Every rotating asset on a warehouse floor is broadcasting its mechanical health in real time through its vibration signature, and most of that signal is being thrown away. A drive motor on a sortation line, a gearbox on a packaging conveyor, a hoist motor on an AS/RS crane, a fan motor on a refrigerated bay each generates a measurable vibration spectrum that shifts in highly predictable, mathematically describable ways when bearings start to spall, when shafts drift out of alignment, when imbalance develops, or when looseness creeps into mounting hardware. The international standard ISO 10816 defines vibration severity zones A through D for exactly this reason, with characteristic bearing fault frequencies (BPFO, BPFI, BSF, FT) computable directly from bearing geometry and shaft RPM. When a warehouse equips its critical motor and drive population with industrial IoT vibration sensors and pipes the data into an AI analytics layer that knows what to do with it, bearing defects appear in the spectrum 4 to 8 weeks before functional failure with diagnostic precision sufficient to specify the exact failure mode and the exact component requiring replacement. iFactory AI ingests sensor telemetry, applies envelope-spectrum analysis against per-asset baselines, classifies the defect type, and auto-generates the CMMS work order with severity score and predicted failure window before the bearing fails. Book a Demo to see vibration-driven failure detection mapped against your warehouse equipment register.
4–8 wks
Pre-failure detection window from IoT vibration sensors and AI envelope analysis
51%+
Share of all motor failures attributable to bearing faults across rotating equipment
2–5 kHz
Envelope detection band for early-stage bearing inner-race and outer-race faults
4–6 wks
Deployment timeline from sensor specification to fully automated CMMS work orders
The Physics of Bearing Failure and What Vibration Sensors Actually See
A rolling element bearing in healthy condition produces a predictable, low-amplitude vibration spectrum dominated by shaft-rotation frequency and its early harmonics. As the bearing begins to fail typically initiated by a microscopic spall on the inner race, outer race, ball, or cage the geometry of the defect creates impulsive contact events at characteristic frequencies determined by the bearing's pitch diameter, ball diameter, ball count, contact angle, and shaft RPM. These ball-pass frequencies (BPFO, BPFI), ball spin frequency (BSF), and fundamental train frequency (FT) are not generic alarms; they are bearing-specific fingerprints that an IoT vibration sensor reads cleanly when the accelerometer's frequency response and sampling rate are correctly specified.
For warehouse equipment ranging from low-speed conveyor reducers to high-speed packaging servos, accelerometer frequency response needs to reach 40 to 50 times shaft RPM to resolve bearing fault frequencies and their harmonics. Modern industrial IoT vibration sensors triaxial MEMS accelerometers with onboard edge processing capture time-domain features (RMS velocity in mm/s for ISO 10816 zone classification, peak acceleration in g, crest factor, kurtosis) alongside frequency-domain features (FFT spectrum, envelope spectrum in the 2 to 5 kHz band for early bearing diagnostics). iFactory AI ingests all of this against an established healthy baseline per asset and flags the moment a spectral signature begins to drift toward a known failure pattern weeks before the machine would trigger a temperature, current, or audible noise alarm. Book a Demo to see live vibration spectral analysis running against equipment matched to your warehouse.
Bearing Fault Frequency Library
iFactory AI maintains a fault-frequency library indexed against bearing model and shaft RPM computing BPFO, BPFI, BSF, and FT per asset. When a spectral peak appears at one of these characteristic frequencies and grows above baseline, the system identifies the exact failure mode (outer race, inner race, ball, cage) rather than producing a generic "vibration high" alarm. The work order specifies the failed component before the technician opens the machine.
ISO 10816 Zone Classification
Every monitored asset is continuously evaluated against ISO 10816 zones A (good), B (acceptable), C (unsatisfactory), and D (unacceptable) using RMS velocity in the 10–1000 Hz band. Operations leadership sees a fleet-wide zone map; maintenance leadership sees the specific machines crossing zone boundaries and the rate at which their condition is changing not waiting for an absolute threshold breach to act.
Triaxial Three-Direction Coverage
ISO 10816 evaluates vibration in three orthogonal directions horizontal, vertical, and axial because different failure modes manifest in different directions. Misalignment shows strongly in the axial direction; imbalance in horizontal and vertical; structural looseness preferentially in horizontal. iFactory's triaxial sensor ingestion captures all three axes simultaneously, letting the AI classifier separate misalignment from imbalance from bearing wear without manual interpretation.
Envelope Spectrum for Early Detection
Early-stage bearing defects produce low-amplitude, high-frequency impulsive signals that get buried in broadband noise on standard FFT. Envelope detection isolating the modulation envelope in the 2 to 5 kHz band recovers these signals at very early stages of damage. iFactory applies envelope analysis automatically on every monitored asset, surfacing inner-race and outer-race defects at amplitudes where standard spectrum analysis would still show "normal."
Automated Work Order Generation
When a vibration severity score crosses a configurable threshold, iFactory pushes a structured work order to the CMMS IBM Maximo, SAP PM, ServiceMax, or Infor EAM with asset ID, defect classification, severity zone, recommended replacement part, and predicted functional-failure window. Spare parts procurement is initiated in advance, eliminating expedited-freight premiums that typically run at 2 to 3× standard pricing on emergency orders.
Shift Logbook Continuity Across Handovers
Every vibration alert, technician intervention, replacement event, and post-repair baseline reset is captured inside iFactory's digital Shift Logbook. Incoming shift teams see exactly which assets escalated overnight, what action has been taken, and which severity zones remain elevated giving maintenance a single auditable trail of asset condition rather than scattered handover notes that lose context across shifts.
Why Walk-Around Inspection and Calendar PM Miss What Continuous Sensors Catch
Walk-around vibration routes once-a-month or once-a-quarter inspections with a handheld analyser were the industry standard for decades, and they still work for slow-evolving failure modes. They fail predictably for bearings on motors running 18 to 22 hours a day in a high-velocity warehouse, where the entire P-F interval from first detectable defect to functional failure can be six weeks or shorter. The table below maps what each approach actually delivers against the equipment-condition decisions warehouse maintenance teams need to make every week.
| Condition Monitoring Dimension |
Walk-Around Routes + Calendar PM |
iFactory AI + IoT Vibration Sensors |
| Sampling Cadence |
Monthly or quarterly route. Between visits the machine is unmonitored. A bearing that starts spalling immediately after a route runs unobserved for 4 to 12 weeks the same window in which functional failure can develop on a heavily loaded high-speed motor. |
Continuous or sub-hourly sampling per asset. The very first appearance of a BPFO or BPFI peak above the noise floor is detected within hours of onset, with severity tracked continuously through the full P-F curve until intervention is scheduled. |
| Defect Type Identification |
Skilled analyst with portable equipment can identify defect type during a route visit if the defect has progressed enough to be clearly visible in the spectrum and the analyst has time to review per machine. Most warehouse PM routes do not include this level of analysis. |
iFactory's classifier identifies defect type automatically across every monitored asset bearing inner-race, outer-race, ball/cage, imbalance, misalignment, soft foot, mechanical looseness based on spectral signature, axial vs radial dominance, and harmonic structure. No analyst bottleneck. |
| Early-Stage Bearing Detection |
Standard FFT on a route inspection typically catches bearing defects once they have progressed into Zone C or D severity sometimes weeks after envelope analysis would have caught them. Earliest-stage faults (Zone A/B with subtle BPFO peaks) often go unnoticed. |
Envelope-spectrum analysis in the 2 to 5 kHz band, applied continuously and automatically, surfaces inner-race and outer-race defects at very early stages while overall RMS velocity is still in Zone A or B. The full P-F interval is available for planning, not just the tail end of it. |
| ISO 10816 Zone Tracking |
Zone classification calculated at each route visit. Between visits, machines can transition from Zone B to Zone C to Zone D undetected. Trend rate (the speed at which condition is worsening) is invisible without continuous data. |
RMS velocity tracked continuously per axis per asset. Zone transitions flagged the moment they cross. Trend rate visible directly machines worsening quickly are escalated ahead of machines worsening slowly, regardless of which is in a higher absolute zone today. |
| Spare Parts Procurement Lead Time |
Defect identified at route visit; parts ordered at standard lead time, which for specialised motor or gearbox assemblies can be 4 to 10 weeks. If functional failure occurs before parts arrive, downtime extends; emergency orders run at 2 to 3× standard cost. |
AI predicts failure window 4 to 8 weeks ahead of functional failure. Parts ordered immediately at standard lead time and standard cost. Failure window and parts arrival aligned; emergency procurement premium effectively eliminated across the instrumented fleet. |
| Handover Continuity |
Route findings recorded in spreadsheets, paper PM reports, or maintenance management notes. Context lost between technicians, between shifts, and between PM cycles. Patterns visible only to whoever spent time reviewing the same machine across multiple routes. |
Every alert, intervention, and baseline reset captured in iFactory's Shift Logbook with asset linkage. Incoming shifts see live machine condition plus full intervention history. Patterns across shifts surface automatically into the AI layer rather than living only in one technician's memory. |
Every Bearing Defect Caught at Zone B Saves a Zone D Emergency Shutdown.
iFactory AI turns IoT vibration sensor data into early-stage bearing fault detection, ISO 10816 zone tracking, defect-type classification, and automated CMMS work orders with specified replacement parts and predicted failure windows protecting warehouse motor and drive uptime weeks ahead of breakdown.
Book a Demo to see live spectral analytics running against your equipment.
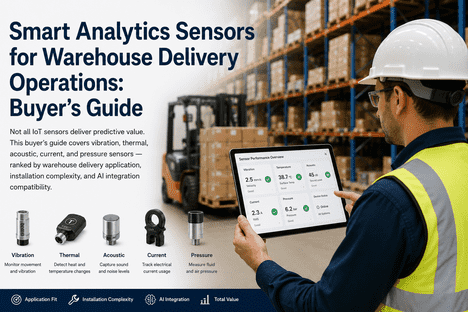
The Warehouse Equipment Population That Benefits Most from IoT Vibration Monitoring
Not every motor in a warehouse warrants a dedicated sensor on day one. The economics of vibration monitoring concentrate around assets where unplanned failure halts a meaningful share of throughput, where lead times on replacement parts are long, or where the cost of accessing the failed component is high. iFactory's week 1–2 criticality audit ranks each rotating asset against three factors throughput impact, replacement lead time, and intervention complexity and produces the instrumentation priority list against which the sensor stack is rolled out.
Tier 1 assets typically include sortation drive motors, AS/RS hoist and travel motors, main conveyor drive units, palletiser servo motors, and high-throughput packaging line drives equipment where a single failure can lock out an aisle, halt a sortation line, or stop downstream packing for hours. Tier 2 assets include dock-leveller hydraulic motors, secondary conveyor segments, and HVAC fans serving climate-controlled zones. Tier 3 captures auxiliary equipment where failure impact is local and replacement is straightforward. Most deployments instrument Tier 1 immediately and roll Tier 2 in a second wave once ROI from Tier 1 is documented in the CMMS history, building the predictive maintenance programme on the assets where the financial case is most defensible before extending coverage.
How iFactory AI Deploys IoT Vibration Analytics Across a Warehouse
The 4 to 6 week deployment sequence is structured to deliver live analytics across Tier 1 assets within the first two weeks of sensor data flow, defect classification by week four, and automated CMMS work orders by week six. Each phase produces a measurable deliverable to the maintenance and operations teams that will act on the output.
Weeks 1–2
Criticality Audit, Sensor Specification and Bearing Geometry Capture
Asset register compiled across all rotating equipment with shaft RPM, motor power, bearing model numbers, and historical failure data. Criticality scoring against throughput impact, lead time, and intervention cost. Sensor specification per Tier 1 asset accelerometer frequency response sized to 40–50× shaft RPM, mounting strategy (stud, magnet, adhesive) selected per surface type and environmental rating. Bearing geometry data (ball count, pitch diameter, ball diameter, contact angle) captured so BPFO, BPFI, BSF, and FT can be computed per asset. Network topology and gateway placement confirmed.
Weeks 2–4
Sensor Mounting, Baseline Capture and ISO 10816 Zone Calibration
Triaxial vibration sensors mounted at drive-end and non-drive-end positions on Tier 1 assets, with axial sensors at thrust bearing locations where applicable. Wireless gateways commissioned; edge-processing nodes verified for FFT and envelope spectrum capability. iFactory ingests RMS velocity, peak acceleration, FFT, and envelope features under representative load. ISO 10816 zone boundaries calibrated per machine class (group 1 or group 2, rigid or flexible mount). Healthy baseline locked in for each asset. First-pass anomaly review with maintenance leadership typically uncovers existing latent defects that walk-around routes had missed.
Weeks 4–6
Defect Classifier Tuning, CMMS Integration and Shift Logbook Activation
Defect classification models tuned to the facility's specific equipment mix bearing inner/outer race, ball/cage, imbalance, misalignment, soft foot, looseness, electrical (line frequency sidebands). Automated CMMS work order generation activated with severity zone, defect classification, recommended parts, and predicted failure window pushed to IBM Maximo, SAP PM, ServiceMax, or Infor EAM. Shift Logbook integrated so vibration alerts, technician responses, and post-repair baseline resets are captured across every handover. Maintenance leadership trained on alert triage; full handover completed with monthly fleet-condition reporting in place.
DEPLOYMENT OUTCOME: LATENT BEARING DEFECTS SURFACED INSIDE THE FIRST THREE WEEKS
Warehouses completing iFactory's 4–6 week vibration analytics deployment consistently surface latent bearing and motor defects within the first 3 weeks of sensor activation defects that had been progressing undetected under calendar-based routes. Programmes typically achieve 50–70% reduction in unplanned downtime, with bearing defects identified at ISO 10816 Zone B (acceptable but trending) rather than Zone D (functional failure imminent).
50–70%
Unplanned downtime reduction across instrumented Tier 1 warehouse equipment
80–90%
Equipment failures preventable through continuous vibration spectral analysis
2–3×
Emergency parts freight premium eliminated via ahead-of-need procurement
Vibration Analytics: Use Cases from Warehouse Logistics Deployments
The following outcomes are drawn from iFactory IoT vibration deployments at operating warehouse and distribution facilities across e-commerce, 3PL, FMCG, and grocery distribution networks. Each use case reflects 9 to 14 month post-deployment performance data against the specific failure modes the sensor stack was deployed to catch.
A high-volume e-commerce hub operating 22 sortation conveyor drive motors had logged two unplanned outer-race bearing failures across a 9-month window, each producing roughly 8 to 10 hours of sortation downtime, expedited motor-assembly freight at premium pricing, and missed evening carrier cut-offs. iFactory installed triaxial sensors at drive-end and non-drive-end positions on all 22 motors, calculated BPFO per bearing geometry, and activated envelope-spectrum monitoring in the 2 to 5 kHz band. Within 4 weeks of activation, a discrete spectral peak emerged at the BPFO frequency of one motor approximately 19% above the baseline noise floor with sideband structure indicating early-stage outer-race spalling. Severity progression curve predicted functional failure in 5 to 7 weeks. Bearing assembly replaced during the next planned Sunday maintenance window with parts pre-staged. Spectrum returned to baseline post-replacement; no operational impact.
Book a Demo to see how this applies to your sortation infrastructure.
4 wks
Time from sensor activation to first BPFO spectral peak detection on the affected motor
5–7 wks
Predicted functional-failure window provided to maintenance for planning
0 hrs
Unplanned sortation downtime recorded across the 12 months following deployment
An FMCG distribution centre had been replacing bearings on two specific packaging-line drives at 4 to 5× the rate of comparable lines, with no clear pattern from walk-around routes. iFactory's continuous monitoring identified the root cause in week 6: persistent strong 2× shaft-frequency vibration with axial-direction dominance and 180° phase shift across the coupling indicating shaft misalignment loading the bearings asymmetrically. Realignment was performed across both lines during a planned weekend shutdown. Bearing failure rate on both lines fell to zero across the following 11 months. The same axial-2× signature was subsequently identified on a third line previously considered "running well" but estimated 3 to 4 months from its first predicted bearing event the realignment was completed pre-emptively.
0 failures
Bearing incidents recorded on both treated packaging lines across 11 months post-realignment
2× freq
Spectral signature pattern that identified the underlying misalignment root cause
3 lines
Packaging lines with axial-direction misalignment surfaced by triaxial spectral analysis
A pharmaceutical 3PL operating a 14-aisle AS/RS identified hoist motor bearing failure as the single highest-impact downtime risk in the facility a single hoist failure could lock out a complete aisle for 6 to 14 hours pending crane access, replacement motor, and qualification. iFactory was deployed across all 14 hoist motors plus travel and shuttle motors with continuous monitoring against BPFI for each bearing. Over the first 10 months of operation, the platform surfaced two inner-race defects on hoist motors at ISO 10816 Zone B severity weeks before either would have triggered a route-based or alarm-based response. Replacement parts ordered at standard lead time; both interventions completed during planned weekend windows with full aisle availability maintained through the working week. Estimated downtime avoided across the two events: 18 to 26 hours of aisle outage plus elimination of the emergency parts freight premium.
18–26 hrs
AS/RS aisle downtime avoided across two early-stage BPFI detections
Zone B
ISO 10816 severity at which both inner-race defects were identified well before Zone D failure
14 motors
Hoist motors instrumented across the AS/RS for continuous BPFI and BPFO monitoring
Expert Perspective: Why Continuous Vibration Has Replaced Periodic Inspection
Industry Perspective Condition Monitoring and Warehouse Reliability
"Walk-around routes are a tool that was designed for an era of cheaper labour and more forgiving production schedules. They still work for machines that fail slowly. They genuinely do not work for a sortation drive running 22 hours a day where the BPFO peak goes from invisible to dominant in four weeks. The shift the leading warehouse operators have made in the last three years is to treat vibration as continuous data, the same way they treat WMS throughput data. Once you accept that, the analytics question becomes which bearing geometries are in scope and which CMMS gets the work order. The technology is settled. The remaining question is which assets you instrument first and how quickly you move."
Head of Reliability and Condition Monitoring European 3PL Distribution Group (provided via iFactory deployment reference)
The supporting reliability data is consistent across the industry. Bearings account for over half of all rotating-equipment failures. Vibration is the earliest detectable signal on the P-F curve well ahead of temperature, current, or acoustic indicators. Envelope spectrum analysis surfaces inner-race and outer-race defects at amplitudes invisible to standard FFT, with structured analytics programmes documented to deliver 50 to 70% reductions in unplanned downtime and 35 to 50% OEE improvements against time-based maintenance baselines. The remaining decision for warehouse operators is operational, not technical when to deploy and which assets to instrument first. Book a Demo to speak with iFactory's vibration analytics team about your warehouse environment.
Conclusion: Continuous Vibration Sensing Is the Default Architecture for Modern Warehouse Reliability
The economics are no longer ambiguous. A $200 bearing replaced during scheduled downtime is an $850 intervention. The same bearing failing catastrophically on a Tuesday afternoon during peak despatch is a six-figure event measured against lost throughput, emergency labour, expedited freight, and missed carrier cut-offs. With over 50% of motor failures driven by bearings, ISO 10816 providing universally accepted severity benchmarks, and envelope-spectrum analysis surfacing inner-race and outer-race defects 4 to 8 weeks before functional failure, the architecture that combines IoT vibration sensors with AI-driven spectral analysis and automated CMMS work orders has become the operational default for warehouses serious about uptime, OEE, and SLA performance.
iFactory AI delivers the technical capability stack warehouse operators need: triaxial sensor ingestion at the bandwidth required for BPFO and BPFI detection, ISO 10816 zone tracking per axis per asset, envelope spectrum analysis in the 2 to 5 kHz band, defect classification across all major bearing and mechanical failure modes, automated CMMS work order generation with predicted failure windows, and a digital Shift Logbook that carries every alert, intervention, and baseline reset across shift handovers. Deployment runs 4 to 6 weeks from criticality audit to fully integrated analytics with latent defects surfaced inside the first three weeks. Book a Demo to receive a vibration analytics assessment scoped to your warehouse equipment register and downtime profile.
Frequently Asked Questions About IoT Vibration Sensors and AI Failure Detection
Which IoT vibration sensor brands and integration protocols does iFactory AI support?
iFactory ingests data from industrial triaxial vibration sensors across major manufacturers including SKF, Banner Engineering, Yokogawa Sushi Sensor, Erbessd Reliability, Petasense, Bently Nevada, and NCD, plus PLC-attached accelerometers from Siemens, Allen-Bradley, and Beckhoff. Protocol support includes MQTT, OPC-UA, REST, and direct historian connections to PI System, Ignition, and Wonderware. Sensor selection is finalised during the week 1–2 criticality audit based on per-asset frequency response requirement (40–50× shaft RPM), environmental IP rating, and the brownfield network infrastructure already in place.
How does iFactory compute bearing fault frequencies for assets across the warehouse?
Bearing fault frequencies BPFO (outer race), BPFI (inner race), BSF (ball spin), and FT (cage) are computed from bearing geometry (ball count, ball diameter, pitch diameter, contact angle) and shaft RPM. iFactory maintains a fault-frequency library indexed against bearing model number; the week 1–2 audit captures bearing specifications per asset, and BPFO/BPFI are calculated and stored as the expected fault signatures for the AI to track. When a spectral peak appears at a computed fault frequency with growing amplitude, the system identifies the exact failed component before any technician touches the machine.
What is the practical detection window for bearing defects with this sensor stack?
For most warehouse motor and drive applications, early-stage bearing defects appear in the envelope spectrum 4 to 8 weeks before functional failure, with the exact window depending on operating speed, load, and the specific defect mode. Inner-race and outer-race defects typically present earliest in the 2 to 5 kHz envelope band, while ball and cage defects often present somewhat later. iFactory's severity progression curve estimates the predicted failure window continuously as the defect advances, giving maintenance multi-week planning visibility rather than a single-point detection.
Does iFactory align with ISO 10816 vibration severity standards?
Yes. RMS velocity in the 10 to 1000 Hz band is calculated continuously per axis (horizontal, vertical, axial) per asset, and evaluated against ISO 10816 / ISO 20816 zone boundaries A (good), B (acceptable), C (unsatisfactory), D (unacceptable). The system supports both Group 1 and Group 2 machine classifications and adjusts boundaries for rigid versus flexible mounting. Operations dashboards surface zone status; maintenance dashboards surface trend rate (the speed at which condition is worsening) so machines deteriorating quickly are prioritised regardless of their absolute current zone.
How is the AI defect classifier trained for warehouse-specific equipment?
The classifier uses a combination of physics-based spectral pattern matching (BPFO, BPFI, BSF, FT, 1× and harmonic shaft frequency, axial vs radial dominance) and machine-learning anomaly detection (Isolation Forest, autoencoder) trained against the per-asset healthy baseline established during weeks 2 to 4. Tuning continues across the first quarter of operation as additional defect-resolved events are added to the labelled dataset, with classification accuracy improving as more facility-specific examples accumulate. The physics-based component works from day one; the ML component sharpens over time.
How does the Shift Logbook integrate with the vibration analytics workflow?
Every vibration alert, severity-zone transition, technician response, replacement event, and post-repair baseline reset is captured in iFactory's digital Shift Logbook against the affected asset. Incoming shifts see live machine condition with full intervention history; operator observations from the floor (unusual noise, vibration felt at a station) are captured and correlated with sensor data so qualitative observation enriches the quantitative analytics. No critical alert is lost between shifts; no operator observation goes unreviewed.
Bearing Fault Frequencies. Envelope Spectrum Analysis. ISO 10816 Zone Tracking. Automated Work Orders.
iFactory AI ingests IoT vibration sensor data across every Tier 1 motor and drive in your warehouse, applies BPFO/BPFI/BSF detection and envelope spectrum analysis to surface bearing defects 4 to 8 weeks before functional failure, and pushes structured work orders with defect classification and predicted failure window directly into your CMMS.
Stop Discovering Bearing Failures During Despatch Shifts. Detect Them 4–8 Weeks Earlier with IoT Vibration Sensors and iFactory AI.
iFactory AI delivers spectral-analysis-driven predictive maintenance across every motor, bearing, gearbox, and rotating drive in your warehouse with BPFO/BPFI/BSF fault frequency tracking, envelope spectrum analysis, ISO 10816 zone classification, defect-type identification, automated CMMS work orders, and Shift Logbook continuity. Integrated with your WMS, CMMS, and ERP in 4 to 6 weeks.
4–8 weeks pre-failure detection on bearing inner-race, outer-race, ball and cage faults
ISO 10816 zone classification on every monitored axis, continuously
Automated CMMS work orders with defect classification and predicted failure window
Latent defects surfaced inside the first three weeks of sensor activation