Conveyor belt systems are the circulatory network of every food processing facility — responsible for moving product safely, consistently, and without contamination risk at every stage of production. A single worn belt splice, misaligned roller, or inadequately lubricated drive shaft can cascade into unplanned downtime, regulatory violations, or a full-scale product recall. Implementing a structured, documented conveyor belt inspection checklist is essential not just for OSHA compliance, but for protecting your production yield and workforce. Book a Demo and see how digital inspection workflows eliminate paper-based gaps and keep your conveyor assets audit-ready around the clock.
Why Conveyor Belt Inspection Is Non-Negotiable in Food Processing
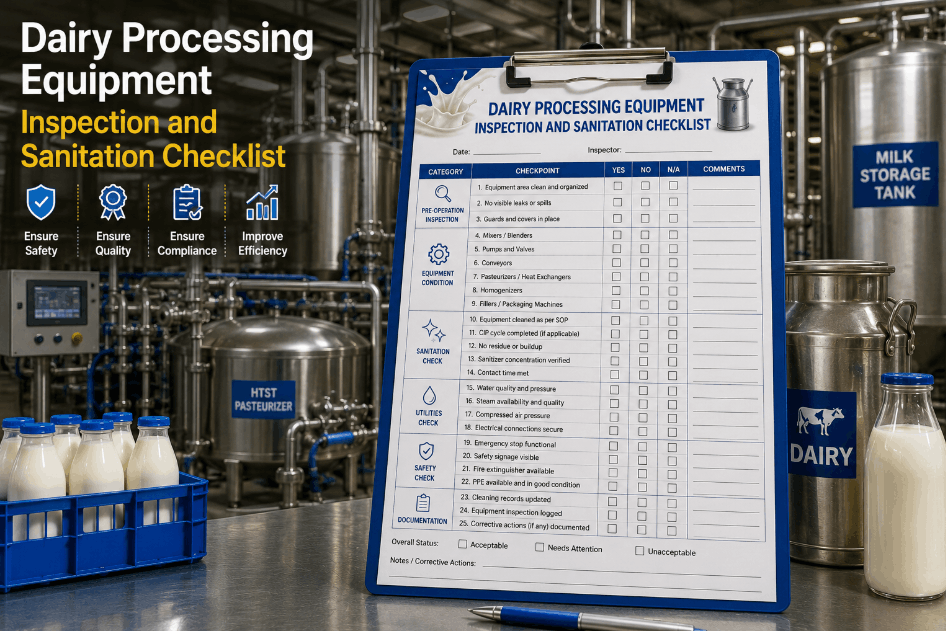
Contamination Prevention at Every Transfer Point
Cracked belt surfaces, frayed edges, and belt-to-frame contact create physical contamination points that can introduce foreign material directly into your product stream. Routine inspection of belt integrity and splice conditions is a front-line defense against costly recalls and regulatory actions. Book a Demo to see how real-time inspection logs catch contamination risks before they reach your product.
Unplanned Downtime and OEE Loss
Belt slippage, seized idlers, and motor overloads are the leading causes of unscheduled production stoppages. A single conveyor failure during peak processing shifts can cost thousands of dollars per hour. Proactive inspection cycles reduce MTTR and protect your Overall Equipment Effectiveness targets.
Benefits of Digital Conveyor Inspection Management
Reduced Unplanned Downtime
Structured inspection cycles catch early-stage belt wear, roller seizure, and tensioning drift before they escalate into full production stoppages — protecting shift throughput and OEE targets.
Foreign Material Control
Documented splice integrity checks and wear-strip monitoring directly reduce the risk of plastic, metal, and rubber contamination reaching product streams and triggering costly recalls.
OSHA & FDA Audit Readiness
Timestamped digital logs with inspector ID and asset-specific readings satisfy OSHA 1910.212 machine guarding requirements and FDA Preventive Controls documentation standards simultaneously.
Extended Belt Service Life
Proper tensioning verification, lubrication compliance, and alignment checks extend belt service life by 30–50%, directly reducing replacement costs and associated production downtime during changeovers.
Multi-Line Compliance Visibility
Centralized dashboards give maintenance managers real-time compliance status across every conveyor asset in the facility — eliminating blind spots in multi-shift, multi-line production environments.
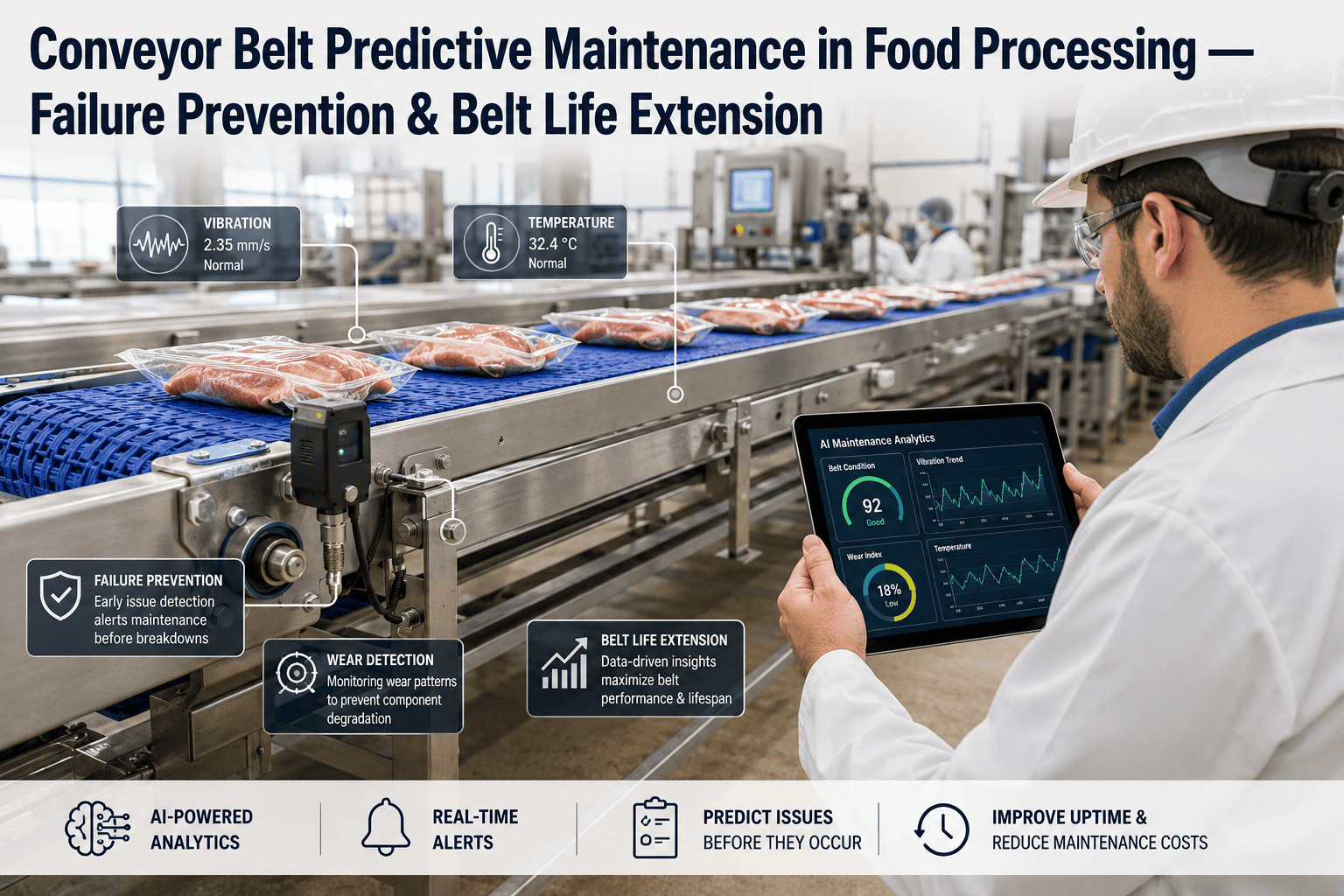
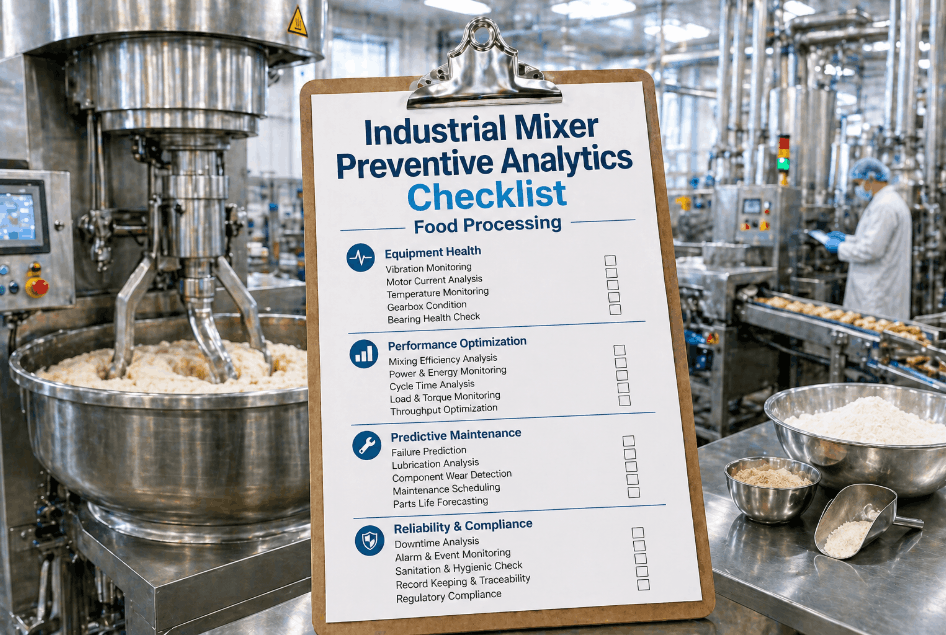
Predictive Maintenance Triggers
Automated alerts based on inspection trends — rising motor amperage, increasing belt sag, or recurring tracking deviations — drive work orders before component failure occurs, eliminating reactive maintenance cycles.
Conveyor Belt Inspection FAQs
Critical components such as belt splices, emergency stop devices, and motor amperage should be logged daily to satisfy FSMA Preventive Controls and GFSI certification requirements.
Book a Demo to see how digital checklists automate your conveyor inspection schedule across all production shifts.
Belts used in meat, poultry, and ready-to-eat product lines typically require additional compliance with 3-A Sanitary Standards for cleanability and must be verified at each replacement event.
Maintaining digital records of belt certification documents for every asset ensures immediate retrieval during USDA or third-party audits.
In food plants, product residue build-up on return rollers is a frequent but often overlooked cause of progressive belt drift that worsens over a production shift.
Resolving tracking issues requires systematic inspection of the complete conveyor path — from the take-up assembly through all carrying and return idlers to the head pulley.
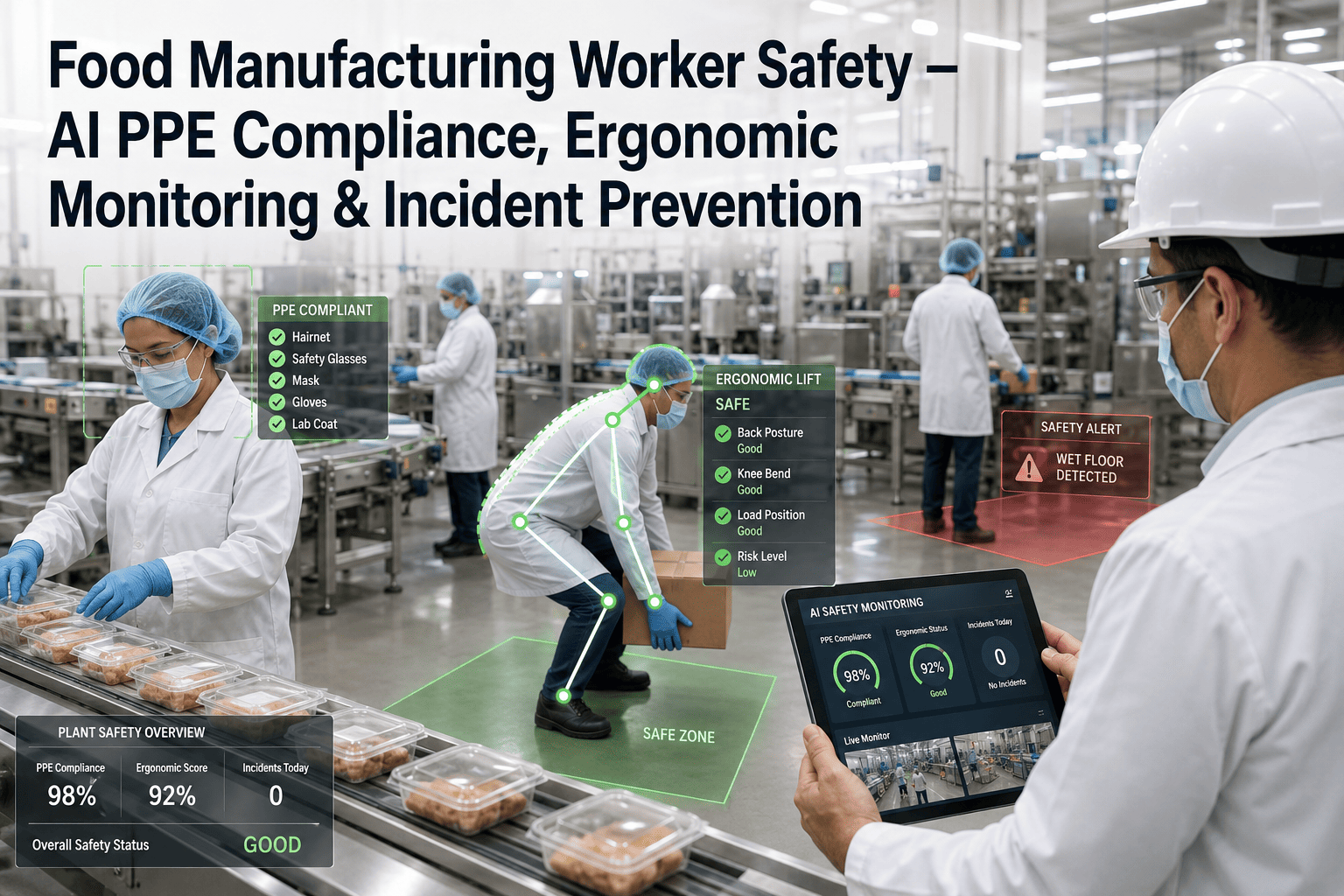
All nip points at drive pulleys, tail pulleys, and belt-to-roller contact points must be physically guarded, with emergency stop devices accessible from any position along the conveyor without crossing a hazard zone.
Documented functional testing of emergency pull-cords and E-stop buttons must be performed and recorded on a scheduled basis to demonstrate ongoing compliance.
Worn mechanical splice fasteners introduce metal fragment contamination risk that can bypass metal detection systems calibrated for larger foreign body sizes.
Book a Demo to see how condition-based belt monitoring flags degradation before food safety thresholds are breached.
Cloud-based digital logs remain accessible even if physical records are lost or damaged, and they support instant reporting across multi-site manufacturing operations.
Integrated corrective action workflows ensure that deficiencies captured during inspections are automatically escalated to maintenance teams with documented resolution timelines.