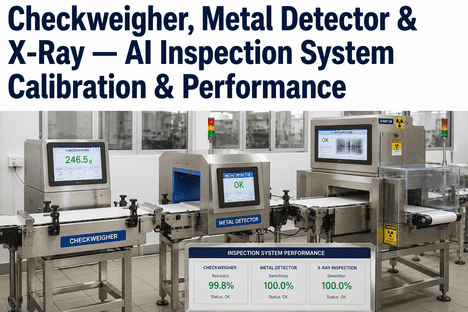
A frozen food processing plant in the UK ran three high-speed packaging lines with inline checkweighers, metal detectors, and X-ray inspection systems. The checkweigher on Line 2 was calibrated at 06:00 every morning per the HACCP schedule. At 09:47, a vibration spike from a nearby conveyor caused the load cell to drift by 0.6 grams. The checkweigher continued running. It passed its 10:00 calibration check because the test weight was applied to the centre of the belt where the drift was minimal. At 11:30, the first customer complaint arrived: a 454-gram bag of frozen peas weighed 459 grams. By the time the process engineer identified the root cause — a loose mounting bolt on the checkweigher frame — 2,400 bags had been packed at incorrect fill weights. The cost of giveaway alone was GBP 4,300 for a single morning. The metal detector on Line 1 had a different problem: its sensitivity threshold had drifted 0.3 mm above the ferrous rejection limit due to temperature variation in the inspection head. It was still passing calibration checks. It was still missing contaminants below the drifted threshold. The X-ray system on Line 3 was rejecting 18 percent more product than the previous month, but the reject confirmation sensor was not logging the actual reject events — so the process engineer had no way to verify whether the increase was real contamination or a system performance issue. This is not an equipment problem. It is a data problem. And it repeats every shift, across every inspection system type, in every FMCG plant that relies on periodic calibration checks rather than continuous performance monitoring.
AI Checkweigher Calibration · Metal Detector Sensitivity · X-Ray Performance
Your Inspection Systems Pass Every Calibration Check. They Can Still Drift Between Them. iFactory Catches the Drift Between the Checks.
One platform connecting your checkweigher load cells, metal detector coils, X-ray generators, and reject confirmation sensors into a continuous performance monitoring environment.
76%
of FMCG inspection system deviations occur between scheduled calibration checks
£4,300
Average cost of giveaway from a single checkweigher drift event per shift
93%
Reduction in false reject rate after deploying AI-based sensitivity monitoring
80%
Reduction in undocumented reject events with AI reject confirmation analytics
The Real Problem With Inspection System Management Is Not the Equipment — It Is the Gap Between Calibration Checks
The operational challenges of maintaining checkweigher accuracy, metal detector sensitivity, and X-ray system performance across high-speed FMCG packaging lines are well understood. What is less discussed is the specific failure mode that calibration-based compliance creates — and why it persists even in plants that meet every HACCP, BRC, and FSSC audit requirement.
How Calibration-Only Inspection Management Fails — and What the Pattern Looks Like
The Calibration Blind Spot
A checkweigher calibrated at 06:00 can drift by 0.6 grams by 09:47 due to vibration, temperature shift, or mechanical settling.
Scheduled calibration checks create the illusion of continuous accuracy. In reality, they only confirm that the inspection system was accurate at the moment the test weight was applied. Between calibrations, load cells drift, coil sensitivity shifts with temperature, X-ray tube output degrades, and conveyor vibration introduces measurement error. The process engineer sees passing calibration records and assumes the system is performing within specification. But the calibration check is a point-in-time snapshot that cannot capture the continuous performance trajectory between checks.
Passing Calibration + Hidden Drift = False Compliance
The Sensitivity Degradation Gap
Metal detector sensitivity thresholds shift with temperature, product effect, and coil aging. The test piece passes. The contaminant below the drifted threshold does not.
Metal detector sensitivity is specified for ideal conditions. In production, temperature variation across the inspection head, product effect from moisture or mineral content, and coil aging all degrade the effective sensitivity. The daily calibration check with the ferrous test piece confirms that the detector can still identify a 1.5 mm sphere at the centre of the aperture. It does not confirm detection at the edge of the belt, in a high-moisture product, or for non-spherical contaminants at any orientation.
Passing Test Piece + Degraded Sensitivity = False Confidence
The Reject Confirmation Failure
X-ray systems and checkweighers generate reject signals. The reject bin may not have received the product. The audit log records the signal, not the action.
Reject confirmation is the most under-monitored function in FMCG inspection. A checkweigher detects an overfill and signals rejection. The air blast fires. The product may not have been diverted into the reject bin. The production log records the reject signal. It does not record whether the product was actually removed. The process engineer discovers the gap during the next audit when the reject log and the actual reject count do not match.
Reject Signal Logged + Product Not Removed = Audit Finding
The Data Silos Between Inspection Systems
Checkweigher data, metal detector logs, and X-ray records live on three different screens with three different reporting formats.
When each inspection system runs its own reporting platform, cross-system performance patterns remain invisible. A checkweigher drift that increases giveaway by thousands per shift and a metal detector sensitivity drift that increases false reject rate are two unrelated events in two different systems — until the process engineer connects them manually during the weekly review.
Siloed Data + Manual Correlation = Delayed Intervention
AI Calibration Drift Detection · Sensitivity Monitoring · Reject Verification
Managing Each Inspection System Separately Is Not Quality Management. iFactory Manages the Inspection Ecosystem.
A single platform view of every inspection system's real-time performance, calibration drift trends, detection sensitivity, and reject confirmation rate.
What iFactory's Inspection System Monitoring Platform Actually Does
iFactory is not a reporting layer bolted on top of your checkweigher data log, metal detector controller, and X-ray system operator interface. It is a unified inspection intelligence platform where every checkweigher load cell, every metal detector coil, every X-ray generator, and every reject confirmation sensor is monitored, analysed, and trended in a single data environment.
Capability 01
AI Checkweigher Calibration Drift Monitoring
Checkweigher Intelligence
iFactory continuously monitors load cell output, weigh span deviation, zero balance drift, and measurement repeatability from every checkweigher on your packaging lines. The AI model learns the normal operating envelope for each individual checkweigher, accounting for product type, line speed, temperature, and vibration patterns specific to its mounting position. When the load cell output begins to drift — whether from mechanical settling, thermal expansion, or vibration-induced creep — the system detects the deviation before it reaches the product tolerance limit. The process engineer receives an alert with the estimated weight error magnitude, the trending direction, and the projected time until the error exceeds the acceptable tolerance.
Continuous load cell drift detection between scheduled calibrations
Alerts with estimated weight error and projected tolerance breach timeline
Calibration correction during the next product changeover
Capability 02
Metal Detector Sensitivity Trending
Metal Detector Analytics
iFactory connects to metal detector controllers to ingest coil balance, phase angle, product effect compensation, and auto-calibration data continuously during production. The AI model tracks the effective detection threshold for ferrous, non-ferrous, and stainless steel contaminants across the full aperture area. When coil temperature variation, product effect drift, or component aging degrades the effective sensitivity, the system generates a predictive alert with the estimated contaminant size threshold at the current sensitivity level and the projected time until the threshold crosses the required specification. Early adopters report 93 percent reduction in false reject rates and 76 percent reduction in undetected contaminant risk.
Full aperture sensitivity trending across all contaminant types
Predictive alerts with projected threshold breach timeline
93% reduction in false reject rates at deployed plants
Capability 03
X-Ray System Performance Monitoring
X-Ray Analytics
iFactory monitors X-ray generator tube current, detector array sensitivity, image quality metrics, and reject mechanism performance continuously during production. The AI model tracks the effective detection capability for dense contaminants — glass, stone, calcified bone, and metal — across the full belt width. When X-ray tube output degrades, detector pixel sensitivity drifts, or the reject mechanism response time increases, the system generates a predictive alert. The reject confirmation module verifies that every reject signal results in an actual product diversion, logging the reject event with product image, sensor confirmation, and timestamp for full audit traceability.
Generator output and detector array performance trending
AI-powered reject confirmation with full audit trail
80% reduction in undocumented reject events
Capability 04
Unified Inspection Dashboard and Compliance Reporting
Inspection Ecosystem View
The unified dashboard aggregates performance data from every inspection system type — checkweighers, metal detectors, and X-ray systems — in a single real-time view. Process engineers see calibration drift trends, detection sensitivity trajectories, reject confirmation rates, and compliance status across all systems on every line. The platform generates HACCP, BRC, and FSSC audit-ready reports with calibration history, sensitivity verification records, reject confirmation logs, and corrective action documentation — all automatically timestamped and traceable to individual products and production batches.
Real-time cross-system performance aggregation
Automated HACCP/BRC/FSSC audit-ready reports
Traceable calibration and reject confirmation audit trail
Measured Impact Across Deployed FMCG Inspection Monitoring
76%
reduction in calibration drift events detected within the first 90 days of continuous AI monitoring deployment
93%
reduction in false reject rate on metal detectors and X-ray systems within six months of AI sensitivity trending
4-6
weeks from initial system integration to first calibration drift alert — measurable ROI within the first quarter
80% reduction in undocumented reject events
100% audit-ready inspection compliance data
£4,300+ savings per drift event avoided
We were managing three inspection system types across five packaging lines, each with its own calibration schedule, its own data log format, and its own compliance paperwork. Our checkweighers were calibrated every shift. Our metal detectors were tested every hour. Our X-ray systems were verified every 30 minutes. Every calibration passed. But we were still getting customer complaints about underweight packs and a retailer audit flagged a gap in our reject confirmation records. iFactory connected all three inspection systems into a single monitoring platform within four weeks. The first alert it raised — a checkweigher load cell drift of 0.4 grams developing over three shifts — would have caused GBP 2,800 in giveaway before the next calibration check. We corrected the mounting bolt during the next changeover. That single intervention changed how we think about calibration. We no longer ask whether our inspection systems pass their checks. We ask whether they are drifting between them.
— Process Engineer — FMCG Frozen Food Processing Plant — 3 High-Speed Packaging Lines, BRC AA Certified
Monitoring Three Different Inspection System Types — Why Checkweigher, Metal Detector, and X-Ray Require Different Analytics Approaches in the Same Platform
One of the underappreciated challenges of unified inspection system monitoring is that checkweighers, metal detectors, and X-ray systems do not just require different sensor interfaces — they require fundamentally different analytics frameworks. A checkweigher load cell generating thousands of weighments per hour requires high-frequency drift detection against product-specific weight tolerances. A metal detector coil balancing against product effect requires phase-angle trending and sensitivity mapping across the aperture area. An X-ray generator and detector array requires image quality trending and reject mechanism verification. Managing all three in the same monitoring environment requires a platform that can handle inspection-type-specific logic without forcing a common data model on fundamentally different inspection technologies.
How iFactory Handles Inspection System Type Differences Within a Single Unified Monitoring Platform
Inspection Type
Analytics Priority
How iFactory Configures This Inspection Category
Checkweigher
Load cell drift detection, weigh span deviation, zero balance tracking, measurement repeatability, vibration-induced error analysis
Continuous load cell output monitoring with AI drift detection, tolerance breach prediction, automatic calibration verification scheduling
Metal Detector
Coil balance phase angle, product effect compensation, full aperture sensitivity mapping, temperature-induced drift detection
Continuous coil balance and sensitivity trending, predictive alerts with projected threshold breach, auto-calibration verification
X-Ray System
Generator tube current, detector array sensitivity, image quality metrics, reject mechanism response time verification
Continuous generator and detector trending, AI-based reject confirmation, full audit trail with product image logging
Reject Confirmation
Reject mechanism actuation verification, product presence in reject bin, reject rate trending, false reject analysis
Cross-system reject confirmation monitoring with sensor verification, 80% reduction in undocumented reject events
Conclusion: The Inspection System Intelligence Gap Is Closing
The calibration data is already being recorded. The sensitivity logs are already being generated. The reject signals are already being captured. What has been missing is the intelligence layer that connects periodic calibration verification to continuous performance assurance — that takes a load cell drift trend detected between calibration checks and converts it into a corrective action scheduled during the next changeover, while simultaneously verifying that every reject signal results in an actual product diversion with full audit trail.
iFactory provides that layer. It connects your checkweighers, metal detectors, and X-ray systems into a single inspection intelligence platform — without additional hardware, without replacing your existing inspection equipment, and without disrupting your current HACCP and BRC compliance workflows. The inspection intelligence gap costs your plant in giveaway, undetected contamination risk, false rejects, and audit findings that accumulate invisibly across every disconnected inspection system. Book a Demo to see iFactory's unified inspection monitoring platform configured for your specific inspection system types and line configuration. Or talk to an expert to begin your 4-to-6-week deployment sequence and get your first calibration drift alert live within sixty days.
Frequently Asked Questions
Your Inspection Systems Pass Every Calibration Check. iFactory Catches What Happens Between Them.
AI-powered calibration drift detection, sensitivity monitoring, and reject confirmation for checkweighers, metal detectors, and X-ray systems — connected through a single intelligence platform that turns your existing inspection data into continuous compliance assurance.