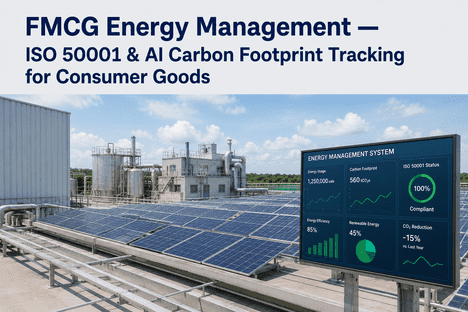
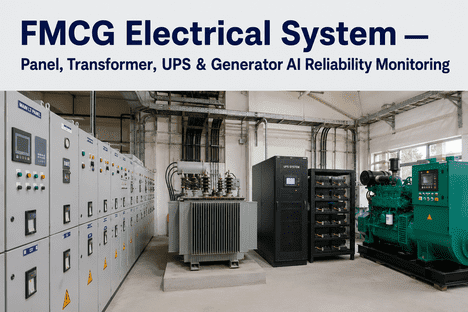
In FMCG factories operating high-speed packaging lines, conveyors, fillers, palletizers, and robotic work cells, worker safety depends on the integrity of machine guarding systems, strict adherence to lockout-tagout (LOTO) procedures, and reliable operation of safety interlocks. Yet in practice, guards are removed during changeovers and not replaced, LOTO steps are skipped under production pressure, and interlock failures go undetected until a near-miss or injury occurs. iFactory AI delivers continuous computer-vision-based monitoring of machine guarding zones, electronic verification of LOTO sequences, and real-time safety compliance dashboards — enabling EHS managers to move from reactive incident reporting to predictive hazard prevention across the entire FMCG facility. Book a Demo to see how iFactory addresses worker safety compliance in FMCG manufacturing environments.
AI vision guard monitoring · Electronic LOTO verification · Safety interlock health · All integrated into iFactory Shift Logbook & EHS platform for total worker protection.
Why Machine Guarding & LOTO Compliance Matters in FMCG
FMCG factories operate under intense production schedules with frequent product changeovers, shared production zones, and a mix of permanent and contract workers. These conditions create unique safety risks that traditional paper-based compliance methods cannot adequately address. Machine guarding violations — missing guards, misaligned barriers, disabled interlocks — are among the most frequently cited OSHA standards across food and beverage, personal care, and household product manufacturing. Lockout-tagout violations rank similarly high, with OSHA penalties reaching $15,625 per violation for serious infractions. Beyond regulatory exposure, unguarded machinery and incomplete energy isolation procedures are direct causes of amputations, crushing injuries, lacerations, and fatalities in FMCG facilities. A single lost-time incident can halt production for days, trigger extensive investigation, increase insurance premiums, and damage workforce morale and brand reputation. The 2026 OSHA inspection trend confirms that machine safeguarding and LOTO compliance remain the top two most-cited safety deficiencies across the consumer goods manufacturing sector.
29 CFR 1910.212 Machine Guarding — One or more methods of machine guarding must be used to protect operators and other employees from hazards created by rotating parts, pinch points, flying chips, and reciprocating motions. Guards must be affixed and not easily removable.
2
29 CFR 1910.147 LOTO — Servicing and maintenance of machines and equipment requires established procedures for energy isolation, lock application, tag placement, stored energy dissipation, and verification of zero-energy state before work begins.
3
ANSI B11.0 Safety of Machinery — General requirements for risk assessment, risk reduction, and safeguarding performance. Specifies design, installation, and maintenance requirements for protective devices including interlocks, light curtains, and pressure-sensitive mats.
4
ISO 45001 — Occupational Health and Safety Management — Framework for OH&S management systems requiring hazard identification, risk assessment, operational planning and control, performance evaluation, and continual improvement in worker safety outcomes.
Three Safety Compliance Challenges AI Monitors in FMCG
01
Machine Guard Integrity — Detection of Removal & Bypass
On high-speed FMCG packaging lines — flow wrappers, cartoners, case packers, palletizers, and bottle fillers — operators periodically remove fixed guards for jam clearing, cleaning, or changeover setup. When guards are not replaced before machine restart, nearby workers on adjacent stations are exposed to rotating shafts, pinch points, and reciprocating mechanisms. Traditional safety audits catch only a fraction of these events because guard removal happens intermittently and across multiple shifts. iFactory's AI vision models continuously analyze CCTV feeds to detect guard presence, position, and condition in real time. When a guard is removed from an operating zone, the system captures the event with video evidence, sends immediate alerts to the EHS team and line supervisor, and logs the occurrence in a secure audit trail for OSHA recordkeeping and trend analysis. Book a Demo to see iFactory's AI guard monitoring for FMCG packaging lines.
Lockout-tagout procedures in FMCG facilities are typically documented on paper checklists that can be backdated, completed after the fact, or signed off without actual energy isolation verification. In group LOTO scenarios involving multiple energy sources — electrical supply, pneumatic actuators, hydraulic systems, thermal energy — the risk of a missed isolation step increases with the number of authorized employees involved. iFactory digitizes and automates LOTO verification by integrating with electronic lockout devices, RFID badge readers, and vision-based equipment status monitoring. The system tracks each step: energy source identification, lock application, tag placement, zero-energy verification, and employee accountability. Any deviation from the prescribed sequence triggers an immediate alert and prevents equipment re-energization until the sequence is corrected, creating a tamper-proof, auditable record for OSHA inspections.
Digital sequence trackingGroup LOTO coordinationZero-energy verification
03
Safety Interlock Degradation — Predictive Health Monitoring
Safety interlocks — gate switches, light curtains, pressure-sensitive mats, two-hand controls, and emergency stop circuits — are the last line of defense between workers and hazardous machine motion. Over time, interlock components degrade: light curtain lenses become dirty or misaligned, gate switch contacts wear, E-stop buttons fail intermittently, and wiring connections corrode. In many FMCG facilities, interlocks that are deliberately bypassed — taped-down E-stops, blocked light curtains — go undetected until a serious incident occurs. iFactory continuously monitors interlock circuit continuity, PLC status feedback, and cycle-time patterns to detect degradation and bypass events. Predictive analytics identify intermittent failures before they become full breakdowns, enabling maintenance teams to replace components during planned downtime rather than after an incident.
How iFactory Supports Worker Safety Compliance in FMCG
iFactory is the AI software intelligence layer for industrial reliability and safety — not a sensor manufacturer or hardware vendor. The platform integrates with existing CCTV cameras, PLCs, electronic lockout devices, RFID systems, and safety relay outputs already deployed on FMCG production lines. The Shift Logbook captures operator shift reports, daily safety inspection findings, near-miss observations, and maintenance actions alongside AI-generated safety alerts — all within a unified EHS management interface designed to support OSHA compliance and ISO 45001 certification. iFactory provides pre-built safety compliance dashboards, automated incident logs, and configurable alert workflows that enable EHS managers to track leading safety indicators — guard removal frequency, LOTO compliance rates, interlock fault trends, near-miss reporting rates — and drive continuous improvement in worker safety outcomes without adding administrative burden to line supervisors or operators.
Safety Requirement
Control Description
iFactory Implementation
Compliance Evidence
1910.212 Guarding
Machine guarding for rotating parts, pinch points
AI vision · real-time guard detection
Video evidence · alert logs
1910.147 LOTO
Energy isolation · lock application · verification
Electronic LOTO · sequence tracking · RFID
Digital audit trail · step verification
ANSI B11.0
Risk assessment · safeguarding performance
Interlock health monitoring · hazard zone mapping
Machine risk register · interlock status
ISO 45001
OH&S management · hazard identification
Safety dashboards · near-miss tracking · KPIs
Performance reports · improvement records
Training & Records
Determination of education, training, experience
Training records · role-based access controls
Training completion logs
Incident Reporting
Near-miss capture · incident investigation
Mobile hazard reporting · investigation workflow
Incident logs · corrective actions
FMCG Equipment Types Where AI Safety Monitoring Delivers the Highest Value
Packaging Lines
Flow Wrapper, Cartoner & Case Packer Guard Monitoring
Continuous
Flow wrappers, cartoners, and case packers are among the most hazardous machines in FMCG packaging. Rotating sealing jaws, reciprocating pushers, conveyor pinch points, and flying film seals create multiple entrapment and laceration hazards. During changeovers, operators remove infeed guides, sealing jaw guards, and discharge chute covers — and frequently fail to replace them before restarting the line. iFactory monitors guard positions via existing overhead CCTV feeds. AI models differentiate between authorized guard removal during power-off changeover and unauthorized removal on live equipment. Every guarding event is logged with video evidence, and repeat offenders by shift or line are flagged for targeted EHS retraining. The Shift Logbook captures operator guard-check confirmations entered at shift start alongside AI-detected events for complete compliance visibility.
Rotary bottle fillers, piston fillers, and batch tank mixers present multiple energy isolation points — electrical motor drives, pneumatic valve banks, CIP spray systems, and thermal heating zones. A missed isolation step during cleaning or maintenance can release pressurized product, activate rotating agitators, or expose workers to hot surfaces. iFactory integrates with electronic lockout devices on each isolation point and RFID-badge readers at the equipment access gate. The system enforces the correct LOTO sequence: operator identifies all energy sources, applies locks in order, verifies zero-energy state via downstream pressure and position sensors, and signs off electronically. Group LOTO with multiple authorized employees is coordinated with a shared digital permit that all participants must individually verify before any isolation step advances.
Robotic palletizers and automated guided vehicles operate in shared zones where safety interlocks — light curtains, safety mats, laser scanners, and gate switches — must function with absolute reliability. A light curtain that is blocked, misaligned, or bypassed on a robotic cell can allow worker entry during robot motion, creating crushing and impact hazards. iFactory monitors interlock circuit continuity via the robot controller PLC and dedicated safety relay outputs. The platform distinguishes between legitimate production stops (product jam blocking a light curtain) and safety system faults (failed interlock component). Predictive analytics track interlock response times and activation frequency to identify components approaching end-of-life, enabling maintenance teams to replace switches and curtains before they fail. Real-time dashboards show the safety status of every robotic zone on a color-coded factory floor map.
The ALCOA+ Data Integrity Framework for Safety Records
OSHA's recordkeeping requirements and ISO 45001 audit expectations demand that safety records — guard monitoring logs, LOTO verification records, near-miss reports, incident investigation findings — meet data integrity standards comparable to FDA's ALCOA+ framework for pharmaceutical records. Every safety record generated by iFactory is attributable to a specific user or automated system, legible in both dashboard and export views, contemporaneous with a validated system clock, original and not derived from obscured intermediate steps, accurate and verified against source data, complete with all metadata (user identity, timestamp, equipment ID, previous value for modifications), consistent across correlated records (guard event linked to shift log entry linked to corrective action), enduring for the full OSHA records retention period, and available for inspection in both human-readable and electronic format.
A
Attributable
Every record identifies the user or system that created it
L
Legible
Human-readable dashboards and exportable reports
C
Contemporaneous
Validated system clock · timestamped at point of entry
O
Original
Primary record with full provenance · not derived
A
Accurate
Verified against source data · error-checking controls
+
Complete · Consistent · Enduring · Available
All metadata captured · cross-record correlated · retained · inspection-ready
Generic safety management platforms may claim general incident tracking capabilities, but FMCG-grade EHS platforms must demonstrate specific controls for machine guarding monitoring, LOTO verification, interlock health tracking, and OSHA-compliant recordkeeping. Eight criteria separate vendors who understand FMCG worker safety from vendors selling general EHS software with a safety label.
01
AI machine guarding detection capability
Ask:
"Does your platform use computer vision to detect machine guard presence and position in real time from existing CCTV feeds?"
AI guard monitoring must work with existing camera infrastructure, differentiate between authorized and unauthorized guard removal, capture video evidence, and integrate with the shift log for operator verification. Vendors without vision-based guard detection cannot close the gap between scheduled safety walks and intermittent violations.
02
Electronic LOTO verification and audit trail
Ask:
"Does your platform integrate with electronic lockout devices and RFID badge readers to create a tamper-proof digital record of every LOTO sequence step?"
LOTO records must capture who isolated each energy source, when, in what sequence, and with what verification of zero-energy state. Paper-based or manual digital check-in systems cannot provide the audit trail integrity that OSHA expects for group LOTO scenarios with multiple energy types.
03
Safety interlock health and bypass monitoring
Ask:
"Does your platform continuously monitor interlock circuit continuity and detect bypass conditions such as taped E-stops or blocked light curtains?"
Interlock health monitoring must integrate with safety PLCs, relay outputs, and dedicated interlock monitoring circuits. The platform should distinguish between legitimate production stops and safety system faults, and predict interlock component end-of-life from cycle-time and response-time trends.
04
OSHA-compliant recordkeeping and reporting
Ask:
"Does your platform generate OSHA 300 logs, near-miss reports, and safety performance dashboards that are audit-ready without manual data compilation?"
Safety records must satisfy OSHA recordkeeping requirements for form 300, 300A, and 301. The platform should automate log generation from guard events, LOTO records, interlock faults, near-miss reports, and incident investigation outcomes — eliminating manual data entry for EHS managers.
05
Shift Logbook integration for safety observations
Ask:
"Does your platform capture operator safety observations, near-miss reports, and shift-level guard checks in a unified shift log with electronic signature?"
The shift logbook is the central record of daily safety activities. Operators must be able to report hazards, confirm guard checks, document LOTO events, and flag interlock concerns from a mobile interface. All entries must be signed electronically with full audit trail traceability.
06
Predictive safety analytics and leading indicators
Ask:
"Does your platform use machine learning to identify leading safety indicators and predict incident risk from guard, LOTO, and interlock data patterns?"
Predictive safety analytics correlate guard removal frequency, LOTO compliance rates, interlock fault trends, and near-miss reporting rates to generate risk heatmaps by shift, line, and equipment type. EHS managers need leading indicators to intervene before incidents occur, not after.
07
Integration with existing cameras, PLCs, and CMMS
Ask:
"Does your platform integrate with our existing CCTV cameras, PLCs, and CMMS without requiring rip-and-replace of installed equipment?"
Platforms should support ONVIF and RTSP camera integration, OPC-UA and Modbus PLC connectivity, and API integration with major CMMS platforms (SAP, Oracle, JDE). No rip-and-replace of existing safety infrastructure or validated systems should be required.
08
Training and SOP documentation
Ask:
"Does your platform include role-based training materials, SOP templates, and a training record module for EHS onboarding and competency tracking?"
Personnel who operate, maintain, or supervise safety systems must have documented training. The platform should provide role-specific training content — operator guard check procedures, LOTO authorized employee training, supervisor incident investigation protocols — and capture training completion records with electronic acknowledgment.
Want to score your shortlisted EHS platforms against this 8-criterion FMCG safety framework? Run a vendor evaluation working session with our team and get a structured scorecard mapped to your specific production lines, equipment types, and OSHA inspection history.
The ROI of AI-Powered Worker Safety Monitoring in FMCG
The business case for AI-driven safety compliance in FMCG manufacturing extends beyond incident prevention — it includes OSHA citation avoidance, insurance premium reduction, production continuity, and workforce retention. FMCG facilities deploying AI safety monitoring with integrated guard detection, LOTO verification, and interlock health tracking report measurable improvements in the first two quarters.
−60–80%
Machine guarding violations
AI vision detection and instant alerting eliminate unauthorized guard removal within weeks. Shift supervisors correct guard positions immediately rather than discovering violations during weekly safety walks.
−40–60%
LOTO procedure deviations
Electronic sequence enforcement prevents skipped isolation steps and missed energy sources. Group LOTO coordination errors are eliminated through shared digital permit verification.
+50–70%
Near-miss reporting rates
Mobile hazard reporting in the Shift Logbook makes it easy for operators to report near-misses, guard concerns, and interlock issues. Higher reporting rates enable proactive corrections before incidents occur.
6–9 mo
Typical ROI payback period
Full investment recovery through OSHA citation avoidance, insurance premium reduction (10–15% typical impact for improved safety metrics), reduced lost-time incident costs, and improved OEE from reduced guarding and LOTO-related downtime.
Expert Perspective
"The most dangerous assumption in FMCG safety management is that machine guards are always in place and LOTO procedures are always followed. My inspections across 40+ food and beverage plants reveal that 30–40% of facilities have at least one machine running with a missing or bypassed guard during any given shift. The gap between documented safety policy and floor-level reality is enormous — and it persists because traditional weekly safety walks cannot capture intermittent violations. AI-powered continuous monitoring closes that gap by treating worker safety as a real-time operational parameter rather than a quarterly compliance checkbox. The FMCG plants that embrace this shift are seeing 60–80% reductions in guarding violations within 90 days and fundamentally changing their safety culture from reactive compliance to proactive prevention."
— FMCG EHS Practice Lead, 2026 industry insight
30–40%
of FMCG facilities have at least one missing guard on any given shift
60–80%
reduction in guarding violations within 90 days of AI deployment
Zero rip
of existing CCTV, PLC, or safety hardware required
Conclusion: Worker Safety Is a Real-Time Operational Parameter
FMCG factory worker safety has traditionally been managed through periodic inspections, paper-based compliance checklists, and retrospective incident investigations. In high-speed production environments where guards are removed between shifts, LOTO steps are skipped under pressure, and interlock failures go undetected, these traditional methods leave critical gaps that can result in serious injuries, OSHA citations, and production stoppages. AI-powered continuous safety monitoring — computer vision for machine guarding, electronic LOTO verification, and real-time interlock health tracking — transforms worker safety from a compliance exercise into a real-time operational parameter that EHS managers can monitor, measure, and improve alongside production throughput and quality metrics. iFactory AI's platform, including the Shift Logbook and EHS monitoring engine, delivers this continuous safety intelligence by integrating with existing CCTV, PLC, and electronic safety infrastructure without requiring sensor hardware replacement or rip-and-replace of installed equipment.
Run the FMCG Worker Safety Assessment Built for Your Production Floor
iFactory's FMCG safety practice runs a focused assessment against your specific production lines, equipment types, existing camera and PLC infrastructure, and OSHA inspection history. You leave with a defended AI safety deployment recommendation, a 12-week rollout roadmap, and a compliance gap analysis grounded in your facility's specific operational context.
iFactory integrates with existing ONVIF-compliant and RTSP-capable cameras already installed in FMCG facilities. No new camera hardware is required for guard position monitoring in most facilities. The AI models are calibrated to your specific guard types, machine geometries, and camera angles during a short onboarding period. For facilities without adequate camera coverage in critical guarding zones, iFactory can recommend cost-effective camera additions.
iFactory connects to electronic lockout devices — smart padlocks, RFID lockout hasps, and solenoid-operated isolation locks — via standard industrial protocols. The platform also integrates with existing RFID badge readers for employee identification and downstream sensors (pressure, position, temperature) for zero-energy verification. LOTO sequences are configured per-equipment and per-energy-source in the iFactory dashboard without requiring modifications to existing safety infrastructure.
iFactory monitors all major interlock types: safety gate switches, light curtains, pressure-sensitive mats, two-hand control devices, emergency stop circuits, solenoid-operated interlock switches, laser scanners, and enabling devices. The platform reads interlock status via safety PLC inputs, dedicated IO-Link sensors, or direct wiring to safety relay outputs. Bypass detection identifies taped E-stops, blocked light curtains, and jammed safety switch actuators.
Yes. iFactory generates automated OSHA 300 and 300A logs, near-miss reports, and safety performance dashboards. The platform tracks leading and lagging safety indicators aligned with ISO 45001 clause 9.1 (monitoring, measurement, analysis and performance evaluation) and clause 10.3 (continual improvement). All safety records — guard events, LOTO verifications, interlock faults, near-miss reports, incident investigations — are stored in an immutable audit trail that supports both internal audits and OSHA inspections.
Typical deployment takes 4–6 weeks for a medium-sized FMCG facility. The timeline includes camera integration and calibration, AI model training on your specific guard and equipment types, LOTO device onboarding, interlock monitoring configuration, and EHS team training. iFactory recommends starting with one production line — such as a high-speed packaging line — proving safety compliance value before expanding to the full facility.