect forecasting, AS9100-aligned documentation, and CAPA effectiveness tracking built into a single quality management system designed for the tolerance demands of engine assembly programmes.