Every manufacturing line running at speed is making a quality decision with every part, every sheet, every meter of material that passes through it. At 200 meters per minute on a cold-rolled steel line, at 120 units per minute on a glass float line, at 400 meters per minute on a textile loom — a human inspector cannot physically see evaluate, and disposition each unit at that rate. The result is a statistical sampling program that misses a predictable percentage of defective product ships it to customers, and generates warranty claims, customer deductions, and the kind of quality reputation damage that takes years to rebuild.
AI vision systems for surface defect detection change that tradeoff completely. Industrial cameras capturing at line speed, edge AI inference engines classifying defects at sub-pixel resolution in under 5 milliseconds, and automated divert mechanisms that remove defective product from the line before it reaches packaging — all operating continuously, shift after shift, without fatigue, without sampling, without missed defects. Plants that have deployed iFactory's AI vision surface inspection platform report 94% reduction in customer-reported defects, 99.2% inspection coverage versus the 8 to 12% achievable with human sampling programs, and first-year quality cost savings averaging $680,000 at mid-size discrete manufacturing facility.
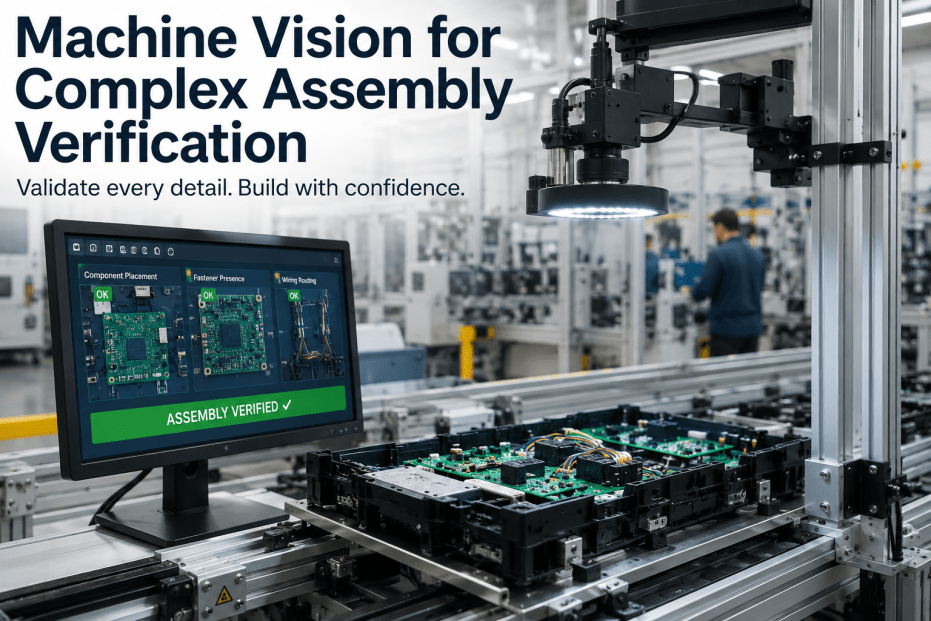
Sub-pixel crack, scratch, and porosity detection on steel, glass, and textiles — with automatic defective product diversion using edge AI inference. 100% coverage. Zero sampling gaps. Every unit, every shift.
Why Human Visual Inspection Fails at Production Line Speeds
The human visual system is extraordinarily capable in the right conditions — adequate lighting, reasonable distance, sufficient time. Production lines at full speed provide none of those conditions. The constraints are physical and cognitive, and they produce a consistent pattern of failure that quality engineers at every type of discrete manufacturer recognize immediately.
Physical Speed Limitation
Human visual processing requires 200–400 ms per inspection decision. A line running at 150 meters per minute presents a new inspection opportunity every 25 to 100 ms — four to sixteen times faster than the human eye can complete a reliable evaluation. Inspectors are forced to sample, not inspect.
Fatigue and Attention Drift
Detection performance in human inspection degrades measurably within 20 minutes of sustained attention. By hour two of a shift, miss rates on low-contrast defects — hairline scratches, subsurface porosity, early-stage delamination — have risen 3 to 5 times above the beginning-of-shift baseline. AI vision maintains identical sensitivity from minute one to hour eight.
No Defect Data, No Process Feedback
Human inspection produces a pass/fail decision — rarely a documented defect classification, location coordinate, or dimensional measurement. Without that data, the process engineer has no signal to act on. AI vision systems produce a classified, located, dimensioned defect record for every detected anomaly — generating the process feedback loop that prevents recurrence.
Want to see what AI vision inspection would detect on your current production line? Book a line-speed vision assessment with iFactory's machine vision team.
Defect Types Detected Across Steel, Glass, and Textile Surfaces
Surface defect detection requirements vary significantly by material — what constitutes a critical defect on cold-rolled steel sheet has different visual signatures, different detection thresholds, and different root causes than a critical defect on float glass or woven textile. iFactory's AI vision platform deploys material-specific detection models for each production line rather than generic anomaly detection, because the false alarm rates from generic models on real production surfaces make them unworkable in practice.
How Edge AI Vision Inspection Works: From Camera to Divert in Under 5 ms
The performance requirement that distinguishes industrial AI vision from laboratory image analysis is response time. On a line running at 200 meters per minute, the window between defect detection and the point where that defect passes the divert mechanism is measured in milliseconds. The following workflow traces the complete detection-to-divert chain in a deployed iFactory AI vision system — from camera exposure through classification, location tagging, PLC signal, and physical divert actuation.
High-Speed Camera Acquisition and Illumination Triggering
Line-scan cameras or area cameras synchronized to a shaft encoder capture the product surface continuously at line speed. Illumination — LED coaxial, dark-field, structured light, or transmitted depending on material — is strobed in synchronization with camera exposure to freeze motion at full line speed. Typical pixel resolution is 25 to 100 microns per pixel across the full product width, providing sub-pixel defect detection sensitivity for defects down to 50 microns in their minimum dimension.
Edge AI Inference on NVIDIA GPU Processing Node
Image data streams directly to the edge AI inference server — mounted at the line, not in the IT server room — where a convolutional neural network processes each image region against the production-specific defect model in under 3 milliseconds. iFactory deploys NVIDIA Jetson or desktop GPU platforms depending on throughput requirements, with inference latency benchmarked on the actual production image stream during commissioning to confirm timing margins. The inference engine runs on-premise; no cloud connectivity is required or used during production.
Defect Classification, Location Tagging, and Severity Scoring
Detected anomalies are classified against the production-specific defect library — identifying not just that a defect exists but which class it belongs to (scratch vs. inclusion vs. coating void), where it is located (line position from encoder count + cross-direction pixel coordinate), and what its dimensional characteristics are (length, width, area, aspect ratio). A severity score is calculated from the defect class, dimensions, and location within the product — edge defects on steel coil carry different severity weightings than center-strip defects of the same dimensional size for most end-use specifications.
PLC Signal and Automatic Divert Actuation
When a detected defect meets the divert threshold — configurable by defect class, severity, or customer specification — the system issues a digital output to the line PLC within the 5 ms detection cycle. The PLC uses the encoder position to track the defect to the divert mechanism downstream and actuates the divert at the correct timing window. Divert mechanisms vary by line type: pneumatic air blast on coil lines, mechanical deflector on glass lines, automatic stop-and-mark on textile lines. The defect-to-divert chain is fully traceable in the system log with encoder timestamps at each step.
Defect Map Generation, SPC Integration, and MES Reporting
Every detected defect is written to a spatial defect map of the production unit — coil, sheet, roll, or panel — that accumulates in real time as the unit is produced. The defect map is transmitted to the quality management system and MES at end-of-unit, generating a full surface quality certificate with defect count, class distribution, severity summary, and worst-defect location. SPC charts update automatically on each production unit, flagging process shifts that generate increasing defect rates before they reach customer-visible severity levels.
Process Feedback Loop and Continuous Model Improvement
Defect classification data aggregated across production runs feeds back to the process engineering team as a structured signal — identifying which defect classes are increasing in frequency, correlating defect occurrence with upstream process parameters (roll gap, coating weight, tension, temperature), and flagging developing process upsets before defect rates reach customer-impacting levels. When process changes or new materials introduce defect types not in the current model, iFactory's model update workflow incorporates new labeled examples and updates the inference model without line stoppage — typically within 48 hours of a model update request.
Defect Detection Performance: What AI Vision Delivers vs. Manual Inspection
The performance gap between AI vision inspection and human sampling programs is measurable across four dimensions that quality engineers and plant managers track directly: detection sensitivity, false alarm rate, coverage, and defect data quality. The comparison below reflects production deployment performance benchmarks from iFactory AI vision systems on steel, glass, and textile lines.
Measured Quality and Cost Outcomes at Deployed Facilities
The financial case for AI vision surface inspection is built on three compounding value streams: avoided customer defect events and their associated warranty, chargeback, and relationship costs; yield recovery from accurate defect grading that allows borderline material to be downgraded rather than scrapped; and production efficiency gains from eliminating manual inspection labor and line speed constraints imposed by human inspection capacity. The figures below reflect outcomes from iFactory AI vision deployments at U.S. steel, glass, and textile facilities.
Want a site-specific ROI estimate for AI vision inspection on your production line? Book your vision inspection assessment with iFactory's machine vision team.
Expert Review
After commissioning AI vision systems on 23 production lines across steel, glass, and specialty textile facilities, the evaluation mistakes that cost quality engineers the most time and money follow a consistent pattern. Three checks separate systems that hold performance under production conditions from systems that work in demos and fail on the floor.
Conclusion
Surface defect detection at line speed is not a technology problem — the cameras, the edge AI hardware, and the inference models exist and perform. It is an implementation and calibration problem: deploying the right optical configuration for your material, tuning the detection model to your production surface conditions, and integrating the divert signal into your line PLC with the timing precision that your line speed requires. iFactory's AI vision platform brings all three together in a production-ready system with cement, steel, glass, and textile-specific detection models, documented commissioning procedures, and a model update workflow that keeps the system current as your product mix evolves.
The 94% reduction in customer defect events and $680,000 average first-year quality cost savings reported at deployed facilities are not theoretical — they are the measurable result of replacing an 8 to 12% sampling program with 100% AI-powered inspection at full line speed, generating defect classification and location data that drives process improvement rather than just quality rejection.
Frequently Asked Questions
AI Vision Surface Defect Detection — Purpose-Built for Production Line Speed
From 50-micron crack detection on steel sheet to weave defect classification on technical textiles, iFactory delivers edge AI vision inspection with automatic divert — deployable in weeks, with measurable quality cost reduction from the first production shift.