.png)
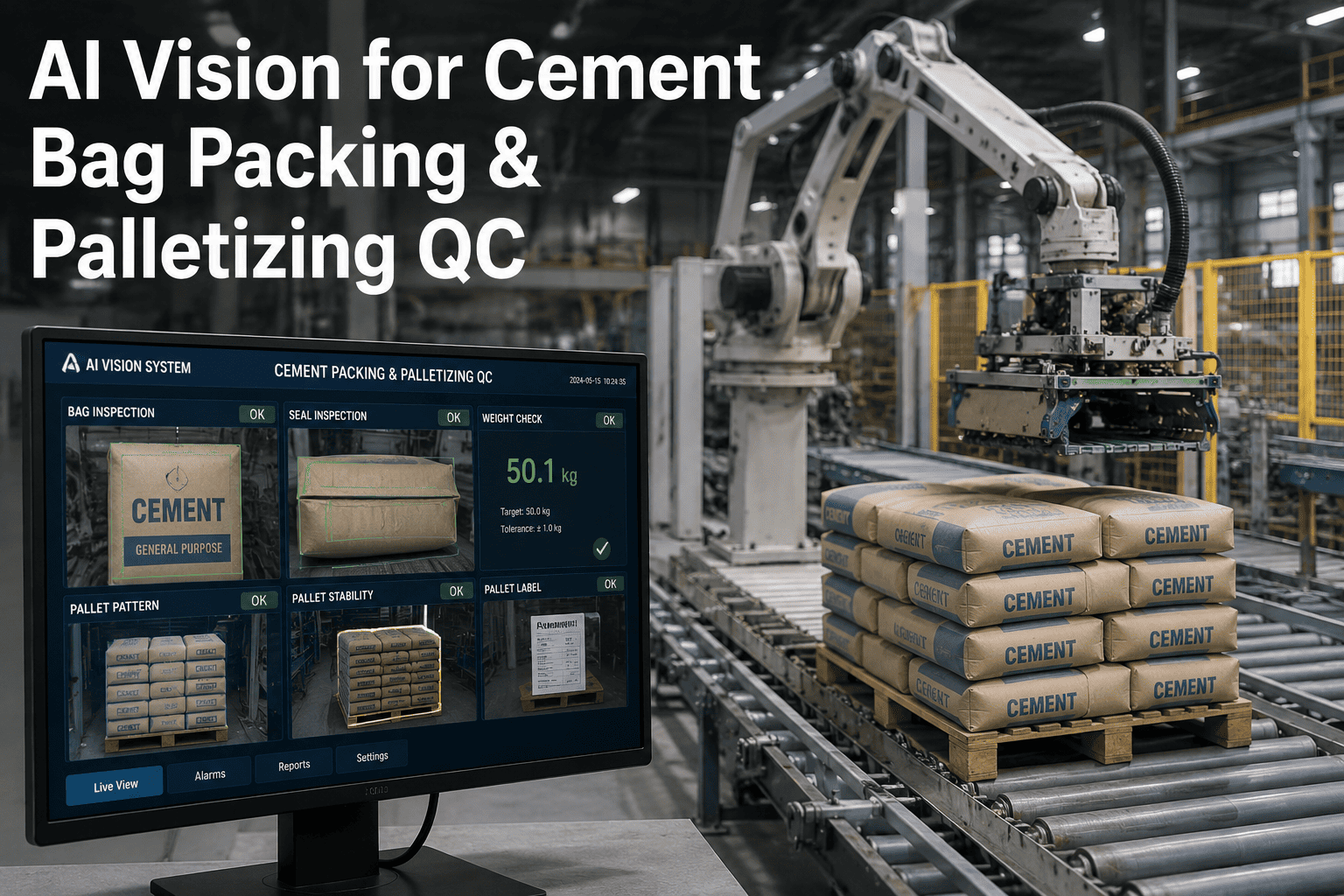
A torn cement bag that makes it onto a customer pallet is not a quality incident — it is a customer relationship incident. The 50-kilogram bag that split at the seal, the misprint that went unread by the fill sensor, the underweight unit that the mechanical scale flagged but the line operator cleared anyway — these are the failures that generate return claims, destroy brand trust, and trigger quality audits that cost far more than the bag itself. Torn cement bag detection via edge AI vision eliminates all three failure modes simultaneously. Industrial cameras above the packing conveyor feed a real-time deep-learning inference engine that evaluates every bag in under 100 milliseconds — detecting tears, seal failures, misprints, and weight anomalies — and triggers an automated divert gate before any defective unit reaches the palletizer. For U.S. cement packing operations running two to four lines at 1,200 to 2,000 bags per hour this is the gap between a reactive quality program and a proactive one. Schedule a Vision Inspection Walkthrough.
The technical case for edge-deployed bag inspection is clear and the commercial case is straightforward — but the implementation decisions that determine whether a vision system achieves 99%+ defect catch rates or settles for 90% are not obvious from a vendor brochure. This guide covers defect taxonomy, camera and illumination architecture, automated divert system integration, and the data workflow that connects every rejected bag to a traceable quality record in your MES or ERP. Book a cement vision AI session to map the right configuration for your line.
The Four Defect Categories That Escape Manual Inspection
Manual inspection on a packing line running 1,500 bags per hour means an inspector has approximately 2.4 seconds to evaluate each bag. Under those conditions, tears smaller than 15mm, subtle seal fold failures, partial misprints, and underweight bags that are within 2–3% of nominal are routinely passed. Each of these failure modes has a different downstream cost profile — and a different camera and model requirement for reliable machine detection.
Camera Architecture: Getting the Hardware Right for a Cement Environment
The cement packing hall is one of the most demanding environments for industrial vision hardware. Airborne cement dust settles on lenses and diffuses illumination. Vibration from packer head impact loads camera mounts at 5–20 Hz. High-speed bags create motion blur on cameras with inadequate shutter speed. And the combination of hot bags exiting the fill station with ambient air creates localized thermal shimmer that degrades image sharpness. Every camera specification decision either mitigates or compounds these challenges.
The Automated Divert Workflow: From Detection to Rejected Bag in Under 500 ms
Detection without diversion is an alarm system, not a quality control system. The automated divert workflow — the physical and data pathway from a defect classification to a bag removed from the production stream — is where the vision system's accuracy translates into zero defective bags reaching the palletizer. The workflow has three components: the divert gate mechanism, the timing control integration, and the rejection logging pipeline.
MES Integration and Quality Traceability: Turning Every Rejection Into a Learning Event
A vision system that diverts defective bags but stores rejection data in a standalone dashboard has solved a production problem without solving the quality management problem. The value of every rejected bag is maximized when the rejection event — defect class, camera image, bag count position, timestamp, line ID, shift, and grade — flows automatically into the MES or ERP as a traceable quality record. This data trail is what enables the three downstream capabilities that justify the investment beyond simple diversion: root cause investigation, supplier claims for bag material defects, and customer dispute resolution with camera-verified dispatch evidence.
Expert Review: Why Most Torn Bag Detection Projects Underperform Their Specification
Conclusion
Torn cement bag detection via edge AI vision is a solved problem at the technology level — 99%+ defect catch rates on production packing lines are documented and repeatable when the camera architecture, illumination engineering, calibration depth, and MES integration are executed correctly. The gap that remains is implementation quality, not technical capability. A system with inadequate NIR lighting, a 2,000-bag calibration run, and no MES integration will deliver 88–92% accuracy and generate enough false positives to erode operator trust within 60 days. A system with the right illumination, a 10,000-bag minimum calibration, and full rejection logging to the MES will deliver 99%+ catch rates, near-zero false positives, and a quality data trail that eliminates return claims as a routine cost of doing business.
For U.S. cement packing operations currently absorbing the cost of manual inspection labor, return claim settlements, and the downstream brand damage from defective bags reaching the job site, the investment calculation is direct. At $0.08 per bag in fully amortized inspection cost against a single return claim that costs $800 to $2,400 to resolve, the system pays for itself before the first month of operation is over. The question is not whether the technology justifies the investment. The question is which line gets the first installation, and whether the commissioning team is experienced enough to get the calibration right the first time.
Frequently Asked Questions
On a properly configured system with a 5 MP camera at 400–600mm mounting height, 850 nm NIR synchronized strobe illumination, and a production-calibrated model, the minimum reliably detectable tear width is 5mm on kraft paper bags and 8mm on woven PP bags. Below these thresholds, the signal-to-noise ratio in the image falls below the confidence threshold needed for reliable classification, and the false-positive rate increases to unacceptable levels. Importantly, tears in the 5–15mm range — the ones that pass manual inspection most consistently — are exactly where the incremental value of vision AI is highest, because these are the bags most likely to rupture during palletizing or truck transit. Systems using visible-spectrum lighting instead of NIR typically see minimum detectable tear sizes of 12–15mm on kraft and 20mm on woven PP, which explains the significant accuracy gap between well-specified and poorly-specified deployments.
The automated divert gate is a pneumatic pusher or deflector blade mounted on the conveyor between the inspection station and the palletizer — typically 1.5 to 3 meters downstream of the camera array, providing the timing window for gate actuation after detection. When the edge AI node classifies a bag as defective, it calculates the bag's arrival time at the gate based on the conveyor speed signal from the PLC and sends a timed actuation command to the gate controller. The gate opens for the precise window needed to divert that single bag into a rejection chute, then closes before the next bag arrives. Rejected bags are collected in a rejection bin that is counted and weighed by shift — the count is compared against the MES rejection log to verify that every flagged bag was physically diverted. Rejected bags are then sorted by defect class: tears and seal failures go to reprocessing (cement is recoverable from a torn bag in many facilities), while misprints and grade errors go to quarantine pending quality review.
Yes. The vision system is configured with a product library that contains model parameters for each bag format and grade running on the line — 25 kg kraft OPC, 50 kg woven PP PPC, valve bags, and so on. When the MES pushes a new production order to the line at format change, the vision system automatically loads the corresponding model profile: tear threshold, seal geometry reference, OCR template for that grade's print layout, and weight-profile reference for the fill target. Format changeover in the vision system takes less than 2 seconds and is triggered automatically from the MES — it does not require operator input at the camera system. Multi-grade lines running OPC and PPC in the same shift, where grade mix-up is the highest-value detection use case, are exactly where the automatic grade context load from the MES provides its greatest benefit, because the OCR model is checking for the correct grade text for the active production order rather than applying a generic text-present or text-absent check.
Because the inference engine and divert gate controller are edge-deployed on a local GPU node in the same network segment as the cameras and PLC, the inspection and divert functions operate with zero dependency on the MES network connection or any cloud service. A network outage has no effect on the detection or diversion capability — the system continues inspecting and diverting at full speed. During the outage, rejection events are logged to the local store with full data including camera images. When the network connection restores, the event log is automatically synchronized to the MES with full timestamp accuracy. The 90-day local image archive ensures that no rejection record is lost regardless of network availability. This store-and-forward architecture is a design requirement for any production-critical system on a packing line, where a cloud-dependent inspection system that stops functioning during a network outage is not acceptable.
A complete single-line deployment — four cameras covering tear, seal, print, and weight-profile inspection, NIR strobe illumination, pneumatic divert gate with PLC integration, edge GPU inference node, and MES integration — runs $38,000 to $65,000 installed depending on line speed, bag format complexity, and MES integration depth. iFactory platform software license adds $3,200 to $5,400 per year. The payback calculation for a plant dispatching 1,500 bags per shift on a two-shift operation typically includes: return claim elimination ($1,200 to $4,800 per claim avoided, at an average of 3–6 claims per month on an unmonitored line), inspection labor reallocation ($35,000 to $55,000 per year for the position previously dedicated to end-of-line manual inspection), bag material supplier claims recovered from rejection image evidence ($8,000 to $20,000 per year depending on supplier defect rates), and customer retention value from zero-defect dispatch records. Combined, these generate a typical payback period of 4 to 7 months, with most plants recovering the full capital investment within the first year of operation.