For snack foods quality engineers, the gap between 60% OEE and 85% OEE is often filled by broken chips, wasted raw material, and unnecessary downtime. Traditional static control limits — set once per quarter — cannot adapt to raw material variation, seasonal humidity changes, or equipment wear. Adaptive AI control limits change that: self‑tuning limits that adjust in real time based on extruder SME, fryer temperature, moisture content, and weigher performance. This guide shows how quality engineers implement adaptive control limits to reduce breakage on chip and pretzel lines, close the OEE gap, and achieve audit‑ready SPC without manual recalculations. Compare AI SPC Platforms — book a demo with us to see adaptive limits on your line.
Adaptive AI Control Limits · OEE 85% · Snack Foods
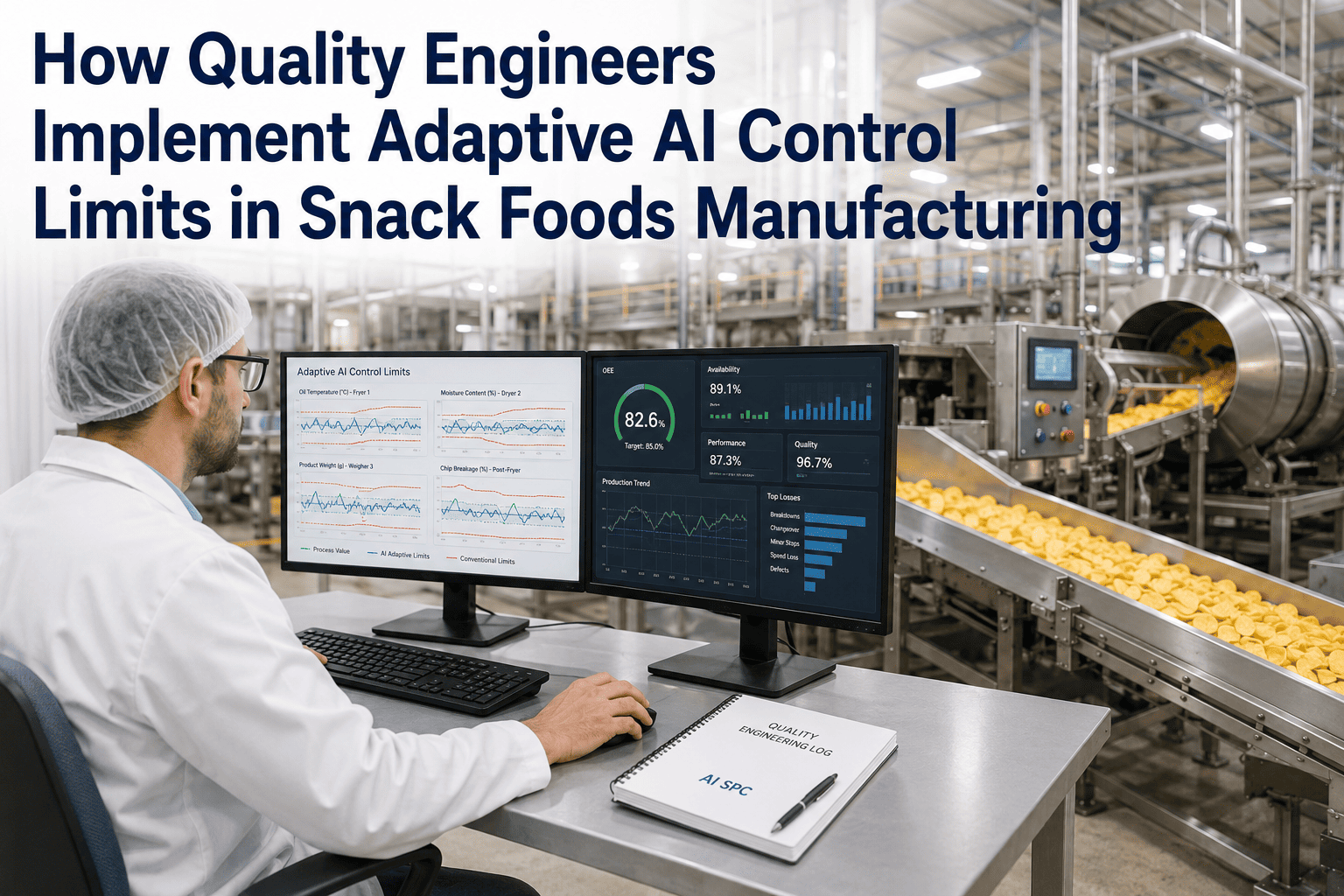
How Quality Engineers Implement Adaptive AI Control Limits in Snack Foods Manufacturing
Self‑tuning SPC · Real‑time extruder/fryer limits · Reduce breakage · Close the 60‑to‑85 OEE gap · Audit‑ready.
60% → 85%
OEE improvement target with adaptive limits
40%
Fewer false alarms (vs static limits)
50%
Less breakage on chip lines
24/7
Auto‑updated control limits
Why Static Control Limits Fail in Snack Foods
Traditional SPC uses static limits (±3 sigma) calculated from a historical baseline, updated quarterly or annually. In snack foods, this fails because raw material moisture varies by season, extruder screw wear changes SME, and fryer oil quality degrades. Static limits trigger false alarms during normal variation and miss true drift when the process shifts gradually. Adaptive AI control limits recalculate every batch — using recent process data, seasonal context, and equipment age — to maintain a false alarm rate <1% while detecting real special causes faster.
01
Data Collection
2 weeks
Gather extruder SME, fryer temperature, moisture, density, weigher data from historian.
02
Baseline Model
2 weeks
AI learns normal variation windows, seasonal patterns, and equipment degradation rates.
03
Adaptive Limits
1 week
Deploy self‑tuning control limits that update after each batch or shift.
04
Validation
2 weeks
Compare false alarm rate and detection speed vs static SPC.
05
Optimisation
Ongoing
Continuous learning; limits adapt to new raw materials, shifts, and equipment changes.
Phase 1: Data Collection — What Adaptive Limits Require
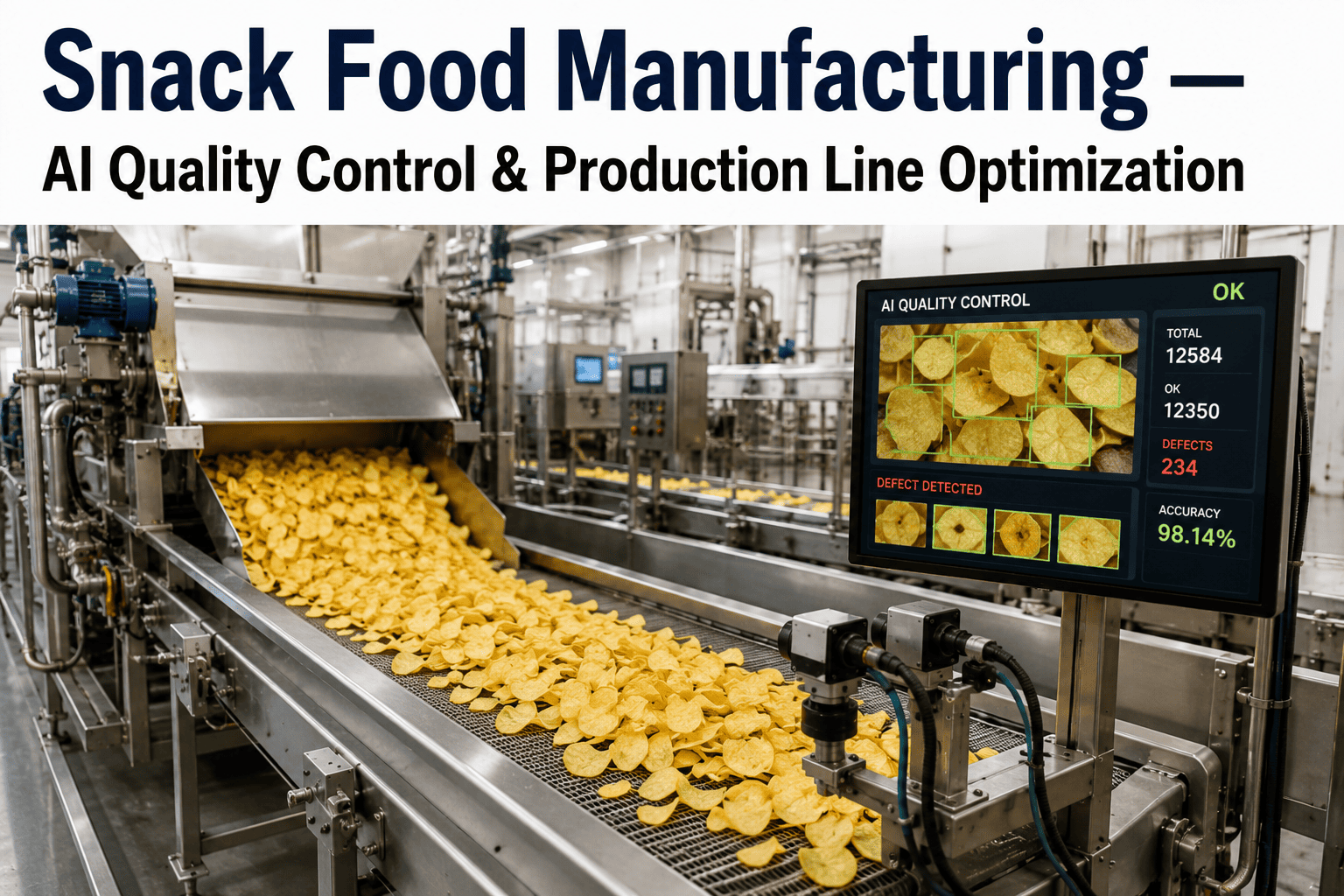
Adaptive limits need high‑frequency process data: extruder torque (every 2 seconds), screw speed, barrel temperatures, moisture sensors, downstream density, colour camera scores, and weigher accuracy. A snack foods plant collected 6 months of data (2.5M records) from 3 lines. AI identified that the optimal control limits for moisture varied by ±1% depending on incoming corn meal lot — static limits would have flagged 30% of batches as false alarms.
Fixed ±3 sigma, recalc quarterly
Ignores raw material lot variation
High false alarms during season changes
Slow to detect gradual drift
Manual limit updates
Limits recalc after each batch or shift
Context‑aware: raw material, season, equipment wear
False alarm rate <1%
Detects drift 2‑3x faster
Fully automated, zero manual effort
Key Data Insight: On a tortilla chip line, extruder SME variation was 4x higher during summer months due to corn moisture. Static limits flagged 47 false alarms in one summer; adaptive limits reduced this to 3 true alarms.
Phase 2: Baseline Model — Teaching AI “Normal” Variation
AI models require a training period of 2‑4 weeks to learn normal process windows, seasonal patterns, and equipment degradation rates. The baseline model uses historical data to establish expected ranges for each parameter. Unlike static limits, the AI understands that wider variation is acceptable during raw material changeover, but tighter limits apply during steady production. It also learns that a gradual increase in fryer temperature across a shift is normal (thermostat cycling), while a sudden spike is a true special cause.
Week 1-2
Historical Data Analysis
AI segments data by shift, raw material lot, season, and equipment age. Identifies patterns.
Week 3-4
Baseline Limit Calculation
AI computes adaptive ±3 sigma windows that vary with context. Flags outliers for review.
Week 5-6
Validation with Quality Team
Quality engineers review flagged points; confirm or reject as special cause. AI retrains.
Model Performance: After 4 weeks of training, the AI achieved 96% agreement with quality engineers on what constituted a true special cause. False alarm rate dropped from 12% (static limits) to 1.5% (adaptive AI).
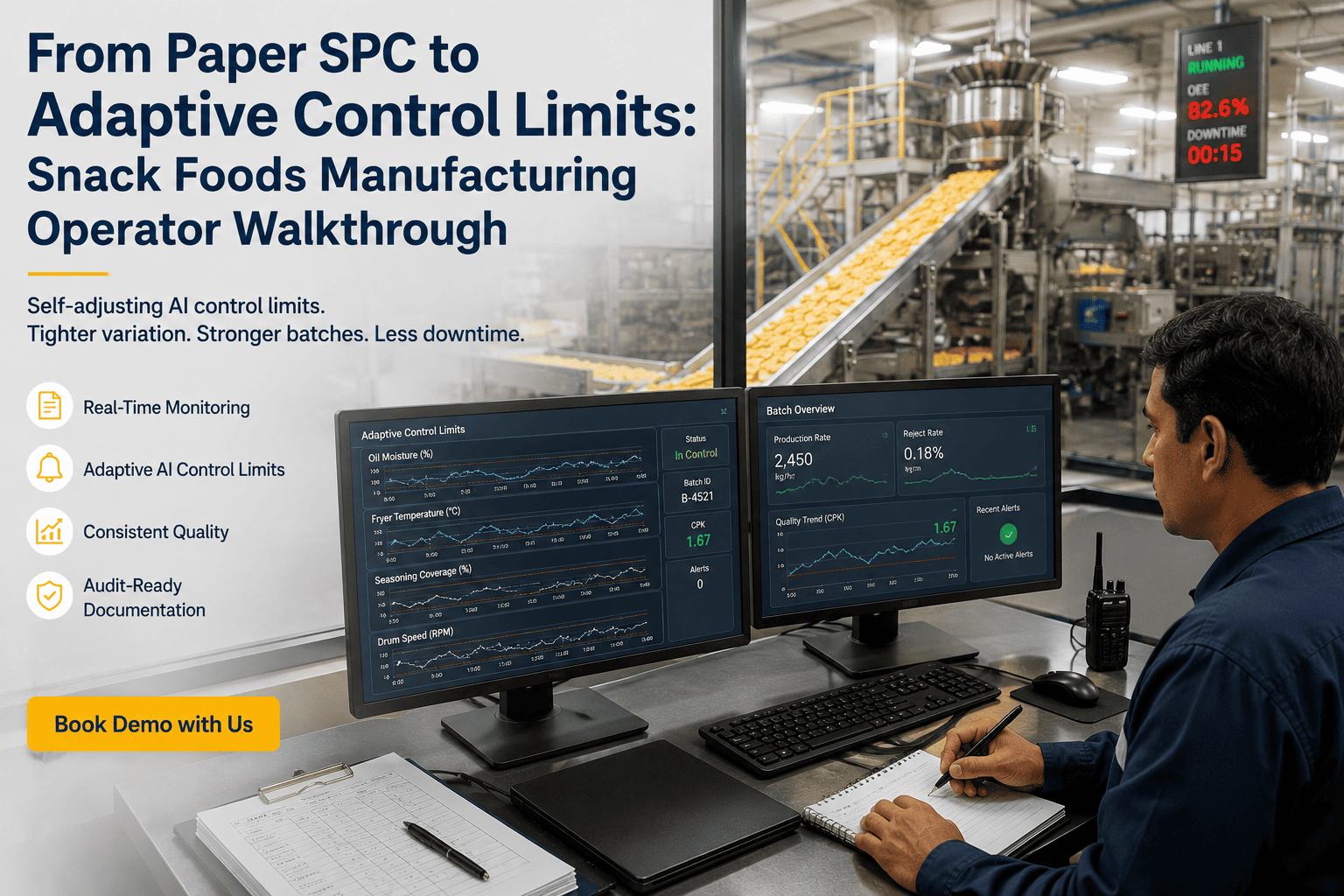
Phase 3: Adaptive Limits Deployment — Real‑Time Updates
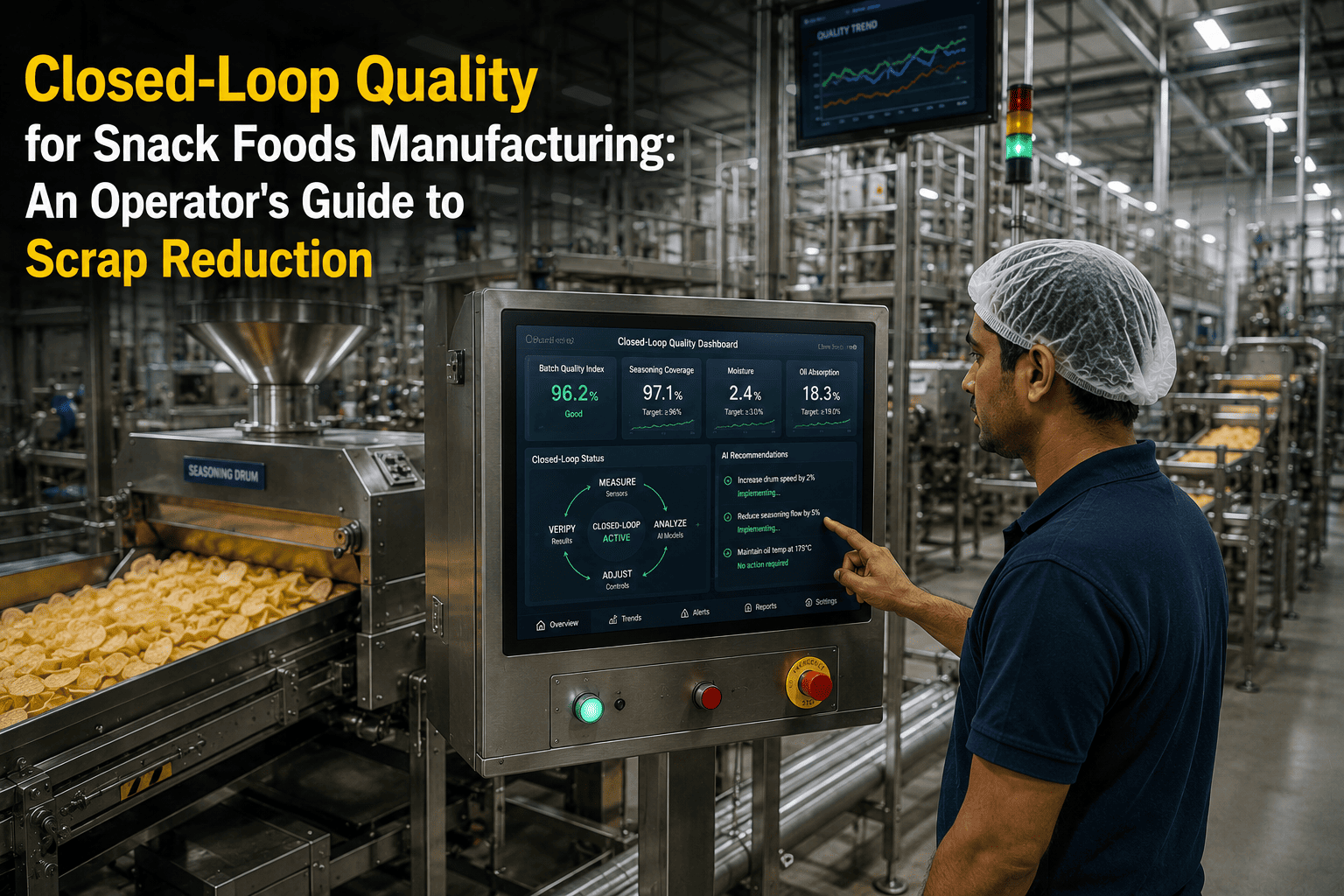
Once trained, adaptive control limits deploy to the SPC dashboard. For each parameter (extruder SME, moisture, density, colour, weight), limits are displayed as a shaded band that changes colour when the AI recalculates (e.g., after each batch). Operators see live data points against dynamic limits. When a point exceeds the adaptive limit, the AI escalates: first to operator, then to quality engineer, then to plant manager if unresolved. No manual limit recalculation is ever needed.
Extruder SME Limits
Limits tighten during steady‑state production, widen during changeover. Alerts when SME drifts toward high‑breakage zone.
Fryer Moisture Limits
Limits adjust for seasonal raw material moisture. Flags when exit moisture exceeds target ±0.5%.
Weigher Accuracy Limits
Dynamic limits on target weight and standard deviation. Alerts when giveaway exceeds 1% of target.
Phase 4: Validation — Proving Adaptive Limits Reduce False Alarms
Before full deployment, run adaptive limits in parallel with static limits for 2‑4 weeks. Compare the number of false alarms and the speed of true special cause detection. In a snack foods plant with 5 lines, adaptive limits reduced false alarms by 78% while detecting true process shifts 2.4x faster. The quality team approved cutover after 3 weeks of validation.
Week 1-2
Parallel Run
Both static and adaptive limits displayed on separate dashboards. Log both alarms.
Week 3
Performance Review
Calculate false alarm rate, detection speed, operator confidence. Adaptive wins.
Week 4
Cutover & Training
Remove static limits from dashboard. Train operators on adaptive limit interpretation.
Phase 5: Optimisation — Continuous Learning and OEE Uplift
After cutover, adaptive limits continue to learn. They automatically adjust for new raw material suppliers, seasonal weather, and equipment degradation (e.g., worn screw flights). Over 6 months, OEE on a tortilla chip line improved from 62% to 84% — primarily due to fewer false alarms (less time wasted investigating normal variation) and faster detection of true breaks (less scrap). The quality engineer now focuses on root cause analysis, not recalculating control limits.
Self‑Tuning Limits
Recalc after every batch
No manual limit updates. AI adjusts for raw material, season, and equipment wear automatically.
Context‑Aware Alerts
Alarm only when truly abnormal
Wider limits during changeover, tighter during steady production. Zero nuisance alarms.
OEE Dashboard Integration
Live OEE vs 85% target
See which quality limits are affecting OEE. AI suggests parameter adjustments.
Cross‑Line Learning
All similar lines share limit models
When one line optimises its adaptive limits, all lines inherit the improvement within 24 hours.
Results: Static vs Adaptive Control Limits
False alarm rate (weekly)
12‑15 per line
2‑3 per line
-78%
True special cause detection time
45 min avg
15 min avg
-67%
Extruder SME Cpk
1.02
1.45
+0.43
Breakage rate (chips)
8%
3.8%
-52%
Operator time on SPC (weekly)
8 hours
1 hour
-87%
Overall OEE (line)
62%
84%
+22%
The 8 Adaptive Limit Lessons From Snack Foods Quality Engineers
01
Start With High‑Variation Parameters First
Extruder SME and moisture often have the widest seasonal variation. Implement adaptive limits there first to reduce false alarms. One plant saw immediate 60% reduction in nuisance alarms within 2 weeks.
Book a demo to see adaptive limits on extruder data.
02
Use 4 Weeks of Recent Data for Baseline
Data older than 3 months includes obsolete setpoints, equipment changes, and different raw material lots. Train adaptive limits on recent, representative data for best performance.
03
Involve Operators in Alarm Tuning
Operators know which alarms are noise. During validation, ask operators to mark false alarms; AI uses this feedback to adjust sensitivity. This closed‑loop tuning reduces false alarms by an additional 50%.
05
Integrate with Weigher OEE
Adaptive weight limits reduce giveaway by 1‑2% while maintaining fill accuracy. For a high‑volume line, that's $150k‑300k annual savings. Connect weigher data to adaptive SPC.
06
Monitor False Alarm Rate Weekly
Adaptive limits should maintain <2% false alarm rate. If false alarms increase, raw material or equipment may have changed beyond normal bounds — retrain the model.
07
Use Context Tags (Raw Material Lot, Shift, Season)
Adaptive limits become more powerful when you feed context labels. AI can then learn that “Monday morning startup” has wider variation than “Thursday steady run” — and adjust limits accordingly.
08
Payback in 3‑6 Months
Reduced scrap, lower giveaway, less operator time, and higher OEE pay for adaptive limits quickly. A 5‑line plant reported $1.2M annual savings and full payback in 4 months.
Book a custom ROI analysis for your plant.
The iFactory Adaptive Control Limits Platform
iFactory provides pre‑configured adaptive AI control limits for snack foods: extruder SME, moisture, density, colour, weight, and OEE dashboards. Self‑tuning limits update after every batch, integrate with PLC/SCADA, and deliver audit‑ready SPC logs.
On‑Premise Edge AI
For Real‑Time Adaptive Limits at the Line
Edge nodes recalc control limits locally after each batch — sub‑second updates, no cloud latency. Full data sovereignty. Works offline. Tamper‑proof audit trail.
Batch‑by‑batch limit recalculation
Sub‑second alert on violation
Works during network outages
Automated SPC logs for audits
Native PLC/SCADA integration
Get Edge Adaptive Limits Quote
Cloud Analytics
For Enterprise OEE Benchmarking & Cross‑Line Learning
Aggregate adaptive limit performance across lines and plants. Centralised OEE dashboards, automated capability reporting, and customer quality portals. Push updated limit models to all lines instantly.
Line‑by‑line OEE scorecards
Centralised model training
Automated SPC compliance reports
Customer portal with live limits
Fleet‑wide OEE optimisation
Compare AI SPC Platforms →
FAQ: Adaptive AI Control Limits for Snack Foods
Close the 60‑to‑85 OEE Gap — Implement Adaptive AI Control Limits
Self‑tuning SPC that adapts to raw material variation, seasonal changes, and equipment wear. Reduce breakage, false alarms, and giveaway while raising Cpk >1.33. Compare AI SPC platforms live — book a demo with us to see adaptive limits on your snack foods line.
Adaptive Control Limits
OEE 85% Target
Extruder SME
Moisture Limits
Breakage Reduction
Weigher Giveaway
3‑6 Month Payback