
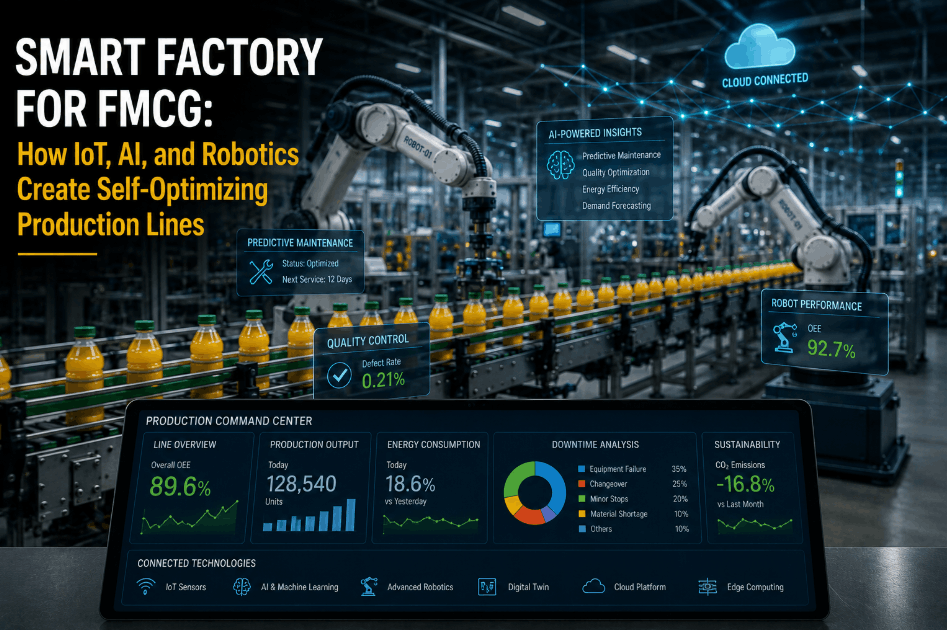
Artificial intelligence is no longer a pilot project reserved for tech-forward enterprises — it is rapidly becoming the competitive baseline for FMCG manufacturing operations that intend to survive margin compression, accelerating SKU complexity, and retailer demand for near-perfect service levels. AI FMCG manufacturing solutions are now delivering measurable outcomes across the full production value chain: predicting equipment failures before they halt lines, automating quality inspection at speeds no human team can match, optimizing batch scheduling in real time, and translating production data into executive-grade intelligence within seconds. Plants that have deployed AI across their operations are sustaining OEE levels above 85%, cutting unplanned downtime by up to 50%, and reducing waste by 30% — outcomes that define the gap between competitive FMCG manufacturers and those fighting to hold margin. Book a demo with iFactory to see how AI performs on your specific production lines.
Why FMCG Manufacturing Is the Highest-Stakes AI Deployment Environment
Consumer goods manufacturing operates at a pace, complexity, and volume that makes it uniquely demanding as an AI deployment environment. A single production facility may run 12 to 40 distinct SKUs across multiple lines simultaneously, each with its own fill weight specifications, seal integrity requirements, labeling configurations, and packaging tolerances. Changeover frequency is high. Hygiene and food safety compliance is non-negotiable. Retailer delivery windows are measured in hours, not days. In this environment, the cost of a single unplanned production halt or a quality escape reaching retail shelves extends far beyond the immediate production loss — it carries retailer penalty charges, product recall risk, and brand damage that can suppress demand for months.
Traditional maintenance and quality management approaches — fixed-interval PM schedules, end-of-line sampling inspection, manual batch record review — were designed for a slower, simpler manufacturing era. They are structurally incapable of providing the real-time process visibility that modern FMCG lines require. AI solutions for FMCG manufacturing close this gap by converting the continuous data stream generated by production equipment into actionable intelligence — failure predictions, quality alerts, scheduling recommendations, and energy optimization signals — delivered to the right person at the right time through mobile-first interfaces that work on the plant floor.
The Six AI Use Cases Transforming FMCG Production Plants
Enterprise AI platforms for consumer goods manufacturing address multiple operational dimensions simultaneously. The most advanced deployments — including iFactory's integrated AI suite — deliver value across six distinct production domains, each generating independent ROI while feeding data into a shared intelligence layer that makes every individual model smarter over time. Production managers who book a demo with iFactory consistently discover that their existing infrastructure generates far more actionable data than their current systems can process — the AI layer is the missing translation layer between raw sensor data and maintenance decisions.
OEE Impact: What AI Delivers Across Availability, Performance, and Quality
Overall Equipment Effectiveness is the universal performance currency of FMCG manufacturing. World-class FMCG plants target OEE above 85% — a level that most reactive plants, typically operating at 55–70%, have never sustained. AI solutions address all three OEE components simultaneously. Availability improves because predictive maintenance prevents unplanned stoppages. Performance improves because AI detects speed-reducing mechanical degradation — bearing wear, belt stretch, pump cavitation — before operators notice any slowdown. Quality improves because real-time process monitoring catches parameter drift before it produces defective product runs. Production engineers at FMCG plants who book a demo with iFactory see these three dimensions modelled against their actual production data in the first session.
| OEE Component | Reactive FMCG Plant | With iFactory AI | Primary AI Driver |
|---|---|---|---|
| Availability | 72% | 89% | 50% reduction in unplanned stoppages |
| Performance | 81% | 93% | AI-detected mechanical degradation corrected before speed loss |
| Quality | 88% | 97% | Real-time process parameter monitoring eliminates defect runs |
| Combined OEE | 51% | 80% | +29 percentage points — world-class performance threshold |
Implementing AI in FMCG Manufacturing: What the Deployment Journey Looks Like
One of the most persistent misconceptions about AI for FMCG manufacturing is that deployment requires a large-scale IT transformation project. Modern industrial AI platforms — including iFactory — are designed for rapid deployment alongside existing PLC, SCADA, and MES infrastructure without modifying production control systems. Data collection is read-only and non-intrusive. IoT sensors retrofit onto existing equipment without engineering changes to controls. Most FMCG facilities with 3–5 production lines reach full AI monitoring deployment in 6–10 weeks and begin receiving predictive maintenance alerts within the first 30 days of sensor activation. FMCG operations managers who want a realistic deployment timeline for their specific facility can book a demo to walk through the implementation roadmap phase by phase.
AI vs. Traditional FMCG Manufacturing Approaches: A Direct Comparison
Understanding the operational gap between AI-enabled and reactive FMCG manufacturing requires looking at specific decision scenarios — how each approach handles a developing equipment fault, a quality drift event, a production schedule disruption, or an energy cost spike. The differences are not incremental. They represent a fundamentally different relationship between production data and management decision-making. Smart manufacturing for FMCG consumer goods plants means making every operational decision on real-time, AI-analyzed evidence rather than on shift reports, gut feel, and lagging KPIs. FMCG plant managers who want to benchmark their current operation against AI-enabled performance benchmarks can book a demo with iFactory to run a gap analysis on their facility.
| Scenario | Reactive / Traditional | AI-Enabled (iFactory) |
|---|---|---|
| Equipment fault developing | Discovered at breakdown. Emergency repair, 6–18 hrs downtime. | AI alert 2–6 weeks ahead. Planned intervention during scheduled downtime. Zero production loss. |
| Quality parameter drift | Detected at end-of-line sampling. 40,000+ defective units already produced. | Real-time process monitoring triggers alert within seconds of drift onset. Defect run prevented. |
| Production schedule disruption | Replanned manually. Hours of coordination. Missed delivery window. | AI reschedules automatically across all lines in real time. Delivery commitment maintained. |
| Energy consumption spike | Noticed on monthly utility bill. Root cause unknown. | AI identifies energy-anomalous equipment within hours. Mechanical fault or process deviation corrected. |
| Maintenance team daily workflow | Reactive breakdown response. Parts sourced under pressure. Unplanned overtime. | AI-prioritized work queue each shift. Pre-diagnosed faults, right parts in hand, planned labor allocation. |
Selecting the Right AI Platform for FMCG Manufacturing Operations
Not all industrial AI platforms are built for the specific demands of fast-moving consumer goods production. Generic IoT analytics tools lack the FMCG-specific failure mode libraries, the product-format-aware baselining capabilities, and the hygiene-compliant hardware options that food and beverage manufacturing environments require. When evaluating AI platforms for FMCG factory operations, production engineering and IT teams should assess five critical capability dimensions: edge computing architecture for high-speed line protection, built-in CMMS integration for closed-loop maintenance execution, product-format awareness for multi-SKU lines, compliance-grade traceability for food safety audits, and mobile-first interfaces for plant floor adoption. iFactory is purpose-built across all five dimensions for FMCG and CPG manufacturing environments. Engineering leads who want to evaluate iFactory against their specific operational requirements can book a demo.
Frequently Asked Questions: AI for FMCG Manufacturing
Deploy AI Across Your FMCG Lines in Weeks, Not Months
iFactory delivers predictive maintenance, AI quality inspection, intelligent scheduling, and energy optimization — purpose-built for FMCG production. No lengthy IT projects. No disruption to production.
![how-fmcg-brands-use-ai-to-improve-operations-[real-results]](./manage-post-2k26/uploads/how-fmcg-brands-use-ai-to-improve-operations-[real-results].png)

