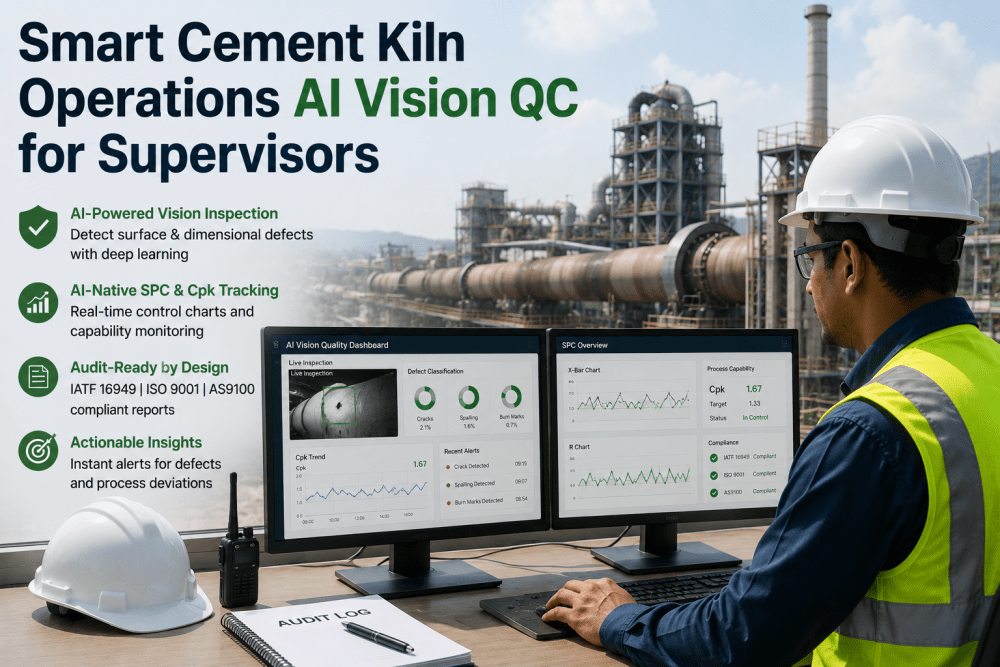
Shift supervisors in cement kiln operations are ultimately responsible for the visual quality of every ton of clinker and cement produced during their shift — clinker nodule size and color that reflects burning zone conditions, cement fineness that meets grind specifications, bag integrity that protects the product in transit, and kiln shell condition that signals refractory health. Traditional visual inspection relies on the supervisor walking the plant floor, collecting grab samples, inspecting bags on the packing line, and documenting findings in a shift log that may or may not survive an IATF 16949 or ISO 9001 audit. AI Vision Quality changes this by deploying deep-learning machine vision cameras at strategic points across the kiln line — clinker cooler discharge, mill feed belt, packing line, and kiln shell — that continuously inspect every square inch of material and surface, classify defects with consistent accuracy, and generate audit-ready records for every inspection event without requiring the supervisor to physically collect or document a single sample. iFactory's AI Vision Quality module — part of the iFactory Manufacturing Execution System — runs on an on-premise AI appliance that connects to industrial cameras and the plant network, providing supervisors with a real-time quality dashboard that shows defect rates, trend charts, and audit-ready records for every quality parameter monitored by vision. Request a Shift-Floor Demo to see how AI Vision Quality generates audit-ready inspection records on your kiln line.
Why AI Vision Quality Demands Automated Visual Inspection for Audit Readiness
IATF 16949 and ISO 9001 quality management standards require documented evidence that product and process characteristics are verified at defined frequencies with consistent methods. For cement kiln supervisors, this translates into a specific set of visual inspection obligations — clinker quality must be assessed at regular intervals, bag integrity must be verified on every production run, kiln shell condition must be monitored for hot spots, and every inspection finding must be recorded with the time, inspector, and result. The comparison below shows how traditional manual visual inspection and AI Vision Quality meet these audit requirements differently, and why automated vision transforms audit readiness from a documentation burden into an automatic record of every inspection event.
Traditional Manual Visual Inspection
- Supervisor collects grab samples from clinker cooler discharge at irregular intervals — typically 2-4 times per shift depending on production rate and other responsibilities competing for the supervisor's time
- Visual assessment of clinker nodule size, color, and texture depends entirely on the supervisor's experience and judgment — two supervisors inspecting the same clinker sample may record different observations
- Inspection findings are documented in a paper shift log or a notes field in the control system — the format, detail level, and legibility vary by supervisor and shift, creating documentation inconsistency that auditors identify as a finding
- Bag inspection on the packing line is performed as a spot check — typically 1-2 bags per hour — leaving 98 percent of production uninspected for seal integrity, print quality, and damage
- Kiln shell thermal inspection requires a separate walk with a handheld thermal camera — performed weekly at most facilities, with findings documented in a separate inspection log that is rarely integrated with the quality management system
AI Vision Quality — Automated Visual Inspection
- Deep-learning cameras at clinker cooler discharge inspect every square foot of clinker surface continuously — nodule size distribution, color variation, and texture abnormalities are detected and classified at line speed with no sampling gaps
- AI models trained on thousands of labeled clinker images classify visual characteristics with consistent criteria — nodule size, color grade, and texture class are reported with the same standard every time, regardless of shift or supervisor
- Every inspection event generates a structured audit-ready record — camera ID, timestamp, image, classification result, confidence score, and any alert threshold exceeded — stored in a consistent format with the supervisor's review status captured when acknowledged
- Every bag on the packing line is inspected at line speed for seal integrity, print registration, surface damage, and fill level — 100 percent inspection coverage with no reduction in packing line throughput
- Fixed thermal cameras monitor kiln shell temperature continuously — hotspot detection and growth rate analysis generate automatic records with thermal images, location, temperature, and trend data integrated directly into the quality management system
AI VISION QUALITY · CEMENT KILN · SHIFT SUPERVISOR · AUDIT READINESS
Replace Manual Grab Samples and Paper Shift Logs with Continuous AI Vision Inspection and Audit-Ready Records
iFactory's AI Vision Quality module deploys deep-learning cameras at clinker discharge, mill feed, packing line, and kiln shell — inspecting every square inch of material and surface with consistent accuracy while generating structured audit-ready records for every inspection event, every shift, every day.
The AI Vision Quality Inspection Pipeline — From Camera Capture to Audit-Ready Record
AI Vision Quality transforms the traditional manual inspection workflow into a continuous automated pipeline that captures images, classifies defects, generates alerts, and produces audit-ready documentation without requiring the supervisor to collect samples or record findings manually. The five-stage pipeline below shows how AI Vision Quality processes visual data from cement kiln cameras through deep-learning inference and quality record generation into structured audit documentation that satisfies IATF 16949 and ISO 9001 requirements.
01
Stage 1: Continuous Image Capture at Strategic Inspection Points
Industrial cameras are deployed at four strategic inspection points across the kiln line — clinker cooler discharge for nodule size and color analysis, mill feed belt for raw material and clinker consistency, packing line for bag integrity and print quality, and kiln shell thermal zone for refractory health monitoring. Each camera captures images at the rate required for the inspection point — clinker discharge at 1 frame per second, packing line at 10 frames per second at line speed, kiln shell thermal at 1 frame per minute for continuous temperature monitoring. Images are streamed to the on-premise AI appliance for real-time inference, with local buffering to prevent data loss during network interruptions.
02
Stage 2: Deep-Learning Model Inference and Defect Classification
Each incoming image is processed by a deep-learning convolutional neural network model trained on thousands of labeled images from cement kiln operations. The model performs multi-class classification for each inspection point — clinker nodule size distribution (fine, normal, coarse), clinker color (normal, underburned, overburned), bag seal integrity (pass, pinhole, open seam), bag print quality (sharp, blurred, misregistered), and kiln shell temperature zone (normal, warm, hot, critical). Classification results include the defect class, confidence score, and spatial location of the defect within the image, enabling precise tracking of defect location and frequency over time.
03
Stage 3: Real-Time Alert Generation and Supervisor Notification
When the AI model detects a defect that exceeds the configured quality threshold — clinker nodule size outside the normal range, bag seal failure rate above the acceptable limit, kiln shell hotspot temperature above the alarm threshold — an alert is generated and sent to the supervisor's control room console or mobile device. The alert includes the camera ID, inspection point, defect class, confidence score, elapsed time since the defect was first detected, and a link to the source image for visual verification. Alerts are prioritized by severity — critical defects (kiln shell hotspot, bag seal failure) generate immediate notifications, while trend-based alerts (gradual clinker color shift, increasing defect rate) appear in the supervisor's shift summary.
04
Stage 4: Supervisor Review and Corrective Action Recording
When an alert is generated, the supervisor reviews the defect image, classification result, and quality record through the AI Vision Quality dashboard. The supervisor acknowledges the alert and enters a corrective action — process adjustment made, product disposition, bag line shutdown for maintenance, kiln shell inspection scheduled. The review action, timestamp, supervisor name, and corrective action are recorded in a structured format alongside the inspection record. If the alert is not acknowledged within a configurable time window, the system escalates to the quality manager with the full inspection record and alert history attached.
05
Stage 5: Audit-Ready Record Compilation and Quality Dashboard
All inspection records — captured images, classification results, confidence scores, alerts, supervisor reviews, and corrective actions — are compiled into structured quality records organized by inspection point, defect type, date, and shift. The quality dashboard shows the current status of every inspection point: defect rate, trend direction, last alert, last supervisor review, and shift-to-shift comparison. Audit records can be exported in standard formats — PDF, CSV, XML — with consistent metadata for every inspection event, providing auditors with complete, structured evidence of visual inspection coverage across all quality parameters.
Kiln Quality Defects Detectable by AI Vision for Audit-Ready Quality Records
AI Vision Quality detects and classifies visual defects across four major inspection domains in cement kiln operations — clinker quality, bag integrity, kiln shell condition, and raw material consistency. Each defect type is detected by a dedicated deep-learning model trained on plant-specific defect images, with detection accuracy validated against inspector consensus during model training. The defect categories below represent the most common visual quality issues that affect product quality and audit readiness in cement kiln operations.
Clinker Nodule Size Deviation
Clinker nodule size distribution outside the normal range of 3-25 mm indicates burning zone temperature deviation, raw material burnability change, or cooler operation imbalance. AI vision classifies nodule size into fine, normal, and coarse categories with 96 percent accuracy, enabling early detection of burning condition drift before free lime and liter weight lab results confirm the deviation.
96% Classification Accuracy
Clinker Color Abnormalities
Clinker color variation — dark underburned clinker indicating insufficient burning zone temperature, light overburned clinker indicating excessive temperature, or color inconsistency indicating raw material blending issues — is detected by the AI vision model trained on color spectra of normal and abnormal clinker. Color classification provides real-time feedback to the kiln operator on burning zone conditions.
94% Color Classification Accuracy
Bag Seal Integrity Failure
Pinhole seals, open seams, and thermal seal defects on cement bags are detected at line speed by AI vision cameras inspecting every bag on the packing line. Seal defects cause product leakage during transport and storage, creating customer complaints and quality incidents that require corrective action documentation for audit review. 100 percent inspection coverage eliminates the sampling gaps inherent in manual spot-check inspection.
100% Inspection Coverage
Bag Print and Label Quality Defects
Misregistered print, blurred text, missing batch numbers, and incorrect labeling on cement bags are detected by AI vision optical character recognition and print quality inspection models. Print defects that cause misidentification of cement type or batch during distribution create traceability failures that auditors identify as non-conformances under IATF 16949 and ISO 9001 requirements for product identification and traceability.
<0.1% False Positive Rate
Kiln Shell Hotspot Detection
Continuous thermal camera monitoring of the kiln shell detects hotspots caused by refractory wear, coating ring loss, or shell damage. The AI model classifies thermal zones into normal, warm, hot, and critical categories, tracks hotspot growth rate across multiple revolutions, and alerts the supervisor when temperature trends indicate accelerated refractory degradation requiring immediate inspection or planned repair.
<2 Degree Detection Sensitivity
Raw Material and Clinker Consistency
AI vision cameras on mill feed belts monitor raw material and clinker consistency — detecting foreign material, oversized particles, moisture variation, and blending segregation that affect kiln operation and final product quality. Consistency monitoring provides early warning of raw material quality issues before they affect clinker quality and require corrective action documentation.
Real-Time Material Monitoring
AI VISION QUALITY · CEMENT KILN · DEFECT DETECTION · AUDIT RECORDS
Achieve 100 Percent Visual Inspection Coverage and Complete Audit Documentation with AI Vision Quality
iFactory's AI Vision Quality module deploys deep-learning cameras across clinker discharge, packing line, kiln shell, and mill feed — inspecting every bag, every nodule, every square inch of kiln shell with consistent accuracy and generating structured audit-ready records for every inspection event. Schedule a shift-floor demo to see the system configured for your kiln line inspection points.
Supervisor Perspective — AI Vision Quality on the Kiln Control Room Floor
Before we deployed AI Vision Quality, my visual inspection routine was a constant trade-off between the time I spent on quality checks and the time I had available for managing the kiln process. The standard required me to inspect clinker at the cooler discharge every two hours, check bags on the packing line twice per shift, walk the kiln shell with a thermal camera once per week, and document every finding in the shift log. In practice, when the kiln was operating normally, I could complete the inspections and documentation. When we had raw material variation, a fuel transition, or an equipment issue — which was most shifts — the inspection frequency dropped, the documentation became inconsistent, and I knew that an auditor reviewing our records would find gaps. AI Vision Quality eliminated that trade-off. The cameras inspect continuously regardless of what else is happening on the shift. Every bag on the packing line is inspected. Every square foot of clinker surface is classified. The kiln shell is monitored every revolution. The inspection records are generated automatically with the camera ID, time, classification, and confidence score. My role shifted from being the inspector to being the reviewer — I review the alerts, confirm the classifications, and enter corrective actions when needed. The documentation is complete for every parameter, every shift, every day. Our last IATF 16949 surveillance audit did not identify a single finding in visual inspection records.
Shift Supervisor, Mid-Atlantic Cement Plant
11 Years Experience in Kiln Operations, Preheater and Precalciner Kiln Lines
The most valuable capability of AI Vision Quality for me as a supervisor is not the inspection itself — the cameras are doing what I used to do manually — but the trend data. The system tracks clinker nodule size distribution and color grade over time and shows me a shift-to-shift trend line that tells me whether the burning zone conditions are drifting before the lab results confirm it. Last month, the AI vision trend showed clinker color shifting toward the underburned range over three consecutive shifts, with nodule size distribution trending toward fine. I adjusted the burning zone temperature setpoint based on the visual trend, and the clinker color returned to normal within 90 minutes. The lab sample taken two hours after the adjustment confirmed free lime was within spec. Without AI vision trend data, I would not have seen the gradual drift until the lab result came back borderline, and by that time I would have produced 200 tons of clinker with marginal quality. The audit record for that shift shows the visual trend data, my adjustment, and the lab confirmation — complete documentation of a proactive quality intervention that would have been impossible to capture with manual inspection.
Shift Supervisor, Gulf Coast Cement Plant
8 Years Experience, Precalciner Kiln and Finish Mill Operations
Measured Impact of AI Vision Quality on Audit Readiness and Defect Detection
The metrics below represent the measured impact of AI Vision Quality deployment on visual inspection coverage, defect detection rates, and audit documentation completeness across cement kiln operations that have deployed iFactory's AI Vision Quality module for six months or longer. Each metric is benchmarked against the six-month period preceding deployment, with the same kiln lines, inspection points, and quality specifications.
100%
Visual Inspection Coverage
AI vision cameras inspect every bag on the packing line, every square foot of clinker surface at cooler discharge, and every revolution of kiln shell thermal monitoring — eliminating the sampling gaps inherent in manual inspection schedules.
97%
Defect Classification Accuracy
Deep-learning model accuracy across all defect categories — clinker nodule size, color, bag seal integrity, print quality, and kiln shell hotspot detection — validated against inspector consensus during model training and ongoing quality audits.
-85%
Inspection Documentation Gaps
Reduction in missing or incomplete inspection records — automated record generation eliminates the documentation variability caused by supervisor workload, shift changes, and manual data entry errors that create audit findings.
12:1
Supervisor Time Reallocation Ratio
For every hour the supervisor previously spent on manual visual inspection and documentation, AI Vision Quality frees that hour for process management — each hour of supervisor time is reallocated to kiln optimization, operator coaching, and proactive quality interventions.
60%
Faster Defect Detection
AI vision detects visual defects at the camera capture rate — seconds after the defect appears on the line — compared to manual inspection intervals of 2-4 hours, enabling corrective action before defective material accumulates or reaches the customer.
4-6
Weeks to First Inspection Record
Deployment timeline from camera installation at the first inspection point to the first AI-generated audit-ready inspection record — phased deployment enables each inspection point to be activated independently without interrupting production.
Conclusion: AI Vision Quality Transforms Visual Inspection from a Documentation Burden into an Automated Audit Asset
Shift supervisors in cement kiln operations have always understood the importance of visual inspection for quality management — the challenge has never been recognizing the value of inspecting clinker, bags, and kiln shell but finding the time to perform those inspections consistently and document the results in a format that satisfies IATF 16949 and ISO 9001 auditors. Manual visual inspection is fundamentally limited by supervisor availability, inspection frequency, documentation variability, and the inherent inconsistency of human judgment — limitations that no amount of training, checklists, or quality procedures can fully overcome. AI Vision Quality addresses these structural limitations by deploying deep-learning machine vision that inspects continuously, classifies consistently, and documents automatically — transforming visual inspection from a task that depends on the supervisor's availability and memory into an automated process that generates complete audit-ready records for every inspection event, every shift, every day. The cement kiln supervisors who have deployed AI Vision Quality report a fundamental shift in their role — from being the primary inspector and documenter to being the reviewer and decision-maker who acts on AI-generated quality intelligence rather than spending their shift collecting samples and writing shift log entries. For quality managers and plant leadership evaluating AI Vision Quality deployment, the technology is mature, the integration pathway with existing cameras and plant networks is straightforward, and the audit documentation improvement alone delivers measurable value from the first day of operation at each inspection point.
Frequently Asked Questions