Chemical plants across the US and Canada are sitting on a ticking maintenance clock. Thousands of storage tanks, pressure vessels, and reactors require periodic internal inspection — yet the traditional approach means draining, purging, ventilating, and sending human inspectors into confined spaces under OSHA 29 CFR 1910.146 permit protocols that take days to execute and carry serious safety exposure. Robotic inspection platforms — quadrupeds, magnetic crawlers, and tethered systems — are changing this calculus entirely. Facilities that deploy robotic inspection technology report 60–80% reductions in inspection preparation time, elimination of confined space entry fatalities, and seamless integration with digital maintenance systems that turn inspection findings directly into tracked corrective actions. If your facility is still scheduling internal vessel inspections the same way it did a decade ago, book a 30-minute assessment with iFactory to see what a fully digital inspection program looks like.
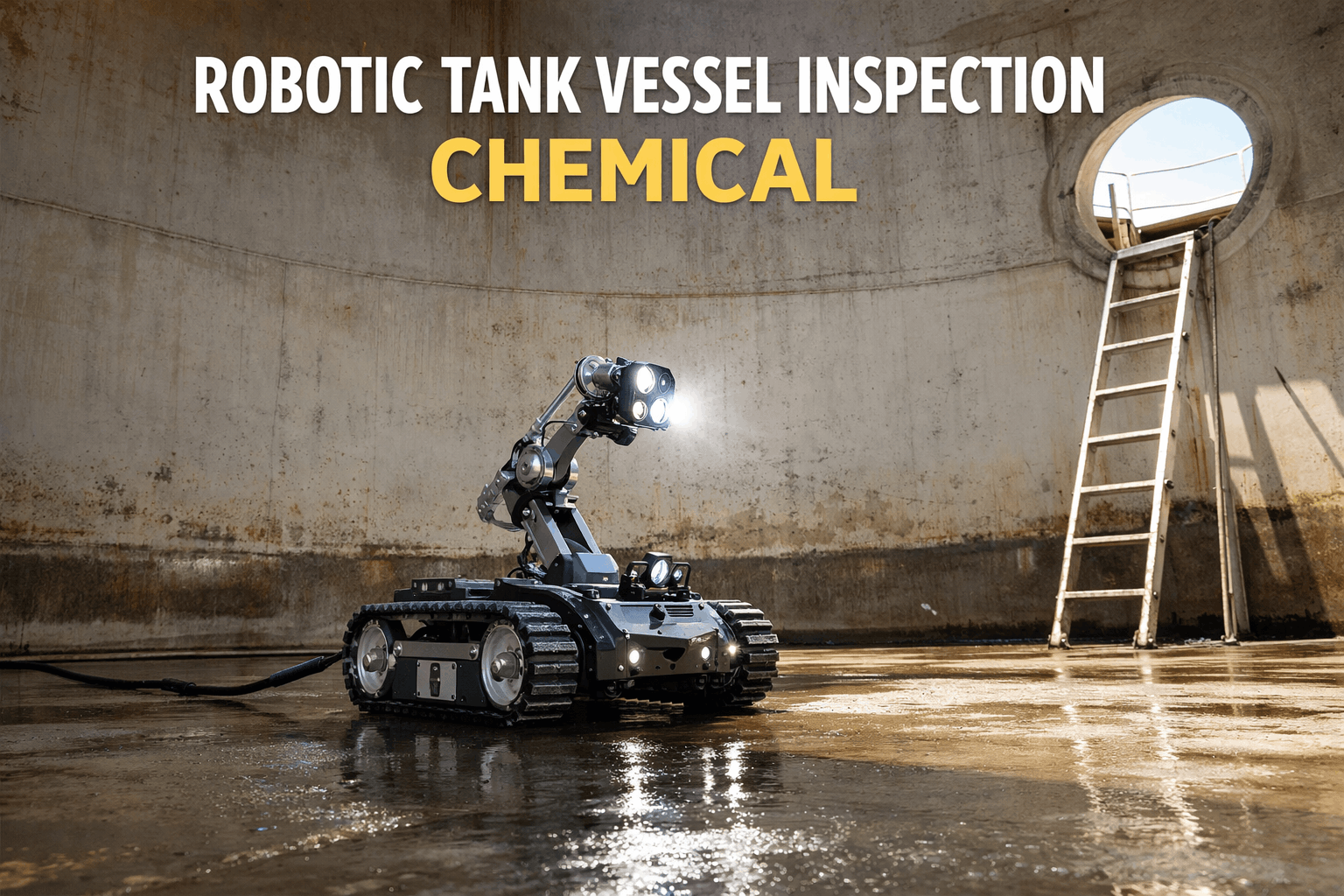
Robotic Tank & Vessel Inspection Guide 2026
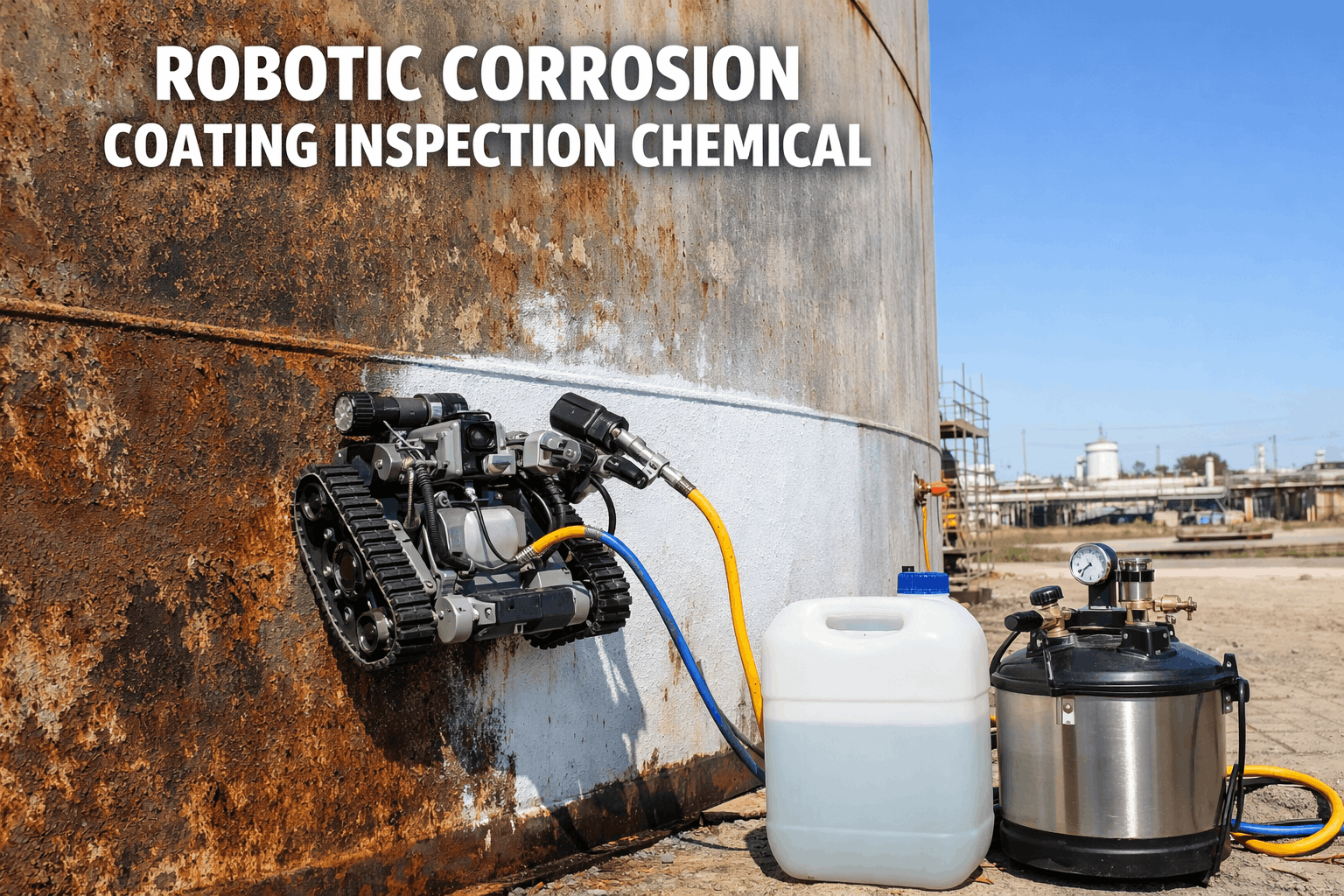
Quadrupeds, Crawlers, and Tethered Systems for Chemical Plant Internal Inspection
60–80%
Reduction in Inspection Preparation Time vs. Confined Space Entry
$20B
Annual Industry Loss from Unplanned Downtime in Chemical Manufacturing
82%
of Chemical Plants Operating in Reactive Maintenance Culture
The Problem with Traditional Internal Vessel Inspection
Internal inspection of storage tanks, pressure vessels, heat exchangers, and reactors is a regulatory requirement under API 510, API 653, and ASME standards — not optional maintenance. But the conventional approach creates a compounding set of operational, safety, and cost problems that robotic platforms are purpose-built to eliminate.
Traditional Inspection Workflow — Where Time and Money Are Lost
Shutdown & Drain
48–96 hours of lost production to isolate, drain, and purge vessel contents
Confined Space Entry Permit
OSHA 1910.146 permit process, atmospheric testing, rescue team standby
Manual NDT Inspection
Visual, UT thickness gauging, and weld inspection conducted by hand
Paper Records & Delays
Findings documented manually — corrosion trends not trackable across inspections
1
Confined Space Entry Fatality Risk
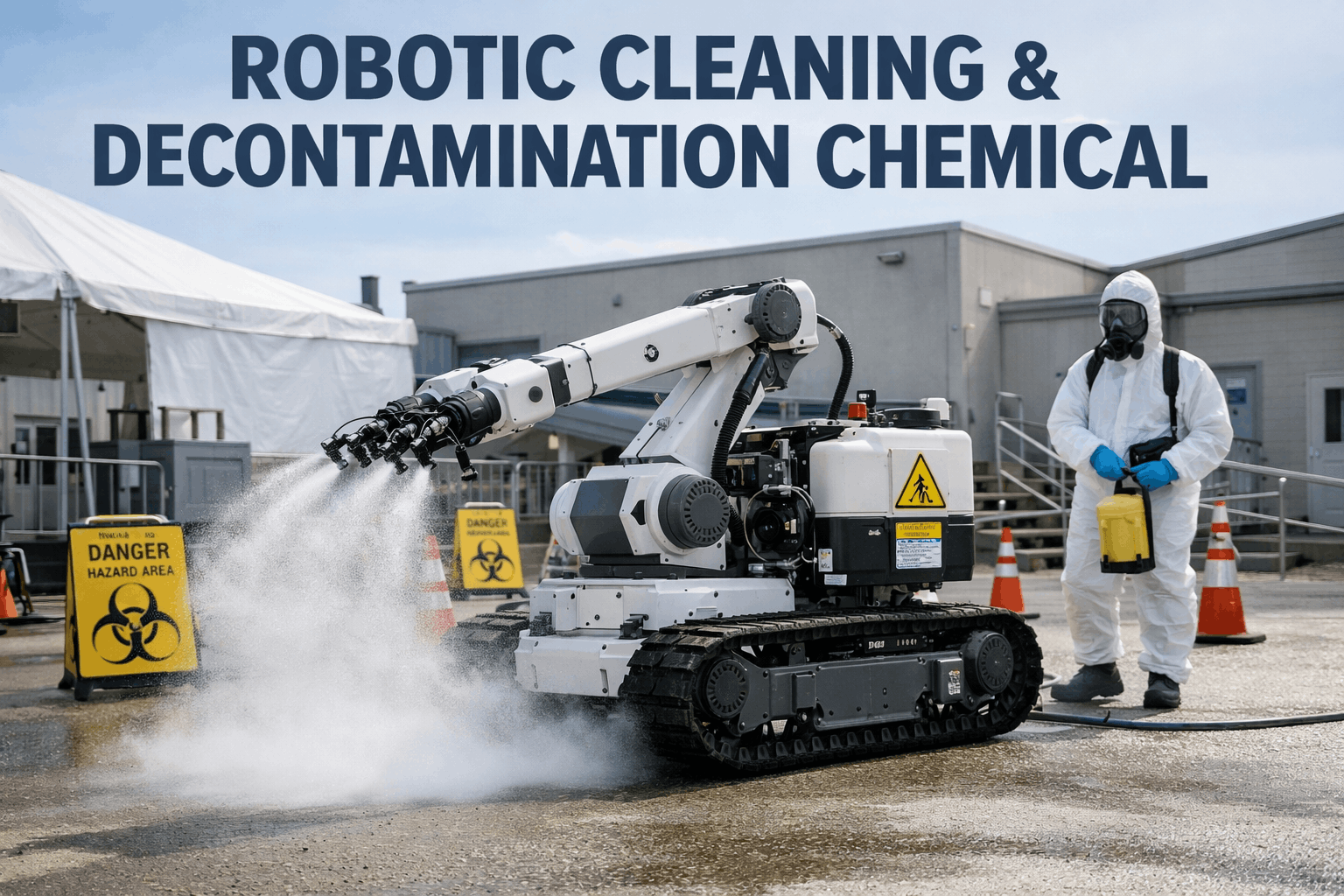
Confined space entry remains one of the leading causes of workplace fatality in chemical manufacturing. OSHA reports that 60% of confined space fatalities involve would-be rescuers — meaning the risk compounds with every person sent inside. Robotic inspection eliminates the exposure entirely for routine assessment missions.
Risk Level
Critical
2
Production Downtime During Inspection
Draining, purging, and ventilating a process vessel before human entry typically requires 48–96 hours of preparation plus the inspection itself. For a mid-size chemical facility operating 20–30 inspectable assets per year, this can represent weeks of lost production time — directly contributing to the $20B annual industry downtime figure.
Time Lost
48–96 hrs/vessel
3
Untracked Corrosion Progression
Paper-based or siloed inspection records make it impossible to trend corrosion rates across inspection cycles. Without digital corrosion tracking linked to asset records, thinning walls and pitting defects are discovered reactively — after they have progressed to failure-risk thresholds rather than being managed proactively.
Impact
Reactive Discovery
4
Regulatory Audit Exposure
API 510, API 653, and OSHA PSM 1910.119 mechanical integrity requirements demand traceable inspection records with documented findings, corrective actions, and inspector qualifications. Facilities relying on paper logs or disconnected spreadsheets routinely fail audit readiness checks — exposing operations to citation and permit risk heading into the 2026 compliance cycle.
Exposure
PSM Citation Risk
Robotic Inspection Platform Types: Choosing the Right Tool
No single robot type solves every internal inspection challenge. The geometry of the vessel, the surface condition, the required NDT method, and the hazard classification of the environment all influence platform selection. Here is how the primary robot categories compare.
Connected Inspection Workflow — Robotic Platform to Maintenance Record
Robot Deployed
Quadruped, crawler, or tethered ROV enters vessel via nozzle or manway
NDT Data Collected
UT thickness, visual HD video, corrosion mapping streamed live
Findings Logged Digitally
iFactory captures weld anomalies, corrosion data, and defect coordinates
Work Orders Auto-Generated
Corrective actions assigned, tracked, and linked to asset history
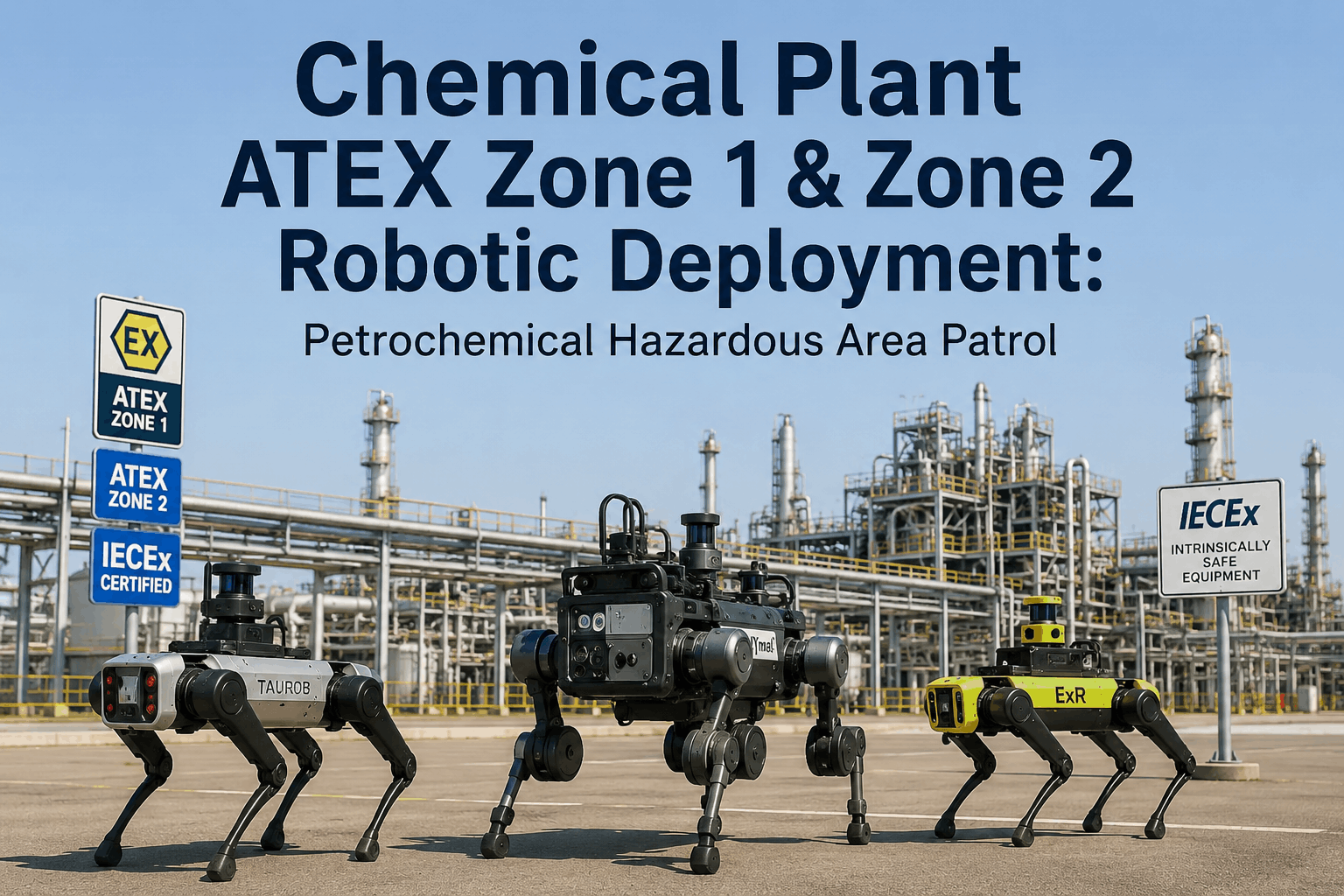
Best For: Complex Geometry
✓ Navigate uneven floors, sumps, and internal structural elements
✓ Carry multiple sensor payloads simultaneously
✓ Deploy in gas-classified zones with ATEX/IECEx certification
✓ Autonomous navigation with pre-programmed inspection routes
Best For: Tank Shell & Roof
✓ Adhere to vertical and overhead ferromagnetic surfaces
✓ Precise ultrasonic thickness measurement on tank walls
✓ GPS-correlated position mapping for defect location
✓ Scan rates up to 10x faster than manual UT gauging
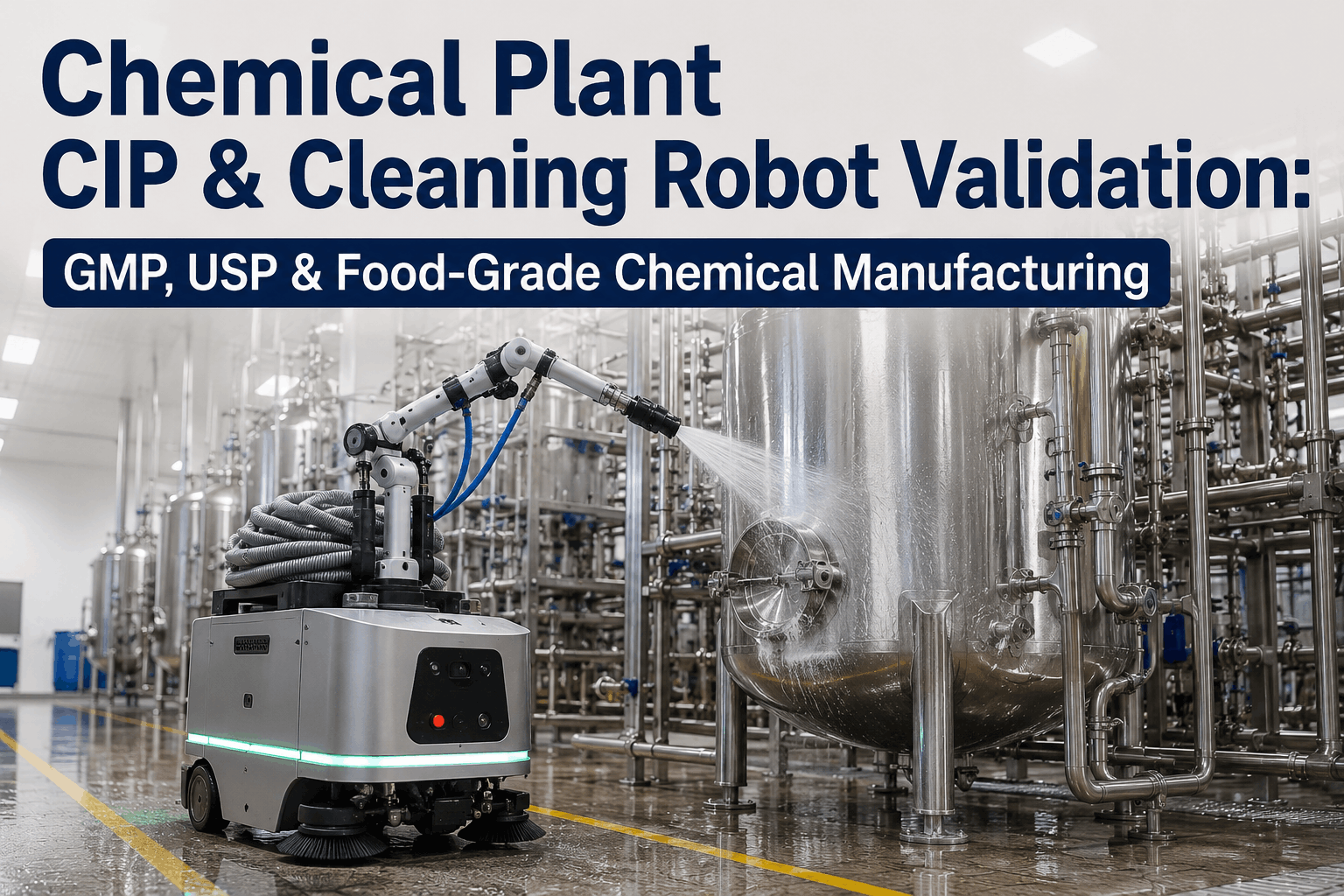
Best For: Liquid-Filled Vessels
✓ Inspect tanks without draining — while in service
✓ Submerged visual and UT inspection via tether cable
✓ No confined space entry permit required for deployment
✓ Real-time HD video with depth and position telemetry
The shift from human confined space entry to robotic vessel inspection represents the single most significant safety and efficiency transformation available to chemical plant inspection programs today. The technology is mature enough for routine deployment — the gap is not in the robots, it is in the digital infrastructure needed to capture what they find, trend it over time, and connect findings to corrective maintenance action. Facilities that solve the data integration problem see inspection programs transform from cost centers into proactive asset protection systems.
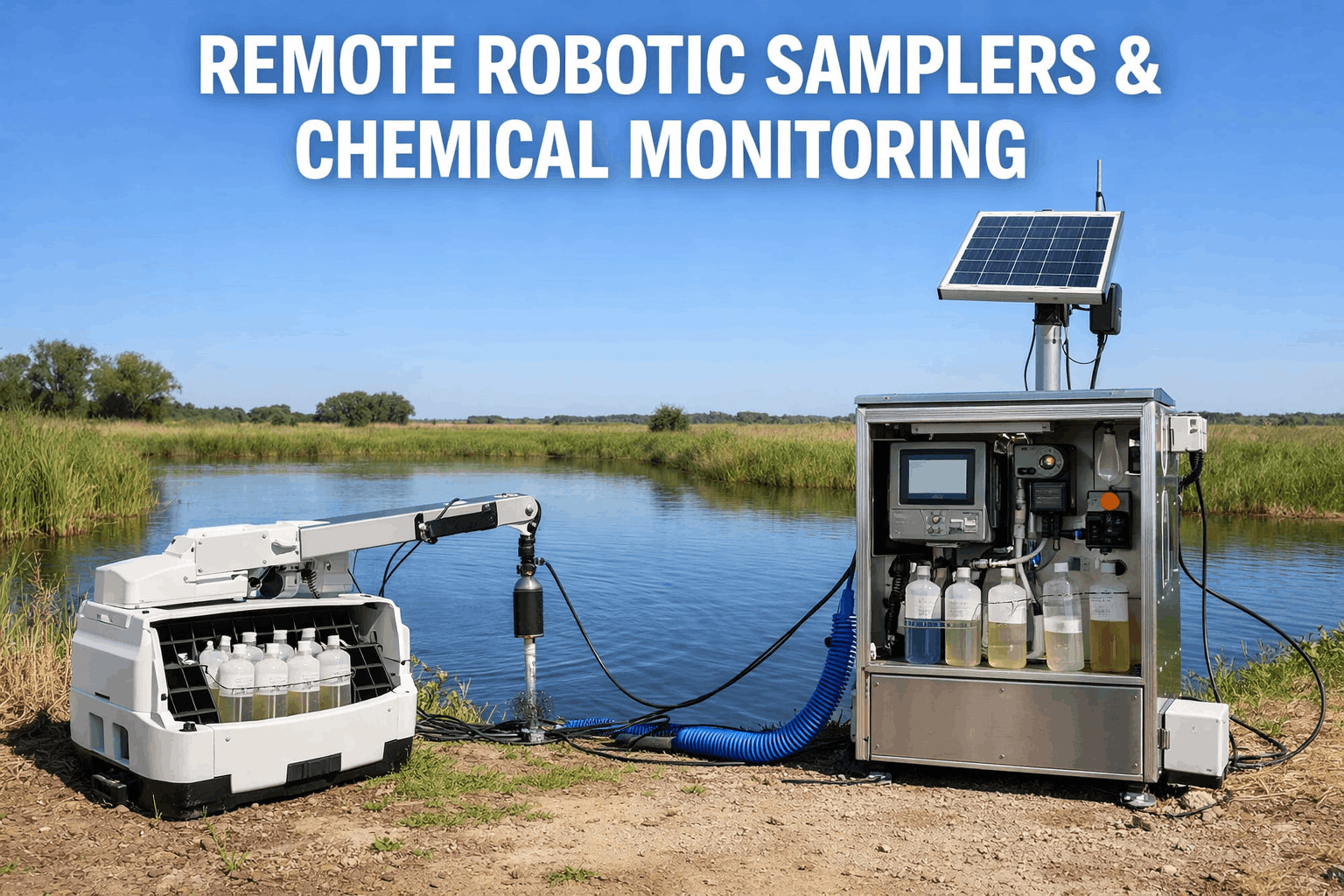
NDT Sensor Payloads: What Robots Can Measure
The inspection value of a robotic platform depends entirely on the sensors it carries. Modern systems support multiple NDT modalities simultaneously — combining visual assessment with quantitative measurement in a single deployment pass.
Ultrasonic Thickness (UT)
Wall thinning, corrosion under insulation, laminations
Magnetic crawlers, quadrupeds
Generates corrosion rate trends across inspection cycles
Visual / HD Video
Surface pitting, weld defects, coating degradation, debris
All platforms
Live remote viewer stream enables real-time expert review
Acoustic Emission (AE)
Active crack propagation, leak detection under pressure
Quadrupeds, tethered
Detects active defects in pressurized vessels without shutdown
Magnetic Flux Leakage (MFL)
Floor plate pitting, subsurface corrosion in tank bottoms
Floor crawlers (API 653)
Scans entire tank floor in hours vs. days of manual gauging
Thermal Imaging (IR)
Insulation voids, refractory degradation, hot spots
Quadrupeds, crawlers
Non-contact — identifies thermal anomalies before failure
How iFactory Connects Robotic Inspection to Maintenance Management
The robotic platform collects the data. iFactory ensures that data drives action. Without a connected maintenance management system, inspection findings sit in separate reports — untracked, un-trended, and disconnected from corrective work orders. iFactory closes this gap across four integrated modules.
Structured Digital Capture
✓ Standardized forms aligned to API 510, API 653, and ASME
✓ Photo and video evidence attached directly to asset records
✓ Inspector qualification and signature capture per regulatory requirement
✓ Automatic next-inspection interval scheduling based on findings
Longitudinal Trend Analysis
✓ UT thickness readings stored per-location with GPS coordinates
✓ Corrosion rate calculation automated across inspection cycles
✓ Remaining life calculation and retirement date projection
✓ Weld anomaly registry with defect classification and re-inspection triggers
Real-Time Expert Review
✓ Live HD video feed from robot camera streamed to iFactory dashboard
✓ Remote inspection expert can annotate findings in real time
✓ Timestamped video clips auto-attached to inspection report
✓ Multi-site inspection review without travel — reduces specialist costs
OSHA 1910.119 Automation
✓ Inspection records auto-linked to PSM mechanical integrity asset register
✓ MOC events triggered automatically when findings exceed acceptance criteria
✓ Corrective action work orders generated and tracked to closure
✓ Audit-ready report package exportable on demand — 100% readiness
82% of chemical plants still operate in a reactive maintenance culture where inspection findings drive emergency repairs rather than planned corrective actions. OSHA PSM auditors are specifically targeting facilities that cannot demonstrate a closed loop between mechanical integrity inspection findings and corrective action completion — a gap that iFactory's integrated platform eliminates entirely.
Before vs. After: What Digital Integration Delivers
The operational gap between facilities running paper-based inspection programs and those with digitally integrated robotic inspection shows up in every compliance, safety, and cost metric that matters.
Inspection Preparation Time
48–96 hours drain, purge, ventilate per vessel
Hours — deploy through nozzle or manway
60–80% reduction in downtime per inspection
Worker Safety Exposure
Confined space entry with rescue team standby
Zero personnel inside vessel — remote operation only
Eliminated CSE fatality risk for routine assessment
Corrosion Trend Visibility
Point-in-time readings — no cross-cycle trending
Automated corrosion rate and remaining life calculation
Proactive retirement planning replaces reactive failure
Audit Readiness
Manual report assembly — days of preparation
On-demand export of full PSM-compliant record package
100% audit readiness at all times
Corrective Action Tracking
Findings in PDF reports — no linked work orders
Auto-generated CMMS work orders from flagged defects
Zero findings fall through the cracks
Still Running Paper-Based Vessel Inspection?
iFactory connects your robotic inspection data directly to PSM mechanical integrity records, corrosion tracking, corrective work orders, and audit-ready compliance documentation — in one platform built for chemical manufacturing in the US and Canada.
Regulatory Standards Governing Robotic Vessel Inspection
Robotic inspection does not operate outside the regulatory framework — it must satisfy the same standards as conventional methods while also meeting additional requirements around equipment qualification and data integrity.
Pressure Vessel Inspection Code
Governs inspection intervals, thickness measurement acceptance criteria, and documentation requirements for pressure vessels. Robotic UT data must be traceable, calibrated, and interpreted by a qualified API 510 inspector — the robot is a data collection tool, not a replacement for certified human judgment on fitness-for-service determinations.
Aboveground Storage Tank Inspection
Specifically addresses tank bottom, shell, and roof inspection requirements. MFL crawler data for tank floor inspection is explicitly accepted as an alternative to manual ultrasonic gauging under API 653 Appendix G — provided the system is calibrated and data is interpreted by an API 653 certified inspector with documented qualifications on file.
PSM Mechanical Integrity
PSM-covered facilities must maintain a written mechanical integrity program covering inspection procedures, test frequencies, documentation of findings, and corrective action closure. Every robotic inspection must generate records that satisfy the PSM documentation standard — digital inspection reports linked to asset records and corrective work orders are the most defensible format under OSHA scrutiny.
Boiler & Pressure Vessel Standards
ASME Section V governs NDE methods and personnel qualification for pressure-retaining equipment. In Canada, provincial pressure vessel regulations — Alberta Boilers Safety Association, Ontario TSSA — impose additional registration and inspection documentation requirements that must be captured in a traceable digital record system.
The 2026 Compliance Context: Why the Window Is Closing
1
OSHA GHS Revision 7 — May 19, 2026
All Safety Data Sheets must be re-authored to GHS Revision 7 standards by May 19, 2026. Updated hazard classifications may alter the ATEX zone designations inside vessels containing reclassified substances — directly affecting which robotic platforms are approved for deployment inside those vessels and requiring new or updated Equipment Zone Drawings.
Deadline
May 19, 2026
2
TSCA PFAS Reporting — EPA Section 8(a)(7)
Facilities handling PFAS-containing process fluids in storage tanks or reactors must document and report usage with full traceability. Robotic inspection data that confirms vessel condition and identifies coating degradation on PFAS-service equipment creates a critical evidence trail for EPA reporting — but only if captured in a traceable digital system linked to batch and substance records.
Reporting
Annual
3
Canada Bill S-5 — CEPA Reform
Canada's amended Canadian Environmental Protection Act under Bill S-5 strengthens substance tracking and monitoring obligations for chemical facilities. Robotic inspection programs that generate structured digital records of vessel condition, coating integrity, and corrosion data provide the systematic monitoring evidence that provincial regulators and Health Canada increasingly expect.
Jurisdiction
Canada-Wide
4
PSM Reactive Culture — 82% of Plants Still Firefighting
82% of chemical plants continue to operate in reactive maintenance cultures where inspection findings drive emergency repairs rather than planned corrective actions. OSHA PSM auditors are specifically targeting facilities that cannot demonstrate a closed loop between mechanical integrity inspection findings and corrective action completion — a gap that iFactory's integrated platform eliminates.
Industry
82% Reactive
Frequently Asked Questions
Can robotic inspection fully replace confined space entry for API 510 and API 653 compliance?
For many inspection activities, yes. API 653 Appendix G explicitly accepts MFL crawler data for tank floor inspection as an alternative to manual gauging, provided the system is calibrated and a certified inspector interprets findings. Under API 510, robotic UT data satisfies thickness measurement requirements when collected with calibrated equipment and reviewed by an API 510 qualified inspector. The key distinction is that the robot collects the data — a certified human inspector must still evaluate fitness-for-service and sign off on the inspection record. iFactory's digital inspection module captures this qualification chain automatically.
What types of vessels are suitable for robotic internal inspection?
Robotic inspection platforms can access most common vessel types in chemical facilities: aboveground storage tanks (floating roof, cone roof, flat bottom), pressure vessels and reactors, heat exchanger shells and channels, boiler drums, and large-bore piping. Vessels with very small manways (under 18 inches) or complex internal baffling may require specialized miniaturized platforms or tethered micro-ROVs. Vessel geometry, access point location, and internal surface material all factor into platform selection.
How does iFactory capture and store robotic inspection data for PSM compliance?
iFactory's Internal Inspection Reports module provides structured digital forms aligned to API 510, API 653, and OSHA PSM 1910.119 documentation requirements. Robotic inspection data — UT thickness readings, HD video clips, corrosion mapping outputs, and defect photographs — is imported or manually entered into asset-specific inspection records. Each record captures inspector qualifications, calibration certificates, and approval signatures. Findings that exceed acceptance criteria automatically trigger corrective work orders and MOC events, creating the closed-loop documentation trail that OSHA PSM auditors require.
How does corrosion rate tracking work across multiple inspection cycles?
iFactory's Weld and Corrosion Tracking module stores UT thickness readings at GPS-correlated or grid-mapped locations on each vessel. When the same location is measured in a subsequent inspection cycle, iFactory automatically calculates the corrosion rate in mils per year, projects the remaining wall life based on minimum acceptable thickness, and flags locations approaching retirement thresholds. This longitudinal trending transforms point-in-time inspection data into a predictive asset management tool — enabling planned repairs before critical failure rather than reactive emergency response.
Does the May 2026 GHS Revision 7 deadline affect robotic inspection programs?
Potentially yes. GHS Revision 7 introduces updated flammability classification criteria that may alter the hazard category of substances stored in specific vessels. If a stored chemical's GHS classification changes, the ATEX zone designation inside that vessel may need to be updated — which could affect the equipment category required for robotic platforms deployed internally. Facilities should cross-reference their updated SDS classifications against their vessel zone drawings as part of the May 2026 compliance preparation cycle, and update robot deployment protocols accordingly.
Build an Audit-Ready Robotic Inspection Program Before the 2026 Window Closes
iFactory connects robotic inspection data to PSM mechanical integrity records, corrosion trend tracking, automated corrective work orders, and compliance documentation — giving US and Canadian chemical facilities the digital infrastructure to turn inspection findings into proactive asset protection.