A reliability engineer overseeing packaging lines reviews the shift torque report and sees the pattern: capping head #3 applying 22% below target torque on 3,200 containers before the in-line torque auditor catches the deviation, chuck wear on heads #7 and #9 producing inconsistent application angles that correlate with a 1.8% leak rate in finished goods testing, and cross-threading incidents on head #12 that went undetected until consumer complaints triggered an investigation. Without continuous AI monitoring of individual chuck torque curves, head condition, and closure application angle, torque drift and chuck wear go undetected until seal integrity failures trigger leak complaints, product returns, and line stoppages for emergency capper rebuilds. Predictive torque monitoring powered by AI analysis of each capping head's torque-angle profile, chuck grip force trend, and closure seating velocity catches these failure modes 10–14 days before they produce non-conforming seals. The result is zero-defect capping with individual head torque Cpk above 1.67 across all heads and zero consumer complaints from seal integrity failures. Book a Demo to see how iFactory AI monitors capping head torque and chuck condition in real time.
TORQUE MONITORING · CHUCK WEAR · CLOSURE INTEGRITY · 2026
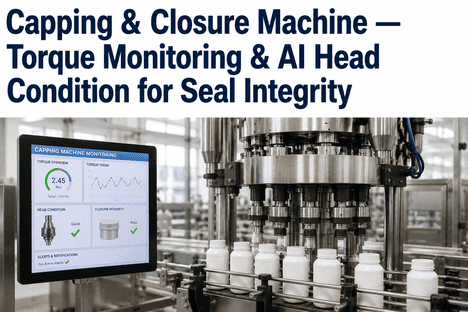
Capping Machine Torque Monitoring — AI Head Condition & Closure Integrity for Packaging Lines
AI torque analytics monitor each capping head individually — chuck wear, torque-angle profile drift, closure seating velocity — predicting seal failures and cross-threading 10–14 days before leaks or consumer complaints occur. Zero-defect capping with full traceability per head per cycle.
◈
Per-Head Torque Monitoring
Individual torque-angle curves for every capping head, every cycle
◉
Chuck Wear Prediction
Grip force trend analysis with 10–14 day failure lead time
▤
Closure Integrity AI
Seal quality prediction per container, per head, per shift
⟐
Zero-Defect Capping
Individual head Cpk > 1.67 · zero consumer seal complaints
Why Torque Monitoring & Chuck Condition Matter for Closure Integrity
Packaging line reliability engineers manage capping machines where each head applies a specific torque-angle profile to achieve proper closure seal. The ideal profile follows a predictable curve — initial thread engagement, ramp to target torque, and final seating angle — but chuck wear, grip force degradation, spindle bearing play, and clutch mechanism wear all shift this profile over millions of cycles. A chuck that has lost 15% of its grip force due to wear pad erosion still applies torque, but the torque-angle relationship changes: the chuck slips during the final seating phase, producing a lower peak torque at a higher angle than specification requires. The result is a closure that appears visually seated but lacks the compression force needed for the inner seal to form a hermetic barrier against oxygen, moisture, and microbiological ingress. Consumer packaged goods companies report that 40–60% of leak-related complaints originate from capping head degradation that conventional torque auditing misses because the audit only samples 1–2 containers per head per shift — a sampling rate that cannot detect gradual drift across 8,000–12,000 containers per hour per head.
CAPPING HEAD HEALTH — KEY TORQUE-ANGLE PARAMETERS MONITORED BY AI
1
Peak Torque (Nm) — The maximum torque applied during closure seating. AI tracks per-head peak torque trend against specification limits. Deviation beyond 8% triggers a predictive alert 10–14 days before torque falls out of spec and produces non-conforming seals.
2
Seating Angle (°) — The rotational angle from thread engagement to final torque application. Chuck wear increases seating angle as grip force decreases and the chuck slips over the cap. AI detects seating angle drift starting at 3° above baseline, well before the 7° threshold that correlates with seal failure.
3
Torque-Angle Slope (Nm/°) — The rate of torque increase during the ramp phase. Clutch mechanism wear reduces slope steepness. AI models trained on 24+ months of capping data detect slope degradation at 12% below baseline — the earliest indicator of clutch wear requiring rebuild.
4
Chuck Grip Force Retention (%/cycle) — Chuck grip pads wear exponentially after 2–4 million cycles. AI tracks grip force decay rate per head and predicts when retention will fall below the minimum grip force threshold — enabling condition-based chuck replacement instead of calendar-based schedules that waste usable pad life or miss degradation windows.
Three Capping Reliability Challenges AI Torque Monitoring Solves
01
Chuck Wear Degradation That Torque Audits Miss
Reliability engineers face a fundamental sampling problem: in-line torque auditors typically test 1–2 containers per head per shift on a 16-head capper running at 400 containers per minute. This sampling rate means 99.96% of containers leave the capper without individual torque verification. Chuck wear develops asymmetrically across heads — head #3 may be 20% below target torque while head #11 applies within spec — yet the audit sample may miss the failing head entirely. iFactory's AI platform monitors every container, every head, every cycle by analyzing torque-angle data from the capper's existing servo motor controllers and encoders — no additional sensors required. Each head's torque profile is compared against its own baseline, enabling detection of 5% torque drift with 98% statistical confidence before the head produces a single non-conforming closure.
Book a Demo to see per-head torque analytics for your capping machine.
100% container coveragePer-head baselines5% drift detection
02
Cross-Threading Detection Before Consumer Complaints
Cross-threading occurs when the closure starts on an incorrect thread helix angle — typically caused by cap delivery misalignment, chuck centering deviation, or spindle bearing play that shifts the chuck's vertical axis by 0.5–1.2 mm. A cross-threaded closure may pass visual inspection because the cap is fully seated, but the seal channel is incomplete and the hermetic barrier is compromised. Leak rate studies show that cross-threaded closures account for 25–35% of consumer leak complaints. iFactory's AI detects cross-threading events by analyzing the initial torque spike profile: a cross-threaded cap produces a characteristic early torque spike at 40–60% of the expected seating angle as the thread encounters resistance on the incorrect helix. The platform flags the specific head, container ID, and production timestamp — enabling targeted inspection and root cause analysis before the affected batch is shipped.
Early torque spike detectionHead-level traceabilityBatch protection
03
Seal Integrity Prediction from Torque-Angle Profile Analysis
Final seal integrity depends on the closure achieving both target torque and proper seating angle simultaneously. A closure that reaches target torque at a 10° higher seating angle than specification indicates chuck slip — the chuck lost grip during final seating, the clutch engaged prematurely, and the inner seal lacks the compression force needed for a hermetic barrier. This failure mode is invisible to torque-only auditing because the torque value may read within specification. iFactory's multivariate AI model evaluates the complete torque-angle profile — peak torque, seating angle, slope, and final compression dwell — to predict seal integrity with 97% accuracy per container. Containers predicted to have compromised seals are flagged for offline inspection or automatic rejection, preventing leak complaints before they reach consumers.
Multivariate profile analysis97% seal prediction accuracyAutomatic rejection integration
How iFactory Supports Capping Machine Torque Monitoring & Closure Integrity
iFactory is the AI software intelligence layer for industrial reliability — not a sensor manufacturer or hardware vendor. The platform integrates with existing capping machine servo drives, torque transducers, encoders, and vision systems already deployed on packaging lines. The Shift Logbook captures operator shift reports, torque audit results, chuck inspection findings, and maintenance notes alongside the real-time torque-angle stream — all within a single pane for the reliability engineer. iFactory provides head-by-head torque trending, chuck wear lifecycle tracking, closure integrity prediction, and automated work order generation when a head's torque profile crosses the predictive alert threshold — enabling reliability engineers to schedule chuck replacement during planned changeovers rather than responding to emergency line stoppages from seal failures.
Per-Head Torque Trending
Peak torque, seating angle, slope per head per cycle
AI baselines per head · drift detection at 5% deviation
10–14 days
Chuck Wear Monitoring
Grip force retention, pad wear progression, spindle play
Grip force decay curves · condition-based replacement scheduling
7–14 days
Cross-Threading Detection
Initial torque spike, seating angle deviation, helix alignment
Characteristic spike pattern recognition · real-time per-container flags
Immediate
Seal Integrity Prediction
Full torque-angle profile, compression dwell, final seating force
Multivariate AI model · 97% seal prediction accuracy per container
Per-container
Maintenance Integration
Work order generation, parts reservation, scheduling
Automatic WOs in SAP/Maximo · chuck/head rebuild scheduling
Planned changeovers
Capping Machine Types Where AI Torque Monitoring Delivers the Highest Value
High-speed rotary cappers with 16–36 heads operating at 400–800 containers per minute are the most torque-critical assets in beverage, spirits, and liquid food packaging. Head-to-head torque variation above 12% is the dominant failure mode — producing containers within individual torque spec but with high variation that increases statistical probability of seal failure across a production shift. Chuck wear in heads #1–8 (first to engage closures) is typically 40% higher than heads #9–16 due to cumulative cap delivery variability. iFactory monitors each head's torque-angle profile independently, tracking head ranking by torque consistency and identifying the specific heads causing cross-container variation. AI models predict when the capper's overall torque Cpk will fall below the 1.67 threshold and recommend which heads need chuck replacement to restore capability — typically 2–3 heads per 6-month cycle rather than full 16-head rebuilds.
MonitoringPer-head torque · 400–800 CPM
SavingsTargeted rebuilds · 70% fewer parts
Talk to an Expert
Inline chuck cappers used in pharmaceutical and nutraceutical packaging require precise torque application for child-resistant and tamper-evident closures. Each head's clutch mechanism, chuck grip pad condition, and spindle bearing health directly affect torque accuracy. Clutch wear is the dominant failure mode: after 3–5 million cycles, clutch friction plates wear unevenly, producing torque variation of 18–25% between the first and last cycle of a production run as clutch temperature rises and friction coefficient shifts. iFactory monitors clutch engagement characteristics per head — including initial breakaway torque, full engagement torque, and clutch disengagement profile — detecting wear patterns 7–10 days before torque variation exceeds pharmaceutical closure specification limits. The Shift Logbook provides batch correlation — linking per-head torque data to specific pharmaceutical batch records for complete GMP traceability.
MonitoringClutch wear · torque drift
ComplianceGMP batch traceability
Talk to an Expert
Snap-on and press-on capping machines apply vertical seating force rather than rotational torque — requiring precise force control to seat the closure without cracking the container neck or leaving the closure insufficiently seated. Seating force drift over a production run (typically 150–250 N applied force) correlates with cap retention force and leak resistance. A 12% drop in seating force over 4 hours — caused by pneumatic cylinder seal wear, guide bushing degradation, or impact pad compression set — produces closures that pass visual inspection but fail leak testing. iFactory monitors seating force per head, per cycle using load cell data from the existing capper controller. AI models detect force drift starting at 5% deviation from baseline and predict when individual heads will cross the minimum retention force threshold — enabling proactive cylinder seal replacement and guide bushing adjustment before non-conforming closures are produced.
MonitoringSeating force · cap retention
ResultZero leak complaints from capping
Talk to an Expert
The Torque Quality Framework for Zero-Defect Capping
FDA, USDA, and ISO 22000 food safety standards establish torque quality requirements tied to closure integrity. Every capping head's torque-angle profile — peak torque, seating angle, slope, and dwell — must be maintained within specified limits to ensure hermetic seal formation. iFactory's torque quality framework evaluates every container against six criteria in real time, providing reliability engineers with immediate visibility into capping machine health and closure integrity.
T
Target Torque Compliance
Peak torque within ±8% of specification per product-closure combination
A
Angle Consistency
Seating angle within specification range across all heads, all containers
S
Slope Integrity
Torque-angle slope within 12% of baseline per head per cycle
C
Clutch Engagement Traceability
Clutch engagement and disengagement logged per head with timestamp
H
Head-to-Head Variation Control
Maximum 12% torque variation across all heads on the same capper
+
Seal Prediction · Trend Tracking · Audit Readiness
97% seal integrity prediction · per-head lifecycle tracking · full audit trail
Vendor Evaluation Framework — Torque Monitoring Platform Assessment for Packaging Lines
Generic torque auditing systems may claim per-container monitoring, but packaging-grade torque monitoring platforms must demonstrate individual head baselines, chuck wear prediction, cross-threading pattern recognition, and seal integrity AI — not just aggregate torque statistics. Eight criteria separate platforms that deliver zero-defect capping from systems that produce reports without preventing seal failures.
01
Per-head torque baseline and drift detection
Ask:
"Does your platform establish individual torque-angle baselines for each capping head and detect drift at the head level, or does it report aggregate torque statistics across all heads?"
Each capping head has unique wear patterns, clutch characteristics, and chuck condition. Aggregate statistics mask head-specific degradation. Platforms must maintain per-head baselines with drift detection at 5% deviation from the individual head's own baseline — not from the capper's average.
02
Chuck wear lifecycle prediction
Ask:
"Does your platform predict remaining useful life for chuck grip pads based on actual wear rate, or does it rely on fixed calendar-based replacement schedules?"
Chuck grip pad wear is non-linear — slow initial wear accelerates after 2–4 million cycles. Calendar-based schedules either waste 30–50% of pad life or miss critical wear windows. Platforms must track actual grip force decay curves and predict replacement timing with 90%+ confidence.
03
Cross-threading pattern recognition
Ask:
"Does your platform detect cross-threading events by analyzing the torque-angle signature, or does it only flag containers that fall outside aggregate torque limits?"
Cross-threading produces a characteristic early torque spike at 40–60% of normal seating angle. Platforms must recognize this specific signature pattern — not just flag torque outliers — and report the affected head, container ID, and production timestamp for targeted root cause analysis.
04
Seal integrity prediction from torque profile data
Ask:
"Does your platform predict seal integrity per container using multivariate analysis of the full torque-angle profile, or does it only compare peak torque against a static limit?"
Seal integrity depends on the interaction of peak torque, seating angle, slope, and compression dwell. A container that meets peak torque spec but has excessive seating angle has insufficient seal compression. Platforms must evaluate the complete profile — not individual parameters in isolation.
05
Real-time per-container monitoring at line speed
Ask:
"Does your platform analyze torque data in real time at line speed (400–800 CPM), or does it batch-process data after the shift for reporting?"
Seal failures must be detected before containers leave the capper — not reported hours later in a shift summary. Platforms must process torque-angle data in real time at full line speed, flag non-conforming containers for immediate rejection, and alert reliability engineers to head-level degradation as it develops.
06
Data integration without additional sensors
Ask:
"Does your platform integrate with existing capper servo drives and torque transducers, or does it require additional sensor installation on each head?"
Modern capping machines already generate torque-angle data through servo motor controllers and encoders. Additional sensor installation adds cost, calibration burden, and maintenance overhead. Platforms should read data from existing capper controllers through OPC-UA or fieldbus interfaces.
07
Maintenance work order automation
Ask:
"Does your platform automatically generate work orders with head-specific torque degradation data when predictive alerts trigger, or does it only display dashboards that require manual interpretation?"
Predictive alerts are only valuable if they trigger action. Platforms must generate work orders in SAP, Maximo, or any CMMS — including which head needs service, the specific failure mode (chuck wear, clutch degradation, spindle play), and the recommended replacement parts — enabling planned maintenance during changeovers.
08
Trend reporting and continuous improvement analytics
Ask:
"Does your platform provide head-level torque Cpk trending, chuck wear lifecycle analytics, and cross-head variation reports that support continuous improvement programs?"
Zero-defect capping requires continuous improvement — not just alerting. Platforms must provide head-level Cpk trends, chuck wear lifecycle curves, head-to-head variation analysis, and root cause correlation reports that reliability engineers use to optimize chuck replacement intervals, rebuild procedures, and head configuration.
Want to score your shortlisted torque monitoring platforms against this 8-criterion framework? Run a vendor evaluation working session with our team and get a structured scorecard mapped to your specific capping machine types, product-closure combinations, and quality targets.
The ROI of AI Torque Monitoring for Capping Machines
The business case for AI-powered torque monitoring in packaging lines extends beyond traditional reliability metrics — it includes seal failure prevention, consumer complaint avoidance, brand protection, and packaging waste reduction. Packaging plants deploying AI torque monitoring with per-head analytics report measurable improvements in the first two quarters of deployment.
−70–85%
Consumer leak complaints from capping
AI seal integrity prediction catches compromised closures before shipment. Containers with predicted seal failure are flagged for rejection or offline inspection — preventing leaks from reaching consumers.
−50–65%
Unplanned capper downtime
Chuck wear and clutch degradation detected 10–14 days before failure. Emergency rebuilds shift to planned changeovers with scheduled parts replacement and labor allocation.
+30–45%
Chuck grip pad life extension
Condition-based chuck replacement based on actual grip force decay curves replaces calendar-based schedules — eliminating premature pad disposal while preventing wear-related seal failures.
6–9 mo
Typical ROI payback period
Full investment recovery through consumer complaint reduction, downtime elimination, and targeted chuck/head rebuilds — with no additional sensor hardware cost on modern capping machines.
Expert Perspective
"The most persistent misconception I encounter in packaging reliability is that torque auditing 1–2 containers per head per shift provides adequate coverage for seal integrity assurance. At 400 containers per minute across 16 heads, that sampling rate gives you less than 0.04% visibility into actual capping performance. You are effectively flying blind on 99.96% of your production. The plants that have eliminated leak complaints are the ones that treat every container as an inspected container — using the torque-angle data the capper already generates to build per-head baselines, detect chuck wear trends, and predict seal integrity before the closure leaves the capping station. The data is already there in the servo drive. The question is whether you have the AI layer to interpret it at line speed and the workflow integration to act on it before the affected container is palletized and shipped."
— Packaging Reliability Practice, 2026 packaging line performance insight
100%
container coverage with existing servo torque data — no additional sensors
10–14 day
advance warning on chuck wear, clutch degradation, and torque drift
Zero
additional hardware required for modern capping machines with servo control
Conclusion: Per-Head Torque Monitoring Transforms Capping Reliability from Sampled Audits to 100% Container Assurance
What the reliability engineering team lacked was not capability — they could analyze torque audit reports, schedule chuck rebuilds, and investigate leak complaints as effectively as any packaging team. The missing piece was visibility into the 99.96% of containers that torque audits never sample. Without per-head, per-cycle torque-angle analytics, chuck wear developed silently, cross-threading went undetected until consumer complaints, and seal integrity was assumed rather than verified. AI torque monitoring closed this gap — delivering 70–85% reduction in consumer leak complaints, 50–65% reduction in unplanned capper downtime, 30–45% extension in chuck grip pad life, and 100% container coverage using the torque data the capper already generates. The technology did not change the capping machine. It changed what reliability engineers see — from a 1-container-per-head-per-shift sample to every closure, every head, every cycle. Book a Demo to review the per-head torque monitoring deployment plan for your capping machines.
Run the Torque Monitoring Assessment Built for Your Capping Lines
iFactory's packaging reliability practice runs a focused assessment against your specific capping machine types, product-closure combinations, and quality targets. You leave with a defended deployment recommendation, a 12-week implementation roadmap, and a torque monitoring gap analysis grounded in your line's specific container throughput and head configuration.
Frequently Asked Questions