CNC machining centers are the precision heartbeat of discrete manufacturing — and the spindle is the most consequence-laden component in every one of them. When a spindle bearing degrades undetected, the first symptom is almost never a catastrophic failure. It is a dimensional drift that shows up as a part rejection at final inspection, or a surface finish deviation that a quality engineer traces back to a vibration signature nobody was monitoring. By the time the bearing fails completely, the damage trail already includes scrapped workpieces, potential tool crashes, and in some cases, a spindle rebuild that costs $18,000 to $65,000 and sidelines a machining center for two to four weeks.
Predictive analytics for CNC spindles breaks that sequence by continuously monitoring the vibration spectrum, temperature gradient, and power draw signature of every monitored spindle — detecting the developing bearing defect, the increasing tool wear state, and the thermal growth pattern that predicts dimensional drift days or weeks before any of them produce a rejected part or a forced machine stoppage. Manufacturers running iFactory's CNC spindle analytics platform report 78% reduction in spindle-related unplanned downtime 31% reduction in scrap attributed to dimensional accuracy loss and average first-year cost savings of $290,000 at a mid-size machining facility operating 8 to 20 CNC centers.
CNC Spindle Intelligence · Discrete Manufacturing AI
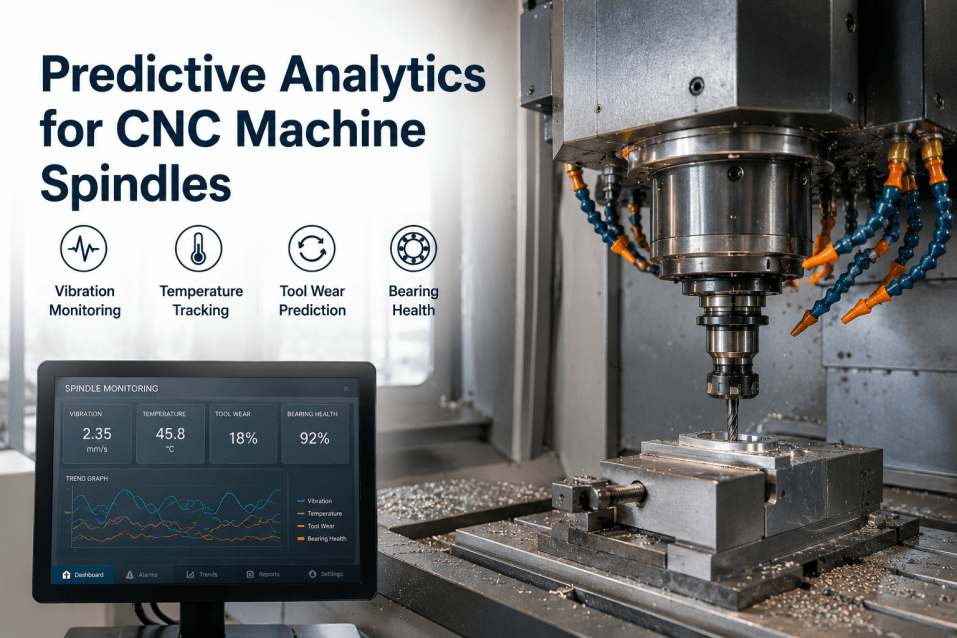
Predictive Analytics for CNC Machine Spindles
Spindle vibration monitoring, tool wear prediction, and bearing degradation detection — maintaining dimensional accuracy and eliminating scrap before it starts.
The Hidden Cost Chain of Spindle Degradation in CNC Operations
The financial exposure from spindle degradation in a discrete manufacturing operation is typically underestimated because the costs are distributed across three separate budgets — maintenance, quality, and production — and rarely attributed to the same root cause in the same reporting period. A bearing that begins degrading in week 1 may not produce a failed inspection result until week 4 and a forced machine stoppage until week 8. By the time the maintenance department investigates the spindle failure, the quality team has already absorbed the scrap cost and the production team has already reported the unplanned downtime as a separate event.
Dimensional Drift Before Alarm
Spindle bearing wear causes micro-vibrations that produce dimensional tolerance drift 2 to 4 weeks before vibration levels reach conventional alarm thresholds. Parts fail inspection before the machine flags any fault.
62% of spindle-related scrap events precede any machine alarm
Tool Wear Misattribution
Operators replace tooling on fixed interval schedules regardless of actual wear state — discarding tools with 40 to 60% remaining life while missing cases where spindle-induced vibration is accelerating tool wear beyond normal rate.
$4,200 average annual tooling waste per CNC center on fixed-interval programs
Thermal Growth Dimensional Error
Spindle thermal elongation during warmup and at varying RPM introduces dimensional error of 5 to 25 microns on precision work. Without temperature-compensated monitoring, first-article approval doesn't predict production-run accuracy.
18 µm average spindle thermal growth error at stabilized operating temperature
Rebuild Cost and Lead Time Risk
An undetected spindle bearing failure that progresses to inner race or rolling element damage requires a complete spindle rebuild — $18,000 to $65,000 in parts and labor — plus 2 to 4 weeks machine downtime awaiting a spindle rebuild specialist.
$38,000 average spindle rebuild cost when failure is undetected until mechanical failure
What CNC Spindle Predictive Analytics Monitors — and Why Each Signal Matters
The difference between a CNC spindle analytics platform that prevents failures and one that generates alerts nobody acts on is the quality and relevance of the signals being monitored. Generic vibration alarm systems set thresholds on overall RMS vibration amplitude — a blunt instrument that misses the early-stage bearing defect frequencies developing in the 10 to 40 kHz range while the 0–1 kHz overall level still looks normal. iFactory's spindle analytics monitors four distinct signal categories simultaneously, because each one detects different failure modes at different stages of development.
Primary Signal
Vibration Spectrum Analysis
High-frequency vibration spectrum analysis (1 Hz to 40 kHz) identifies bearing defect frequencies — ball pass frequency outer race (BPFO), ball pass frequency inner race (BPFI), and ball spin frequency (BSF) — that appear as discrete spectral peaks weeks before overall vibration amplitude rises detectably. At spindle speeds of 5,000 to 30,000 RPM, these defect frequencies appear in predictable locations calculable from the bearing geometry. The AI tracks the amplitude growth rate at each defect frequency to estimate time to detectable bearing damage.
Detects:Bearing inner/outer race defects, rolling element damage, cage defects — 14 to 35 days before failure
Process Signal
Spindle Current and Power Draw
Spindle motor current signature analysis detects the subtle changes in power draw pattern associated with increasing bearing friction, tool wear state, and cutting force anomalies. A worn tool requires more power to maintain programmed feed rate; a bearing with increased drag produces a higher no-load current than the healthy baseline. Current signature analysis requires no additional sensors — the data is already available from the machine's servo drive — making it a zero-hardware signal for most modern CNC centers with accessible drive data.
Detects:Tool wear progression, bearing friction increase, cutting force anomalies indicating workpiece or fixturing issues
Thermal Signal
Spindle Temperature Mapping
Front and rear bearing temperature monitoring with thermal gradient analysis detects abnormal heat generation from bearing friction increase, inadequate lubrication, or coolant system degradation. Temperature also drives the thermal compensation model — correlating spindle temperature with the thermal elongation offset applied to part programs to maintain dimensional accuracy as the spindle warms up during the production shift. This compensation model is specific to each spindle's thermal mass and geometry, calibrated during initial deployment.
Detects:Bearing heat rise from friction, lubrication system degradation, thermal growth dimensional error up to 25 µm
Acoustic Signal
Acoustic Emission for Tool State
Acoustic emission sensors in the 100 kHz to 1 MHz range capture the ultrasonic signature of cutting edge engagement — distinguishing the clean, sharp cutting signature of a fresh tool from the high-frequency noise of a worn or chipped cutting edge. AE signal analysis is particularly effective for detecting microchipping in carbide inserts and detecting the transition from normal wear to accelerated wear that precedes catastrophic tool failure. AE-based tool state monitoring is faster and more sensitive than power-based methods for small-diameter and high-speed tooling.
Spindle Health vs. Dimensional Accuracy: The Direct Connection
The link between spindle mechanical health and part dimensional accuracy is direct and measurable — but it is rarely visible in conventional machine monitoring because DNC and MDC systems track machine status, not workpiece quality outcomes. iFactory's CNC spindle analytics connects the spindle health signal to the part quality outcome by correlating degradation indicators with inspection data from the CMM or in-process gauging system, building a predictive model that identifies the spindle health threshold below which dimensional accuracy begins to drift outside tolerance.
Scroll to compare
Degradation Stage
Spindle Health Indicator
Dimensional Impact
Analytics Detection Signal
Recommended Action
Stage 1 — Incipient
Bearing defect frequency appears at low amplitude. No thermal change. No power shift.
No measurable dimensional effect. Surface finish within tolerance.
BPFO/BPFI spectral amplitude — 10–15 dB above noise floor
Monitor and trend. Increase scan frequency. Schedule inspection at next planned maintenance window.
Stage 2 — Developing
Defect frequency sidebands appear. Slight temperature rise at affected bearing. Minor power draw increase.
Roundness error and surface finish degradation begin on high-precision features. Within tolerance but trending.
Sideband growth rate + temperature rise above thermal model baseline
Alert maintenance. Schedule bearing replacement within 2 to 4 weeks. Monitor precision feature SPC.
Stage 3 — Advanced
Multiple defect harmonics. Measurable temperature rise. Increased no-load power. Possible runout increase.
Dimensional tolerance at risk on tight-tolerance features. Scrap risk emerging. Surface finish degraded.
Defect frequency harmonic count + thermal anomaly + power draw deviation
Expedite bearing replacement. Increase CMM inspection frequency. Consider moving precision work to alternate spindle.
Stage 4 — Critical
Wideband vibration rise. Significant temperature elevation. Runout measurable at spindle nose.
Active dimensional non-conformance on precision features. High scrap rate. Tool life reduced.
Overall RMS rise + thermal alert + spindle runout model
Immediate bearing replacement. Quarantine recent production for dimensional re-inspection.
From Sensor Data to Scrap Prevention: The Analytics Workflow
The value of CNC spindle predictive analytics is determined not just by what it detects but by how seamlessly it connects detection to the maintenance and production decisions that prevent scrap and downtime. The following workflow traces the complete signal-to-action chain in a deployed iFactory CNC spindle analytics system.
Continuous Multi-Signal Acquisition
Vibration, temperature, current signature, and acoustic emission data streams are collected continuously via edge-mounted sensors and machine servo drive connections. Data is processed at the edge node mounted at the machine — no OT network bandwidth consumed, no cloud round-trip latency on detection decisions.
Operating State Classification
The AI classifies each spindle's operating state — idle, warmup, cutting at various RPM bands, toolchange — and applies the correct baseline for anomaly detection in each state. A vibration signature that is normal at 8,000 RPM may be anomalous at 18,000 RPM; state-aware baselines eliminate the state-change false alarms that make generic monitoring systems unreliable in production.
Bearing Defect Frequency Tracking
Calculated bearing defect frequencies for each monitored spindle's bearing configuration are tracked continuously in the vibration spectrum. Amplitude at each defect frequency and its harmonics and sidebands is trended over time — with the rate of amplitude growth used to estimate remaining useful life and prioritize the bearing replacement schedule across all monitored machines.
Tool Wear State Estimation and Change Recommendation
Current signature and acoustic emission models estimate the tool wear state on each active tool — expressed as percentage of estimated remaining life — and generate a tool change recommendation when the wear state crosses the threshold that precedes dimensional accuracy impact for that tool-material combination. Tool change recommendations are generated before dimensional drift occurs, not after the first rejected part.
CMMS Work Order and MES Quality Flag Integration
Bearing health alerts automatically generate CMMS work orders pre-populated with the specific bearing set required, the recommended replacement window, and the dimensional accuracy risk level. Tool wear alerts generate MES notifications to the machine operator with estimated remaining cuts to tool change. Quality flags are written to the MES job record for any production running on a spindle in Stage 3 or 4 health — flagging that dimensional re-inspection is required on parts produced during the degraded period.
Spindle Health Scores — Live Dashboard
Machine 01 — VMC
92%
Healthy
Machine 02 — HMC
85%
Healthy
Machine 03 — Turn-Mill
61%
Monitor
Machine 04 — VMC
38%
Plan Repair
Machine 05 — 5-Axis
88%
Healthy
Machine 06 — HMC
54%
Monitor
Measured Outcomes at Discrete Manufacturing Facilities
The financial return from CNC spindle predictive analytics compounds across three value streams: avoided unplanned downtime from bearing failures detected and addressed before mechanical failure; scrap reduction from early tool wear detection and thermal compensation that prevents dimensional drift; and tooling cost optimization from condition-based tool change replacing fixed-interval replacement. The figures below reflect outcomes from iFactory CNC spindle analytics deployments at U.S. discrete manufacturing facilities within the first 18 months.
78%
Spindle Unplanned Downtime Reduction
Bearing failures detected and replaced as planned maintenance rather than emergency repair — eliminating the 2 to 4-week rebuild downtime event
31%
Scrap Reduction from Dimensional Loss
Tool wear detection and thermal compensation eliminating the dimensional drift-to-rejection cycle that characterizes unmonitored spindle operations
$4,200
Annual Tooling Cost Reduction per CNC Center
From condition-based tool change replacing fixed-interval replacement — eliminating both premature tool discard and run-past-wear scrap events
21 days
Average Bearing Failure Detection Lead Time
Consistently converting emergency bearing failures into planned replacements during scheduled maintenance windows with no production impact
Get a Spindle Health Assessment for Your CNC Floor
iFactory's machine tool team evaluates your current spindle condition data, CMM rejection history, and maintenance records to produce a site-specific spindle analytics ROI projection — showing exactly which machines carry the highest bearing failure and scrap risk today.
After deploying spindle condition monitoring on more than 180 CNC machining centers across aerospace, medical device, and automotive Tier 1 facilities over 16 years, the platform selection errors that cost production engineers the most time and money follow the same pattern. Three evaluation criteria separate platforms that hold up in production from platforms that get disabled by frustrated operators.
Require RPM-normalized spectral analysis, not overall RMS monitoring. A platform that monitors overall vibration amplitude and sets a fixed alarm threshold will generate false alarms every time the spindle changes speed and miss the bearing defect frequencies developing at high RPM when overall levels are low. Confirm that the platform tracks calculated bearing defect frequencies normalized to actual RPM from the machine encoder or spindle drive — not estimated from programmed speed. Platforms that cannot demonstrate real-time defect frequency tracking on your specific bearing configurations are doing amplitude monitoring, not bearing diagnostics.
Verify that tool wear detection integrates cutting parameters, not just current amplitude. A worn tool on a roughing pass at high feed rate generates the same current draw as a sharp tool on a finishing pass at low feed rate. Tool wear state can only be estimated correctly if the platform knows the programmed feed, speed, and depth of cut for the current operation — and normalizes the current signal against those parameters. If the vendor cannot explain how their tool wear model accounts for programmed cutting conditions, their wear estimates will be unreliable across your part program library.
Test the thermal compensation model on your actual production cycle before deployment. Spindle thermal compensation models are only valuable if they are calibrated to the specific thermal mass and geometry of each monitored spindle. A generic thermal model applied to a 40-taper VMC will produce different compensation errors than one calibrated to that specific machine with its specific coolant system and workload cycle. Require calibration data collected on your machines during your normal production cycle before accepting the platform's thermal accuracy claim.
Principal Reliability Engineer — Discrete Manufacturing and Machine Tool Systems16 Years, 180+ CNC Spindle Deployments — CMRP Certified, SME Member
Conclusion
CNC spindle predictive analytics is not a monitoring upgrade — it is a quality system that happens to be deployed on the machine rather than at the inspection station. The dimensional accuracy failures that spindle degradation produces are entirely predictable if the right signals are being analyzed: bearing defect frequencies growing in the vibration spectrum, tool wear state rising in the current signature, and thermal growth building in the temperature profile. All three are measurable with existing or low-cost sensors on any modern CNC center. The only missing piece is an analytics platform that connects those signals to the bearing replacement timing, tool change recommendation, and dimensional re-inspection trigger that prevents the scrap.
iFactory's CNC spindle analytics platform deploys on your existing CNC infrastructure in 3 to 6 weeks, connects to your CMMS and MES without custom integration work, and produces actionable bearing health scores and tool wear estimates within 30 days of deployment. The 78% unplanned downtime reduction and 31% scrap reduction reported at comparable facilities translate to a payback period of 6 to 10 months at typical machining operation cost structures.
Ready to see what spindle analytics would catch on your current CNC floor? Book your CNC spindle assessment with iFactory's machine tool team.
Frequently Asked Questions
iFactory's CNC spindle analytics platform is machine-tool-agnostic. It connects to any CNC machining center that can output spindle speed, feed rate, and axis position data via MTConnect, Fanuc FOCAS, Siemens OPC-UA, Heidenhain DNC, Mazatrol data server, or Haas NGC — which covers the large majority of CNC machining centers in U.S. discrete manufacturing. For machines without network connectivity, a retrofit edge node with vibration and temperature sensors provides the full bearing diagnostics capability without any machine controller interface.
A typical CNC spindle analytics deployment requires two to four sensors per machine: one triaxial vibration accelerometer mounted to the spindle housing or headstock (typically stud-mounted to an existing M6 tapped hole), one or two PT100 temperature sensors at the front and rear bearing locations, and optionally one acoustic emission sensor on the spindle housing. For machines with accessible servo drives, current signature data is acquired from the drive's existing current feedback signal with no additional sensor. Total sensor installation time per machine is typically 30 to 90 minutes.
Bearing defect frequency tracking begins immediately after deployment — bearing defect frequencies are calculated from the known bearing geometry and monitored from the first production shift. Baseline establishment for anomaly detection requires 5 to 14 production days, during which the AI characterizes the normal vibration signature at each operating state. Tool wear estimation becomes reliable within 10 to 20 tool-life cycles per tool type, as the model calibrates its wear-rate curves to your specific tool-material-parameter combination.
Yes. iFactory's CNC spindle analytics platform integrates with major CMMS systems — SAP PM, IBM Maximo, Infor EAM — via REST API or direct database connector to generate pre-populated work orders when bearing health alerts are triggered. DNC integration enables the platform to read currently active part programs and correlate programmed cutting parameters with sensor data for tool wear modeling. Quality management system integration writes spindle health flags to the job record in your QMS.
For a facility operating 10 to 20 CNC machining centers, iFactory's spindle analytics platform is priced as a combined hardware and software subscription. Sensor hardware per machine — vibration accelerometer, temperature sensors, edge processing node, and cabling — runs $1,800 to $3,200 per machine depending on configuration. Annual software subscription covering all bearing diagnostics, tool wear modeling, thermal compensation, CMMS integration, and dashboards runs $12,000 to $22,000 for a 10 to 20-machine facility. Implementation and commissioning services run $8,000 to $14,000 as a one-time cost.
CNC Spindle Predictive Analytics — Purpose-Built for Discrete Manufacturing
From bearing defect frequency tracking to tool wear state estimation and thermal compensation, iFactory delivers spindle intelligence that connects directly to your CMMS work orders and quality flags — preventing dimensional scrap and eliminating unplanned spindle downtime from the first production shift.