The smart factory is no longer a vision on a conference room slide — it is the operational reality of FMCG manufacturers who have committed to Industry 4.0 and are now watching their competitors struggle with the downtime, waste, and throughput limitations that define legacy production environments. The convergence of IoT sensors, AI analytics, and robotics in FMCG manufacturing is creating something that was impossible a decade ago: production lines that monitor themselves, predict their own failures, adjust their own parameters, and continuously optimize their own performance without waiting for human intervention. FMCG facilities that have deployed this intelligent manufacturing architecture are reporting 15–25% OEE improvements, 30–40% reductions in unplanned downtime, and production yields that consistently outperform both their own historical benchmarks and their industry peers. If your facility is still operating on reactive maintenance cycles and manual process adjustments, Book a Demo to see how iFactory's IoT sensor integration and edge AI platform creates self-optimizing FMCG production lines.
What Makes an FMCG Production Line Truly Self-Optimizing?
The term "smart factory" is used broadly — often to describe any facility with digital dashboards or automated reporting. But a genuinely self-optimizing FMCG production line is defined by a specific set of technical capabilities that most "smart factory" implementations do not yet possess. It is not enough to collect data. It is not enough to display data on a screen. A self-optimizing production line is one where data collection, analysis, decision-making, and corrective action happen faster than human operators can intervene — and where the system improves its own performance over time by learning from every production run.
The three technologies that enable this capability — IoT sensor networks, AI analytics, and robotics — are individually powerful. But their transformative impact on FMCG production performance emerges from the way they work together: IoT sensors provide the continuous data stream, AI analytics converts that stream into real-time decisions, and robotics execute those decisions at machine speed and with machine precision. This is the connected factory architecture that is redefining what is possible in FMCG manufacturing. To see how this architecture can be deployed across your specific production environment, Book a Demo with iFactory's smart factory engineering team.
IoT Sensor Networks
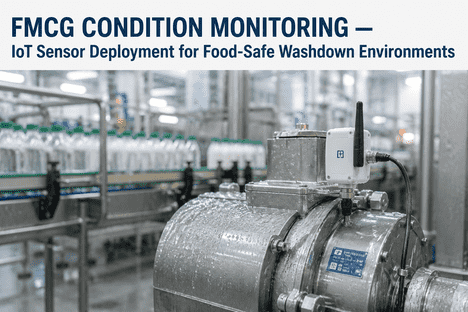
Wireless vibration, temperature, pressure, flow, and vision sensors deployed across every production asset create a continuous, real-time data stream that captures every measurable variable of machine health and process performance — at frequencies and volumes that human operators could never match through manual monitoring alone.
Data FoundationEdge AI & Machine Learning
AI models trained on FMCG manufacturing failure patterns and process optimization objectives analyze incoming sensor streams in real time — identifying emerging anomalies, predicting failure windows, detecting quality drift, and recommending parameter adjustments before any human operator has perceived a problem, at the edge of the network where latency is measured in milliseconds.
Intelligence LayerRobotics & Automated Process Control
Robotic systems and automated process control actuators execute AI-generated optimization recommendations at machine speed — adjusting line parameters, triggering maintenance interventions, rerouting product flows, and adapting to changing process conditions without waiting for human approval cycles that introduce the latency that transforms manageable process deviations into production failures.
Execution LayerDigital Twin Integration
Real-time digital twin models of production lines, assets, and processes allow AI systems to simulate the impact of proposed parameter changes before executing them — enabling risk-free optimization of complex FMCG production processes where multiple interdependent variables interact in ways that exceed human cognitive capacity to model simultaneously.
Simulation LayerHow IoT, AI, and Robotics Work Together to Create Self-Optimizing FMCG Production Lines
Understanding the technical integration between IoT, AI, and robotics clarifies why the combined architecture delivers performance outcomes that no single technology can achieve independently. The smart factory platform operates across three interconnected tiers — edge sensing, cloud intelligence, and automated execution — each designed to minimize response latency, maximize analytical depth, and ensure that every insight is acted on within the time window where it has maximum impact.
FMCG manufacturers that have deployed this architecture consistently report that the most valuable capability is not any individual feature — it is the continuous feedback loop between sensing, analysis, and action that enables the system to optimize its own performance over time. Each production run makes the AI models more accurate. Each avoided failure event teaches the system more about the specific failure signatures of each asset. The result is a production line that becomes measurably smarter with every hour of operation. To understand how this self-reinforcing architecture deploys across your existing asset base, Book a Demo with our smart factory integration specialists.
Edge IoT Sensing & Real-Time Data Acquisition
Wireless IoT sensors deploy on every rotating asset, conveyor system, filling station, packaging unit, and process vessel across the FMCG production line. The edge gateway normalizes multi-protocol data streams from PLCs, SCADA, OPC-UA, and new IoT devices into a unified format, processing time-critical analytics locally at the edge to ensure sub-millisecond response times for safety-critical and quality-critical process parameters — even in network-constrained production environments.
AI Analytics Engine & Predictive Intelligence
Cloud-based AI models continuously analyze aggregated sensor data streams against a library of FMCG manufacturing failure signatures, quality deviation patterns, and process optimization benchmarks. The machine learning engine distinguishes between normal process-induced variation and genuine mechanical deterioration or process drift with 98% accuracy — generating prioritized recommendations for maintenance intervention, process parameter adjustment, and production schedule optimization that are pushed to the relevant stakeholder or automated execution system within seconds of detection.
Automated Execution & Closed-Loop Optimization
AI-generated recommendations trigger automated responses across the production line — robotic parameter adjustments, automated maintenance work order generation, dynamic production re-sequencing, and energy optimization commands — executing within the response window where intervention is most effective. Every automated action is logged, timestamped, and fed back into the AI learning engine, creating the closed-loop optimization cycle that transforms a connected factory into a genuinely self-improving production system.
Smart Factory FMCG vs. Conventional Manufacturing: A Comparative Performance Analysis
The performance gap between FMCG facilities operating smart factory architectures and those still running conventional production management systems is structural, not incremental. The table below quantifies the operational impact across the metrics that matter most to plant directors, operations VPs, and executive teams evaluating an Industry 4.0 investment for their FMCG production network.
| Performance Metric | Conventional FMCG Manufacturing | Smart Factory (IoT + AI + Robotics) | Improvement Factor |
|---|---|---|---|
| Overall Equipment Effectiveness | 55–65% (industry baseline) | 75–85% (smart factory baseline) | +15–25% OEE improvement |
| Unplanned Downtime | High (reactive break-fix cycle) | Minimal (AI-predicted intervention) | –30–40% downtime reduction |
| Product Quality Defect Rate | Elevated (manual process control) | Near-zero (AI drift detection) | –50–70% defect reduction |
| Energy Consumption per Unit | Baseline (unoptimized asset draw) | Optimized (AI-driven efficiency) | –15–20% energy cost reduction |
| Changeover Time | Standard (manual procedure) | Optimized (robotic-assisted) | –25–35% changeover reduction |
| Maintenance Cost per Asset | 8.5x emergency repair multiplier | 1.0x predictive service baseline | –28% total maintenance spend |
| Production Throughput | Constrained (hidden capacity loss) | Optimized (micro-stoppage elimination) | +15–20% capacity reclamation |
Six Defining Capabilities of a Smart Factory Platform for FMCG Production
iFactory's IoT sensor integration and edge AI platform delivers six capabilities that directly determine smart factory performance outcomes in FMCG manufacturing — each engineered to deliver measurable OEE improvement, downtime reduction, and production optimization within the first production quarter of deployment. For a capabilities walkthrough mapped to your specific asset mix and production environment, Book a Demo with our Industry 4.0 engineering team.
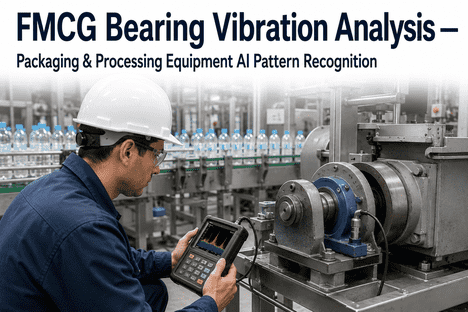
IoT-Powered Asset Health Monitoring
Wireless vibration, temperature, current, and pressure sensors provide continuous, real-time visibility into the mechanical health of every rotating and process asset on the FMCG production line — from high-speed fillers and packaging machines to conveyors, pumps, and mixers that drive throughput but are rarely individually monitored.
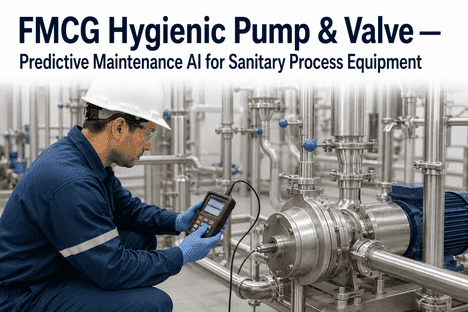
AI-Driven Predictive Maintenance
Machine learning models trained on FMCG manufacturing failure data predict bearing wear, seal deterioration, motor degradation, and gearbox failure 2–6 weeks before catastrophic failure — converting unplanned stoppages into scheduled maintenance events that the production team plans around rather than reacts to.
Real-Time Quality Drift Detection
AI models monitor the process variables — temperature, pressure, speed, torque, viscosity, fill weight — that determine batch-level quality outcomes, detecting process drift before non-conforming product reaches end-of-line inspection. This AI-driven quality control capability eliminates the costly rework, hold, and disposition decisions that result from late-stage quality detection.
Robotic Process Optimization
AI-generated process optimization recommendations integrate with robotic actuators and automated process control systems to execute parameter adjustments at machine speed — eliminating the human approval latency that allows manageable process deviations to become production failures, and enabling continuous, closed-loop process optimization across every production shift.
Digital Twin Production Simulation
Real-time digital twin models of production lines and individual assets enable AI systems to simulate the impact of process changes, maintenance interventions, and production sequence adjustments before executing them — providing a risk-free optimization environment for complex FMCG production systems where parameter interdependencies create unpredictable cascade effects.
Machine-to-Machine Coordination
Machine-to-machine communication protocols enable production assets to share health status, throughput data, and process parameter information directly with upstream and downstream equipment — enabling line-wide coordination that eliminates the buffer mismatches, speed synchronization failures, and inter-equipment bottlenecks that drive a significant proportion of FMCG micro-stoppage losses.
The Financial Return: How Smart Factory Investment Pays for Itself in FMCG Manufacturing
The Compounding ROI Structure of FMCG Smart Factory Deployment
The financial return from smart factory investment in FMCG manufacturing is not a single data point — it compounds across three distinct value layers that grow in magnitude as the IoT, AI, and robotics systems accumulate operational data and refine their optimization models. Plant directors who have deployed this architecture consistently report that the platform generates enough operational savings within 12 months to fund subsequent automation projects — making smart factory deployment the natural first investment in any FMCG Industry 4.0 roadmap. To model the ROI specific to your production network, Book a Demo and receive a facility-specific ROI projection from our engineering team.
Immediate: OEE Improvement & Hidden Capacity Reclamation
Every FMCG production line has a "hidden factory" of capacity lost to micro-stoppages, speed losses, and extended changeovers that are invisible to manual monitoring systems. The IoT and AI analytics layer surfaces these micro-inefficiencies and quantifies their contribution to the OEE gap — typically reclaiming 15–20% of production capacity within the first quarter without purchasing new equipment. This digital capacity converts directly to margin in every subsequent production cycle.
Short-term value driverIntermediate: Downtime Elimination & Maintenance Cost Reduction
AI-driven predictive maintenance converts the break-fix maintenance model — with its emergency repair premiums, production schedule disruptions, and expedited parts costs — into a condition-based maintenance program that reduces total maintenance spend by 25–30% while simultaneously reducing unplanned downtime by 30–40%. For high-volume FMCG facilities, the financial impact of eliminating even 2–3 major unplanned stoppages per year typically exceeds the full annual cost of the smart factory platform.
Medium-term efficiency driverLong-Term: Continuous Self-Optimization & Competitive Differentiation
The long-term ROI of a smart factory platform in FMCG manufacturing is structural: a self-optimizing production system that becomes measurably more efficient with every production run creates a compounding performance advantage that competitors operating on static production management systems cannot replicate. FMCG manufacturers that reach 80%+ OEE through AI-driven optimization gain a structural cost and service level advantage that compounds over multi-year competitive cycles.
Long-term strategic advantageMaximum OEE improvement achieved in FMCG production environments through the combined deployment of IoT asset monitoring, AI analytics, and robotic process optimization.
Average reduction in unplanned production downtime following smart factory deployment, driven by AI predictive maintenance replacing reactive break-fix maintenance cycles.
Reduction in product quality defect rates through AI-driven real-time quality drift detection and automated process parameter correction before non-conforming product is produced.
Average energy cost reduction per production unit achieved through AI-driven asset efficiency optimization and automated identification of excess energy consumption linked to mechanical deterioration.
How Smart Factory Technology Serves Every FMCG Manufacturing Stakeholder
One of the defining characteristics of a mature smart factory platform is its ability to simultaneously satisfy the competing priorities of every stakeholder in the FMCG manufacturing organization. Production teams gain the real-time visibility and automated intervention capability that eliminates reactive firefighting. Maintenance teams gain the predictive intelligence that converts emergency repair cycles into planned, cost-controlled maintenance programs. Executive teams gain the OEE transparency and capital efficiency data that supports confident investment decisions across multi-plant portfolios.
Real-Time Production Intelligence
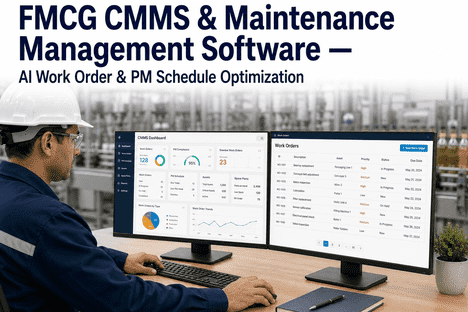
Access a live, facility-wide view of production line performance, asset health, quality indicators, and emerging risk from a single intelligent command center — enabling data-driven production scheduling, maintenance window optimization, and Capex prioritization without relying on end-of-shift reports that lag too far behind real production conditions to drive effective decisions.
Tool: Smart Factory OEE DashboardAI-Driven Predictive Work Management
Transition from reactive emergency response to a structured, AI-driven maintenance program where work orders are generated by asset health data rather than failure events. Predictive failure windows with 2–6 week lead times allow maintenance teams to plan, procure parts, schedule technicians, and execute interventions during planned production gaps — eliminating the emergency repair premiums and overtime costs that inflate maintenance budgets in reactive organizations.
Tool: Predictive Maintenance EngineIndustry 4.0 ROI Transparency
Quantify the financial return of smart factory investment with continuous, audit-ready data on avoided downtime costs, OEE improvement value, maintenance spend reduction, and energy savings — mapped directly to the corporate P&L. This data-driven ROI transparency supports confident capital allocation decisions for subsequent automation investments and provides the financial justification for accelerating Industry 4.0 deployment across multi-site FMCG networks.
Tool: Smart Factory ROI AnalyticsBuilding Your FMCG Smart Factory: A Three-Phase Industry 4.0 Deployment Roadmap
The path to a fully self-optimizing FMCG production line is structured, fast-to-value, and designed to layer intelligence onto existing assets without disrupting current production schedules or requiring comprehensive capital investment programs. The three-phase roadmap below outlines the progression from initial IoT connectivity to full smart factory maturity — with actionable OEE improvements visible within the first 48 hours of sensor deployment.
IoT Connectivity & Digital Foundation
Wireless IoT sensors deploy across priority production assets in days, establishing the real-time data infrastructure that underpins all subsequent smart factory capabilities. The edge-to-cloud IoT bridge ingests data from existing PLCs, SCADA systems, and new sensors simultaneously — creating a unified digital foundation for the FMCG production line within 2–4 weeks without disrupting active production schedules.
Timeline: 2–4 Weeks · FoundationAI Intelligence & Predictive Activation
AI models baseline the specific failure signatures, process variation patterns, and quality drift indicators of each production asset during the initial data collection period. Within 4–8 weeks, the system begins generating high-confidence predictive maintenance alerts, OEE improvement recommendations, and quality process alerts calibrated to the exact production environment — converting the IoT data foundation into actionable manufacturing intelligence that drives immediate operational decisions.
Timeline: 4–8 Weeks · IntelligenceClosed-Loop Optimization & Self-Improvement
AI recommendations integrate with robotic process control, automated work order systems, and production planning platforms to create a closed-loop optimization engine that continuously improves FMCG production line performance without requiring manual intervention for routine adjustments. Digital twin models enable risk-free simulation of process changes before execution, and machine-to-machine communication protocols enable line-wide coordination that drives OEE improvements across the entire production system.
Timeline: Ongoing · MaturitySmart Factory FMCG — Operations Director FAQs
Does implementing a smart factory platform require replacing existing production equipment?
No. The smart factory platform is designed to retrofit onto existing FMCG production assets — regardless of age, manufacturer, or existing automation level. Non-intrusive wireless IoT sensors deploy on legacy equipment in minutes, and the edge gateway integrates with existing PLCs and SCADA systems through standard industrial protocols. Smart factory capability is added as an intelligence layer on top of the existing asset base, not as a replacement for it.
How quickly will we see OEE improvements after IoT sensor deployment?
Most FMCG facilities begin receiving actionable production intelligence within the first 48 hours of sensor deployment, as real-time OEE measurement immediately reveals the micro-stoppages and speed losses that aggregate into significant throughput gaps. Full AI predictive capability — where machine learning models have baselined specific asset failure signatures — typically matures within 4–8 weeks, with measurable OEE improvements and first documented avoided downtime events within the first 3 months.
What is the difference between a smart factory and a traditional automated production line?
A traditional automated production line executes pre-programmed sequences efficiently but cannot adapt, learn, or self-optimize. A smart factory production line — combining IoT sensing, AI analytics, and robotic execution — continuously monitors its own performance, predicts its own failures, and adjusts its own parameters in real time without waiting for human intervention. The key difference is autonomous adaptability: the smart factory gets better with every production run, while the traditional automated line performs at a fixed capability ceiling determined by its original programming.
How does edge AI differ from cloud-based AI in FMCG production environments?
Edge AI processes critical data locally on the production floor — at the IoT gateway level — enabling sub-millisecond response times for safety-critical and quality-critical process parameters that cannot tolerate the latency of a round-trip to the cloud. Cloud-based AI handles the computationally intensive work of pattern recognition, predictive model training, and cross-facility analytics that benefit from centralized processing power. The smart factory architecture uses both: edge AI for real-time response, cloud AI for deep analytics and model improvement.
Can the smart factory platform scale across multiple FMCG production sites?
Multi-facility smart factory deployment is a core design principle of the enterprise platform. Operations executives gain a consolidated view of real-time OEE, asset health, predictive maintenance risk, and production performance across all manufacturing locations — enabling portfolio-level production optimization, cross-facility benchmarking, and network-level capital investment decisions based on actual production data rather than periodic site visits and manual reporting cycles.
How does the platform handle cybersecurity for connected FMCG production assets?
The platform uses an edge-to-cloud architecture with end-to-end data encryption, role-based access controls, and network segmentation that isolates OT (operational technology) environments from IT networks — maintaining enterprise-grade cybersecurity while enabling the data connectivity that powers smart factory intelligence. The system can operate via cellular gateway if required, completely independent of the local IT network, further reducing cybersecurity exposure for sensitive production control systems.