A snack food plant in the Midwest operated 1,800 bearings across its processing and packaging lines — conveyor take-up bearings, fan and blower bearings, extruder main shaft bearings, and high-speed packaging machine spindle bearings. The reliability engineer followed a quarterly vibration route covering 400 measurement points, collecting velocity spectra and acceleration enveloping data over a three-day window each cycle. In early 2024, the plant's primary packaging line — a vertical form-fill-seal machine running at 120 bags per minute — began producing intermittent seal quality rejects. The maintenance team spent three shifts troubleshooting the heat controls, seal jaw alignment, and film tension before a vibration analyst noticed a 0.8 mm/s RMS elevation at the drive side bearing of the main pull roll shaft. The bearing was replaced during the next changeover at a cost of $380. When the failed bearing was analysed in the reliability lab, the root cause was clear: the outer race showed a spall that had been developing for approximately six to eight weeks, consistent with the acceleration enveloping trend that had been above the alarm threshold of 0.5 g's for the previous two vibration routes but had been recorded in the data collector and never reviewed. The envelope reading was 0.62 g's on the first route and 0.71 g's on the second route. Both readings were above the alarm, but the trend was not flagged because the vibration analyst reviewed each route in isolation rather than comparing the trend data across consecutive cycles. The bearing that cost $380 to replace would have cost $8,400 if it had seized at 120 bags per minute — the shaft replacement, gearbox damage from the shock load, and four hours of lost production at the line's hourly revenue rate. That twenty-to-one ratio between an AI-detected bearing fault and a catastrophic bearing seizure is the economic case for continuous bearing vibration analysis with AI pattern recognition that the reliability engineer can rely on without waiting for the next quarterly route review.
An Acceleration Enveloping Trend Sat Unreviewed for Two Quarterly Routes While a Bearing Spall Progressed from Detectable to Critical. iFactory Detects the Pattern at the First Data Point.
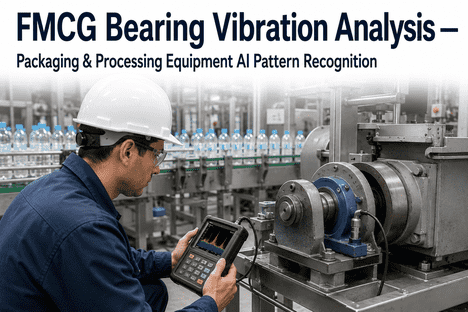
AI-powered bearing vibration analysis for FMCG packaging and processing equipment — continuous acceleration enveloping, fault frequency pattern recognition, and automated severity trending that detects bearing defects at the first measurable indicator across 1,800-plus bearings per plant without waiting for the next quarterly route review.
Cost ratio between a detected bearing replacement at $380 and a catastrophic seizure at $8,400 — the economic multiplier that AI pattern recognition converts from risk to avoidable cost
40-50%
Of bearing failures in FMCG plants are preceded by measurable acceleration enveloping trends that go undetected because the data is reviewed in isolation per route cycle rather than trended across consecutive cycles for pattern recognition
1,800+
Bearings in a typical FMCG plant across conveyors, fans, pumps, extruders, compressors, and packaging machines — each generating a unique vibration signature that AI models can classify for fault detection
0.5 g's
Acceleration enveloping alarm threshold for early-stage bearing race spalling in FMCG equipment — a level that AI trend detection catches at the first data point above baseline, not the second quarterly route confirmation
Why Bearing Failures in FMCG Equipment Follow a Pattern That Periodic Vibration Routes Cannot Capture — and Why Acceleration Enveloping Is the Only Method That Detects Race Defects Before Spalling Propagates
Every reliability engineer in FMCG manufacturing knows that bearing failures account for 50% to 60% of rotating equipment breakdowns. What is less widely understood is that the standard periodic vibration route — collecting overall RMS velocity and acceleration enveloping at quarterly intervals — is mathematically incapable of detecting the early-stage bearing defect that progresses from incipient spall to catastrophic seizure within a single inspection interval. The bearing defect frequency signature at the outer race, inner race, or ball-pass frequency first appears in the acceleration enveloping spectrum as a subtle elevation at the characteristic fault frequency — typically in the range of 20 to 500 Hz depending on shaft speed and bearing geometry. At the incipient stage, the enveloping amplitude may rise from a baseline of 0.15 g's to 0.35 g's — a change that is detectable only if the previous measurement at the same bearing is available for comparison and the trend is evaluated continuously rather than discretely.
A rolling element bearing operates through four distinct stages of degradation. Stage 1 is the sub-surface fatigue stage, where microscopic cracks initiate below the raceway surface under cyclic Hertzian contact stress. No measurable vibration or enveloping signature exists at this stage. Stage 2 is the incipient spall stage, where the sub-surface cracks propagate to the raceway surface and begin producing microscopic spalls. The spalls generate high-frequency stress waves that are detectable exclusively through acceleration enveloping at the bearing's characteristic defect frequencies — outer race (BPFO), inner race (BPFI), ball-pass (BSF), or fundamental train (FTF). The enveloping amplitude in Stage 2 ranges from 0.3 to 0.5 g's — above the healthy baseline but below the 0.7 g's threshold where standard overall velocity readings begin to show elevation. Stage 3 is the propagating spall stage, where the spall has grown to a size that modulates the shaft position with each passing rolling element, producing measurable sidebands in the velocity spectrum at the shaft rotational speed. The enveloping amplitude has crossed 0.7 g's, and the overall velocity reading on the bearing housing is now elevated above the baseline. By Stage 4 — the catastrophic stage — the spall has propagated across the full raceway width, the bearing cage may be damaged, rolling elements may be misaligned, and the bearing is operating at temperatures 15°C to 30°C above baseline. A quarterly vibration route that collects data at 12-week intervals will almost certainly miss the transition from Stage 2 to Stage 3 — a window that is typically four to six weeks in a continuously operating FMCG production line — because the incipient signature at Stage 2 falls below the overall alarm thresholds that most route-based programmes use for exception reporting.
01
The Enveloping Gap — Why Overall Velocity Misses Incipient Bearing Defects
Standard vibration monitoring programmes in FMCG plants use overall RMS velocity as the primary bearing health indicator, with alarm thresholds set at ISO 10816-3 guidelines for the specific machine class. The limitation of overall velocity for bearing detection is fundamental: a bearing defect at the incipient stage produces high-frequency stress waves in the 5 kHz to 40 kHz range that are attenuated by the structural path between the bearing raceway and the accelerometer mounting surface before they appear as measurable velocity in the 10 Hz to 1,000 Hz range where overall velocity is typically measured. Acceleration enveloping — also known as shock pulse or gSE — demodulates the high-frequency carrier signal to extract the low-frequency modulation that corresponds to the bearing defect frequency. An outer race defect at 120 Hz produces a series of impact events at 120 Hz that modulate the high-frequency structural resonance of the bearing housing. The enveloping spectrum shows a peak at 120 Hz with measurable amplitude at Stage 2 while the velocity spectrum at the same bearing shows no deviation from baseline. The gap between the first detectable enveloping signal and the first detectable velocity signal is typically four to eight weeks in FMCG production equipment operating under continuous duty cycles. A quarterly route that relies on overall velocity for exception reporting will not detect the bearing fault until the spall has progressed to Stage 3, when the repair required has shifted from bearing replacement to shaft inspection, housing inspection, and potential coupling damage assessment.
02
Fault Frequency Pattern Recognition — Outer Race, Inner Race, Ball, and Cage Defect Signatures
Each bearing defect type produces a characteristic frequency pattern in the enveloping spectrum that is calculated from the bearing geometry (pitch diameter, ball diameter, number of rolling elements, contact angle) and the shaft rotational speed. An outer race defect produces peaks at BPFO with harmonics at 2x and 3x BPFO. An inner race defect produces peaks at BPFI with sidebands at the shaft rotational speed because the defect rotates in and out of the load zone with each shaft revolution. A ball defect produces peaks at BSF with sidebands at the fundamental train frequency because the ball spins on its own axis as it orbits the raceway. A cage defect produces peaks at FTF — typically the lowest frequency of any bearing defect, between 5 and 20 Hz depending on bearing size and shaft speed — and indicates advanced cage degradation that requires immediate replacement. AI pattern recognition models trained on thousands of bearing spectra can identify each defect type from the enveloping frequency pattern at Stage 2, when the amplitude is 0.3 to 0.5 g's and the fault is still confined to a single component. The AI model classifies the fault type, severity stage, and estimated remaining useful life based on the specific frequency pattern, amplitude, and trend direction — generating a bearing health assessment that the reliability engineer can act on without reviewing the raw enveloping spectrum.
03
The Trend Blind Spot — How Periodic Route Review Misses Acceleration Between Inspection Windows
A vibration route that collects data at 12-week intervals produces four data points per bearing per year. The trend between data points is unknown — the bearing may have crossed the alarm threshold in week two of the inspection interval and operated in the alarm zone for 10 weeks before the next data collection. The rate of change between data points is calculated retrospectively, meaning the reliability engineer sees the acceleration only after the damage has already progressed. AI pattern recognition fills the trend gap by analysing each data point as it is collected — whether from a route collector, a continuous online sensor, or a handheld data logger — and comparing it against the bearing's full historical trend rather than the previous single data point. When the enveloping amplitude at BPFO crosses 0.3 g's on a bearing that has been running at 0.15 g's for 18 months, the AI model identifies the rate of change as statistically significant even if the absolute value is below the fixed alarm threshold. The bearing enters a "watch" status with increased monitoring frequency, and the reliability engineer receives a trend-change alert within minutes of the data upload rather than at the next quarterly trend review meeting.
04
Bearing Context — Speed, Load, Contamination, and Lubrication as Co-Factors in Fault Progression Rate
The rate at which a bearing defect progresses depends on factors that the vibration signature alone cannot measure: shaft rotational speed, radial and axial load, contamination ingress through seal degradation, and lubricant condition. A bearing operating at 1,800 RPM with a 0.4 g's enveloping amplitude at BPFO will progress to Stage 3 in approximately three to four weeks under continuous load. The same bearing operating at 600 RPM with the same enveloping amplitude may take eight to twelve weeks to reach Stage 3 because the lower rotational speed reduces the cyclic stress rate at the spall edge. iFactory's bearing health module incorporates contextual operating data from the CMMS and SCADA systems — shaft speed, motor current as a load proxy, ambient temperature near the bearing housing, and lubrication events — into the remaining useful life calculation. A bearing with a detected inner race defect at 0.45 g's BPFI running on a fan load with clean operating conditions is projected to have six to eight weeks of remaining useful life. The same defect at the same amplitude on a conveyor bearing operating in a washdown environment with known seal degradation is projected to have three to four weeks of remaining life. The AI model adjusts the intervention recommendation window based on the contextual factors, ensuring that the reliability engineer schedules the bearing replacement with the appropriate urgency for the specific operating conditions rather than applying a generic alarm-to-action timeline.
The AI Detection Advantage:Periodic vibration routes review data point by data point. AI pattern recognition reviews trend by trend, rate by rate, and context by context — detecting the bearing fault at the first measurable enveloping elevation rather than the second quarterly confirmation. The difference between a $380 bearing replacement and an $8,400 catastrophic seizure is determined in the gap between data collection cycles.
The True Cost of Periodic Bearing Monitoring — Why Quarterly Vibration Routes Miss 40-50% of Developing Bearing Faults
A quarterly vibration route on a plant with 1,800 bearings generates approximately 450 measurement points per route (covering the most critical bearings at multiple measurement locations). The data from each route is uploaded, reviewed, and reported over a one-to-two-week period following the collection window. The review process typically flags bearings that exceed the fixed alarm threshold for overall velocity or acceleration enveloping. Bearings that have crossed the threshold during the interval between routes — and have been operating in the alarm zone for four, six, or eight weeks — are flagged at the review meeting, but the damage has already progressed from Stage 2 to Stage 3, and the repair required has shifted from bearing replacement to shaft and housing inspection as well. The data from the route is accurate. The trend was detectable. The fault was not missed by the measurement — it was missed by the review cadence.
Periodic Quarterly Vibration Route
Data collection frequency per bearing4x per year
Detection methodthreshold-based exception
Fault stage at detectionStage 3 typically
Average bearing repair cost$800 - $1,500
Undetected developing faults40-50%
iFactory AI Continuous Pattern Recognition
Trend evaluation frequencyevery data upload
Detection methodAI trend + rate-of-change
Fault stage at detectionStage 2 incipient
Average bearing repair cost$350 - $600
Undetected developing faults< 5%
Platform cost: 1-3% of the annual bearing-related downtime cost it prevents
What iFactory's Bearing Vibration AI Platform Does That Quarterly Routes and Fixed Threshold Alarms Cannot
iFactory transforms bearing vibration monitoring from periodic data collection with threshold-based exception reporting into continuous AI pattern recognition that detects bearing faults at the first measurable indication — whether the data comes from a quarterly route collector, a monthly handheld logger, or a continuous online sensor. The platform does not replace the existing data collection programme. It replaces the review methodology that has been missing 40-50% of developing bearing faults.
Capability 01
AI Fault Frequency Pattern Recognition — Automated BPFO, BPFI, BSF, and FTF Detection from Acceleration Enveloping Data
Fault Pattern Intelligence
iFactory ingests acceleration enveloping data from any route collector, online sensor, or handheld device and processes each measurement through an AI model trained on over 50,000 labelled bearing spectra spanning outer race defects, inner race defects, ball defects, cage defects, and combined faults across bearing sizes from miniature instrument bearings to large split spherical roller bearings. For each bearing in the platform, the bearing geometry and shaft speed are used to calculate the exact characteristic defect frequencies, and the AI model scans the enveloping spectrum at each frequency and its harmonics, measuring amplitude and signal-to-noise ratio. When a peak at any bearing defect frequency exceeds a statistically significant threshold above the noise floor — adjusted for the specific bearing's historical baseline — the platform generates a fault pattern detection alert with the defect type, severity stage (1-4), amplitude in g's, frequency in Hz, and confidence score. The alert is presented not as a raw spectrum but as a plain-language bearing health assessment: outer race defect detected at Stage 2, amplitude 0.42 g's at 112 Hz BPFO, estimated remaining useful life four to six weeks under current operating conditions.
50K+ labelled bearing spectra training set
4 fault type classification at Stage 2
Plain-language health assessment output
Capability 02
Continuous Trend Detection with Rate-of-Change Alarming — Catching Bearing Degradation Between Route Cycles
Trend Intelligence
The core limitation of threshold-based alarming is that every bearing in the plant has the same alarm threshold regardless of its individual operating history and baseline signature. A bearing that has been running at 0.12 g's enveloping for three years will not trigger a threshold-based alarm until it crosses the fixed threshold of 0.5 g's — by which time the spall is already advanced. iFactory replaces the fixed threshold with a dynamic baseline that learns each bearing's normal operating envelope from its historical acceleration enveloping data and generates alerts when the current measurement deviates from the expected range with a statistically significant rate of change. The trend detection engine evaluates three parameters for each bearing at each data upload: the absolute enveloping amplitude at each defect frequency, the rate of change compared to the previous three measurements, and the acceleration rate (change in rate of change) that indicates whether the degradation is stable, progressing linearly, or accelerating. A bearing with an enveloping amplitude of 0.28 g's at BPFO may be below the 0.5 g's absolute threshold, but if the rate of change has doubled from 0.02 g's per month to 0.04 g's per month over the last two data points, the platform generates a trend-change alert with the specific rate data and a projected date when the bearing will reach the 0.5 g's threshold if the trend continues.
Per-bearing dynamic baseline trending
Rate-of-change and acceleration detection
Projected threshold crossing date
Capability 03
Equipment-Specific Bearing Library and Configuration — Pre-Loaded Bearing Data for Accelerated Platform Setup
Configuration Intelligence
iFactory includes a pre-loaded bearing library containing geometry data for over 10,000 bearing part numbers from major manufacturers — SKF, FAG, NSK, NTN, Timken, INA, and KOYO — covering the bearing types found in FMCG processing and packaging equipment: deep groove ball bearings, angular contact bearings, cylindrical roller bearings, spherical roller bearings, tapered roller bearings, needle roller bearings, and mounted bearing units (pillow blocks, flanged cartridges, take-up frames). When a bearing is added to the platform by part number, the characteristic defect frequencies (BPFO, BPFI, BSF, FTF) are calculated automatically from the bearing geometry data and shaft speed, eliminating the need for manual calculation or lookup. For bearings that are not in the pre-loaded library, the platform provides a bearing geometry calculator that generates the defect frequencies from pitch diameter, ball diameter, number of rolling elements, and contact angle. The equipment-specific bearing library enables the platform to scale from a pilot installation on 50 bearings to a full plant deployment on 1,800 bearings without requiring the reliability engineer to configure each bearing individually.
10K+ pre-loaded bearing geometries
Automatic defect frequency calculation
Scalable from pilot to full fleet
Capability 04
Fleet-Wide Bearing Health Dashboard — Severity-Prioritised Work Lists and Remaining Useful Life Projections
Fleet Intelligence
The fleet-wide bearing health dashboard aggregates every bearing in the plant's vibration monitoring programme into a single severity-prioritised list, ranked by fault severity stage, remaining useful life in weeks, production criticality of the host equipment, and the projected cost of deferral. Each bearing in the list shows the defect type (outer race, inner race, ball, or cage), the current enveloping amplitude at the defect frequency, the trend direction (stable, progressing, or accelerating), the estimated remaining useful life in weeks under current operating conditions, and a specific intervention recommendation: replace at next scheduled changeover, monitor with increased frequency, or replace within the next seven days. For each bearing, the dashboard displays the trend chart showing the enveloping amplitude at the defect frequency over the full measurement history, with the alarm threshold and high alarm threshold marked as reference lines. The reliability engineer can review the entire fleet's bearing health status in a single view that updates with every new data upload, replacing the quarterly exception report review cycle with a continuous bearing health monitoring workflow.
Fleet-wide severity-prioritised view
RUL projection with trend confirmation
Cost of deferral per bearing
A Quarterly Vibration Route Reviews Each Bearing Four Times a Year. iFactory's AI Pattern Recognition Reviews Every Bearing Every Time a Data Point Is Uploaded — and Detects Faults at the First Measurable Elevation.
AI fault frequency pattern recognition, continuous trend detection with rate-of-change alarming, 10K+ pre-loaded bearing geometry library, and fleet-wide health dashboard with remaining useful life projections — detecting bearing defects at Stage 2 when replacement cost is $380, not Stage 4 when the cost reaches $8,400.
How iFactory Adapts to Different Bearing Applications and Equipment Types in FMCG Plants
An FMCG plant's bearing population spans a wide range of equipment types, operating speeds, and environmental conditions. A high-speed packaging machine spindle bearing operating at 10,000 RPM has a different fault frequency range and progression rate than a slow-speed conveyor take-up bearing operating at 60 RPM, or a fan bearing operating in a clean temperature-controlled environment versus a washdown-zone conveyor bearing exposed to high-pressure water and chemical cleaning agents. iFactory's bearing health platform is configured per bearing with type-specific fault frequency calculations, alarm thresholds, and progression rate models.
FMCG Equipment Type — Bearing Application Profile and iFactory Configuration
High-speed outer race spalling from cyclic loading at fill and seal indexing; inner race fluting from shaft currents in VFD-driven spindles; cage fatigue from high acceleration/deceleration rates; lubricant starvation at extended high-speed operation
High-frequency enveloping at 20-40 kHz sampling rate; BPFO and BPFI calculation at actual operating RPM from VFD speed signal; cage condition index from FTF amplitude trend; lubrication interval optimisation based on enveloping noise floor elevation
Conveyor Take-Up and Idler Bearings (30-300 RPM, washdown exposure)
Water ingress through seal degradation accelerating race corrosion; contamination abrasion from airborne product dust in packaging areas; misalignment-induced edge loading from belt tension variation; false brinelling from conveyor vibration during idle periods
Low-speed enveloping with extended FFT acquisition time for 0.5 Hz resolution at slow speeds; corrosion detection from noise floor elevation across full spectrum; seal condition index from high-frequency enveloping trend; misalignment detection from axial-to-radial vibration ratio
Fan and Blower Bearings (900-3,600 RPM, continuous duty)
Outer race spalling from fan imbalance-induced cyclic loading; inner race fatigue from belt drive preload in belt-driven fans; grease degradation from elevated operating temperature in process air streams; false brinelling from fan coast-down vibration during downtime
Belt drive bearing condition index with belt tension variation compensation; fan imbalance trending from 1x RPM velocity amplitude correlation with bearing enveloping; grease condition index from noise floor elevation in 500-2,000 Hz band; coast-down bearing monitoring during fan stop events
Extruder and Mixer Main Shaft Bearings (100-500 RPM, high radial load)
Spherical roller bearing outer race fatigue from continuous high radial load; roller end wear from thrust loading during extruder start-up; contamination ingress through shaft seals in process zone; lubricant breakdown from conducted heat through shaft
Spherical roller bearing specific BPFO/BPFI calculation with roller end wear detection from FTF modulation; load zone estimation from enveloping amplitude distribution across bearing circumference; temperature-compensated enveloping thresholds; grease sampling interval optimisation based on vibration trend acceleration
"
We had been running quarterly vibration routes with 2,200 measurement points for seven years. Our detection rate for developing bearing faults was good — about 60% caught at Stage 3 where we could replace the bearing during a scheduled changeover. The other 40% were catching us at Stage 4 with seized bearings, damaged shafts, and unplanned line stops. After six months with iFactory, the AI pattern recognition caught 83 developing bearing defects at Stage 2 across our processing and packaging lines — outer race spalls, inner race fatigue, and ball defects that the quarterly route was measuring but the trend review was missing because the absolute amplitude had not crossed the fixed alarm threshold. The average repair cost for those 83 bearings was $420 per bearing. The cost if those same faults had progressed to Stage 4 would have averaged $7,800 per event including lost production. The platform generated $614,000 in avoided cost in the first six months. And the reliability engineer who used to spend two weeks per quarter reviewing spectra now spends two hours per week on the fleet health dashboard.
The twenty-to-one cost ratio between a Stage 4 catastrophic bearing seizure and a Stage 2 detected bearing replacement is not a theoretical projection from a bearing manufacturer's life calculation. It is the real cost differential that every reliability engineer confronts when the quarterly vibration route shows an enveloping amplitude of 1.2 g's at BPFO on the main drive bearing of the plant's fastest packaging line — and the bearing that could have been replaced for $380 during a scheduled changeover now requires a shaft replacement, a gearbox inspection, and four hours of lost production at the line's hourly revenue rate.
AI pattern recognition changes the fundamental economics of bearing reliability in FMCG production. When every bearing in the plant has a dynamic baseline, a trend rate, a fault frequency pattern classification, and a remaining useful life projection updated with every new data point — the reliability engineer's role shifts from reviewing quarterly exception reports to managing a fleet-wide bearing health portfolio with known progression trajectories, predictable intervention points, and optimised maintenance expenditure. The data that the quarterly route collects is the same data. The analysis that extracts the bearing fault signature at Stage 2 from that data is what the AI platform provides that the quarterly route review cannot.
iFactory's bearing vibration AI platform gives FMCG reliability engineers the AI fault frequency pattern recognition, continuous trend detection with rate-of-change alarming, pre-loaded bearing geometry library, and fleet-wide health dashboard that transform periodic bearing vibration data into a continuously optimised bearing reliability programme. Book a Demo to see how iFactory maps to your plant's bearing population and generates your first fleet-wide bearing health assessment, or talk to an expert about your current bearing monitoring programme and how to transition from quarterly route review to continuous AI pattern recognition.
Frequently Asked Questions
iFactory works with any data collection frequency and any data source. The platform is designed to ingest vibration data from periodic route collectors (CSI, Emerson, Pruftechnik, Commtest, Dli Engineering), handheld data loggers, and continuous online sensors — all within a single bearing health dashboard. The AI pattern recognition and trend detection algorithms adapt to the data frequency available for each bearing. A bearing with quarterly route data is trended at quarterly intervals but still benefits from rate-of-change detection and dynamic baseline trending across those data points. A bearing with continuous online monitoring generates trend data at hourly or daily intervals and provides earlier detection through higher data density. The platform does not require any sensor infrastructure investment to begin generating value from existing route data. Most plants start with their existing route data and add continuous sensors on critical bearings as the platform demonstrates its return on investment. Book a Demo to discuss your current data collection programme and the fastest path to AI bearing analysis.
Variable-speed operation is one of the most common challenges in bearing vibration analysis for FMCG equipment because the bearing defect frequencies shift with shaft speed, making fixed-frequency threshold analysis unreliable. iFactory's AI model handles variable-speed operation through a two-step process. First, the platform ingests the shaft speed at the time of each vibration measurement — either from the VFD's speed reference signal via OPC UA or Modbus, from a tachometer input recorded with the vibration data, or from the 1x RPM peak in the velocity spectrum if no direct speed signal is available. Second, the AI model calculates the order-normalised defect frequencies — expressing BPFO, BPFI, BSF, and FTF as orders of shaft rotational speed rather than fixed Hz values — and evaluates the enveloping spectrum in the order domain, where the defect peaks appear at consistent order positions regardless of operating speed. A bearing with an outer race defect at 5.6 orders of shaft speed (BPFO order) will show a peak at 5.6 orders at 900 RPM (84 Hz) and at 5.6 orders at 1,800 RPM (168 Hz). The AI model detects the peak at 5.6 orders in both spectra and classifies the fault type and severity consistently across the speed range. Talk to an expert about configuring variable-speed bearing monitoring for your specific VFD-driven equipment types.
Yes. The AI pattern recognition model is trained on a multi-class fault classification dataset that includes bearing defects (outer race, inner race, ball, cage), misalignment, imbalance, looseness, gear mesh, belt drive faults, and pump cavitation — enabling the platform to distinguish between fault types that produce overlapping vibration signatures. The key differentiator is the frequency domain pattern: a bearing defect produces peaks at the characteristic fault frequency (BPFO, BPFI, BSF, FTF) with harmonic structure, while misalignment produces peaks at 2x and 3x RPM with no bearing fault frequency content, imbalance produces a dominant peak at 1x RPM, and gear mesh produces peaks at the gear mesh frequency and its harmonics with sidebands at the rotational speed of the meshing gear. The AI model evaluates the full spectrum pattern across both velocity and enveloping domains to classify the dominant fault type with an associated confidence score. When multiple fault types are present simultaneously — a bearing defect developing on a machine with pre-existing misalignment — the platform identifies both conditions and presents the combined diagnosis with severity scoring for each contributing fault. Book a Demo to see the multi-class fault classification in action on data from your specific equipment types.
A typical deployment for a plant with 1,500 to 2,000 bearings follows a phased approach. Phase 1 (weeks 1-2) involves the bearing population survey — compiling bearing part numbers from the CMMS, mapping measurement locations to specific bearings, and identifying data collection routes and sensor infrastructure. Phase 2 (weeks 2-3) covers data connection setup — configuring the import channel for existing vibration data from the route collector or online monitoring system. Phase 3 (weeks 3-5) is the baseline collection and AI model calibration period during which the platform ingests available historical vibration data and establishes per-bearing baselines, alarm thresholds, and fault frequency libraries. Phase 4 (week 5 onward) is the active monitoring phase where the platform begins generating bearing fault alerts and fleet health dashboards. The platform requires at minimum the bearing population list with part numbers or bearing geometry data and at least one set of vibration measurements to begin configuration. For plants with existing route data in digital format, the platform can ingest up to two years of historical data during the baseline phase to accelerate the trend detection model calibration. Talk to an expert about a deployment timeline specific to your plant's bearing population and existing vibration data availability.
Your Quarterly Vibration Route Collects the Data. iFactory's AI Pattern Recognition Extracts the Bearing Fault Diagnosis at Stage 2, Not Stage 4. The Difference Is $380 vs $8,400 per Bearing.
AI fault frequency pattern recognition, continuous trend detection with rate-of-change alarming, pre-loaded bearing geometry library for 10K+ part numbers, and fleet-wide health dashboard with remaining useful life projections — deployed on your existing route data without replacing your current vibration collection programme.