Snack foods operators maintain statistical process control through manual sampling, paper spreadsheets, and fixed control limits designed months ago. A batch is "in control" if measurements fall within preset upper and lower control limits — but these static limits don't account for seasonal variation, raw material shifts, or equipment drift. The result: operators either accept excessive batch-to-batch variation (slack limits) or stop production repeatedly for "out-of-control" alerts that aren't real defects (tight limits). Adaptive AI control limits learn your actual process behavior and adjust dynamically — tightening when conditions allow, loosening when raw material changes, and staying perfectly calibrated to your line's reality. This shifts operators from rigid rule-following to intelligent process partnership. To see adaptive control limits working on your production data, schedule a live demo with our team.
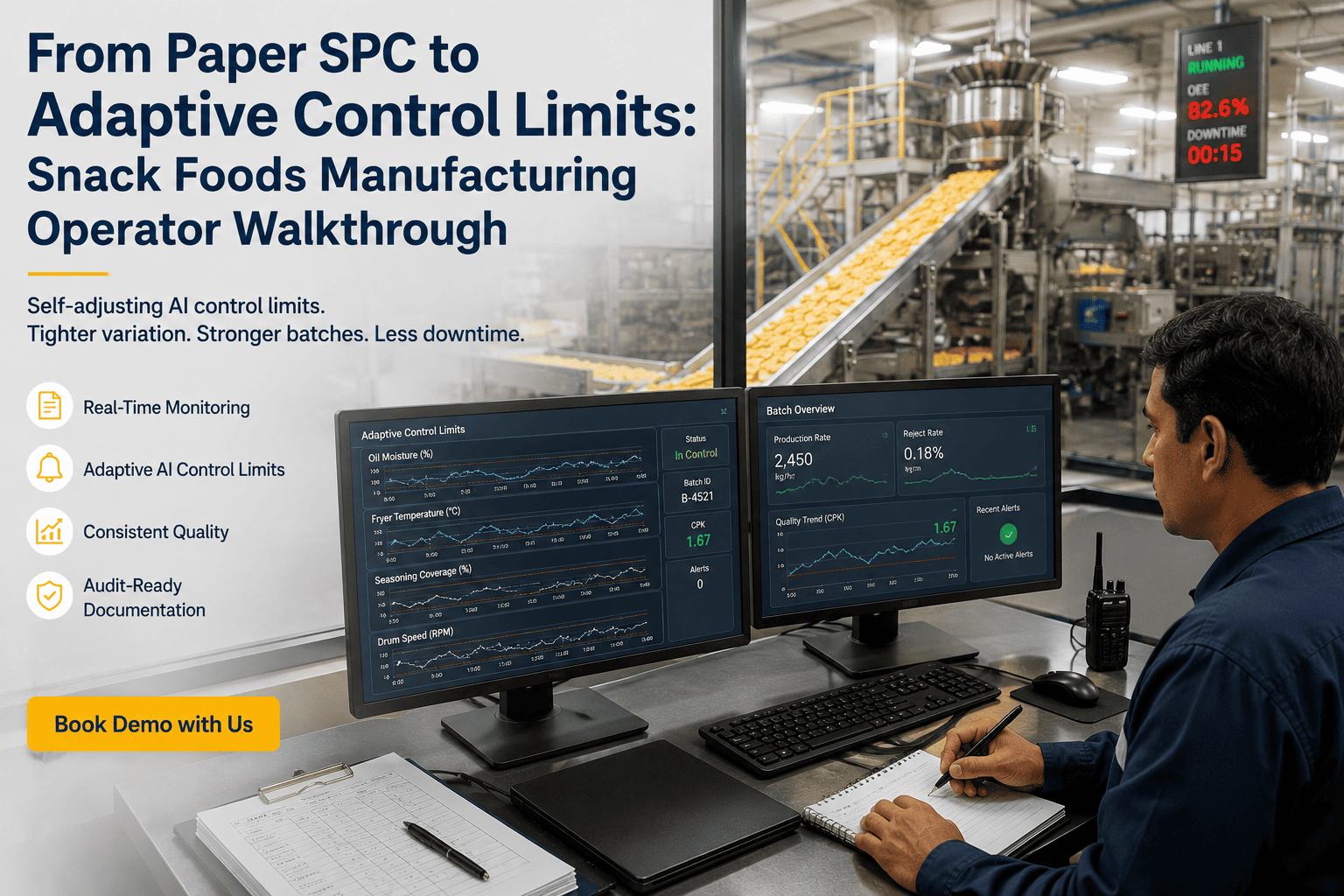
From Paper SPC to Adaptive Control Limits: Snack Foods Manufacturing Operator Walkthrough
Self-tuning control limits · Batch-to-batch consistency · Real-time Cpk tracking · Context-aware adjustment · Operator alerts on true drift · Up to 45% batch variation reduction.
The Problem: Static SPC Limits Don't Match Reality
Your current SPC process likely runs on control limits established 6-12 months ago. Upper Control Limit (UCL) = 185°C, Lower Control Limit (LCL) = 175°C. These limits are treated as absolute truth — any measurement outside triggers a "process out of control" alert. But reality is messier: winter heating requires different setpoints than summer cooling. New raw material batches behave differently than aged stock. Equipment degrades gradually, shifting the process mean. Your control limits don't adapt to any of this. Instead, operators face two bad choices: accept loose limits that let poor batches ship, or enforce tight limits that trigger false alarms and stop production constantly. Neither choice is wrong — both reflect the limitations of static, paper-based SPC. Adaptive AI control limits solve this by learning your process's actual behavior patterns and adjusting limits intelligently in real time.
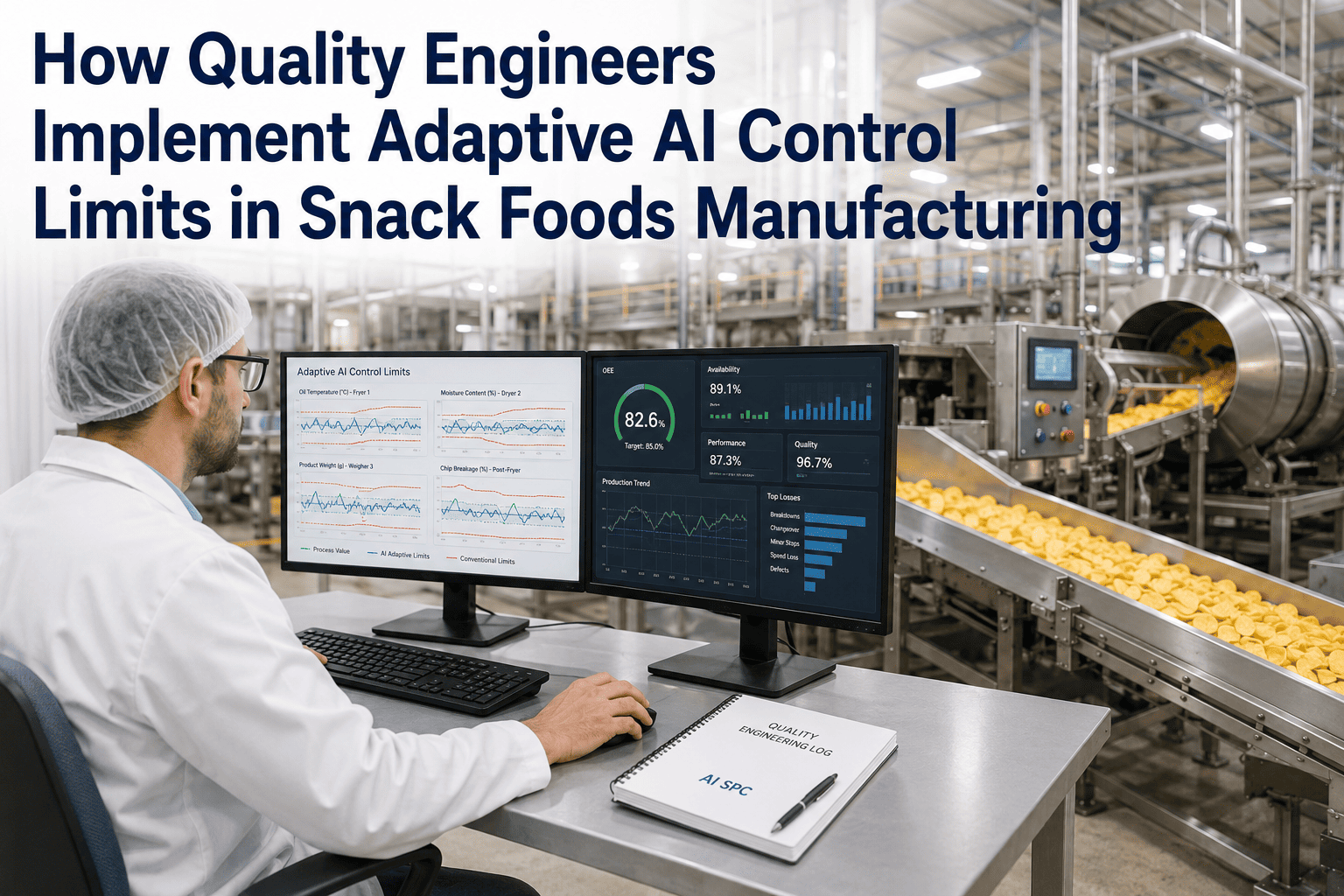
How Adaptive Control Limits Work: The Technical Reality
Adaptive AI control limits rest on three principles: continuous data collection, statistical learning, and context-aware adjustment. During the baseline phase (weeks 1-4), the system collects thousands of real measurements from your line — temperature, pressure, feed rate, motor current, whatever your PLC records. It builds a statistical model of your process's normal behavior: the mean, the standard deviation, and the patterns that appear under different conditions. Then, continuously, the AI monitors new data against this learned baseline. When the process drifts slightly but is still behaving normally (e.g., winter heating runs 2°C hotter than summer), the AI adjusts the control limits to reflect this new normal. When the process truly degrades (bearing wear causing temperature oscillation), the AI flags this as real drift and alerts you. The result is a control system that distinguishes signal from noise.
Barrel temperature, screw speed, motor current, back pressure. Detects screw wear, feed rate creep, material property changes.
Oil temperature, residence time, thermostat response. Detects oil quality drift, heating element aging, temperature control lag.
Spray pressure, drum speed, feed rate consistency. Detects nozzle wear, drum bearing degradation, feed hopper jams.
Fill weight, seal temperature, conveyor speed. Detects scale drift, seal degradation, speed inconsistencies.
Ambient temperature, humidity, raw material lot properties. Adapts control limits to seasonal and supply chain variation.
Equipment wear prediction, bearing degradation early warnings, maintenance scheduling. Prevent out-of-spec drift before it happens.
What Changes for You as an Operator
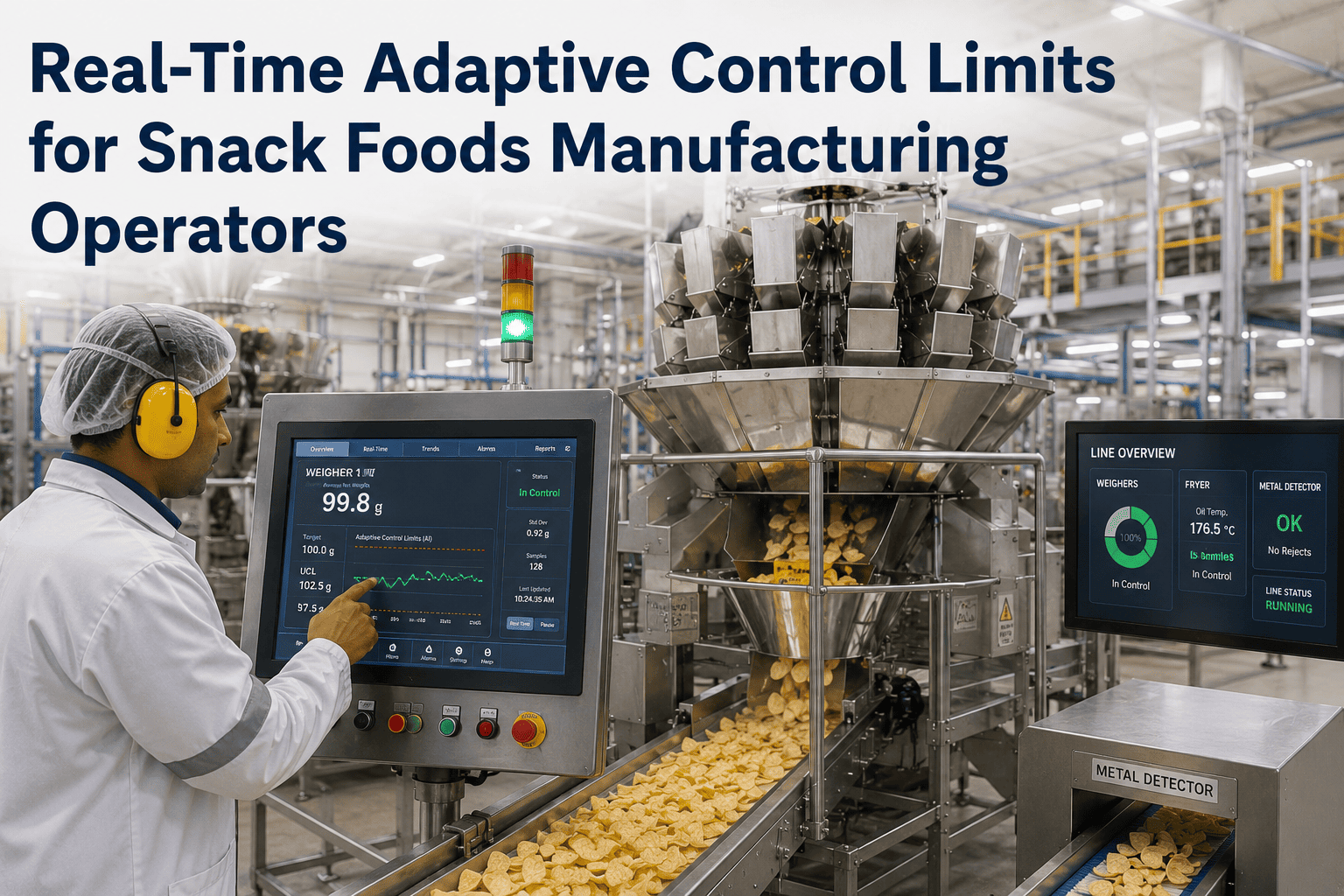
Dashboard shows current control limits (automatically adjusted for today's ambient temp and this material lot). You don't recalculate — AI has already done it.
You run normally. AI quietly monitors every measurement in real-time, comparing against dynamic control limits that account for your line's actual behavior.
Only true process drift triggers an alert — not false alarms from normal variation. You get a clear message: "Extruder barrel temp trending high — check heating element" or "Feed rate jitter increasing — possible screw wear."
You investigate, adjust (temperature, speed, feed rate), or escalate to maintenance. The system confirms when stability is restored.
Batch stays on-spec, shipment quality is consistent. No rework, no scrap. Control limits were perfectly calibrated for today's conditions.
What Adaptive Control Limits Deliver
Tighter Cpk, fewer out-of-spec batches
Only real drift triggers alerts — no more noise
Live monitoring within 6-12 weeks from kickoff
No more sampling — every unit monitored in real time
Fewer out-of-spec batches = direct cost reduction
Real-time Cpk on your shift's dashboard
Frequently Asked Questions
Deploy Adaptive AI Control Limits on Your Snack Line
Self-adjusting control limits that learn your process and stay perfectly calibrated. 45% batch variation reduction. Zero false alarms. 24/7 SPC monitoring. Deploy in 6-12 weeks and start tightening batch consistency immediately.