Most food and beverage plants are running SCADA systems that were commissioned decades before anyone thought about cyber risk, and that gap has turned into one of the industry's most exploited weaknesses. Attackers increasingly treat food manufacturers as easy targets precisely because plants cannot tolerate downtime, and legacy human-machine interfaces built on old Windows versions rarely have the authentication or encryption that would stop a phishing email or an exposed remote access port from reaching the control room. A modernization project gets postponed for years because nobody wants to touch a system that is "working fine," until a ransomware incident or a failed PLC integration forces the decision anyway. If your plant is weighing when to modernize versus waiting for the next forced outage, a short planning call usually clarifies the real urgency faster than another internal risk memo.
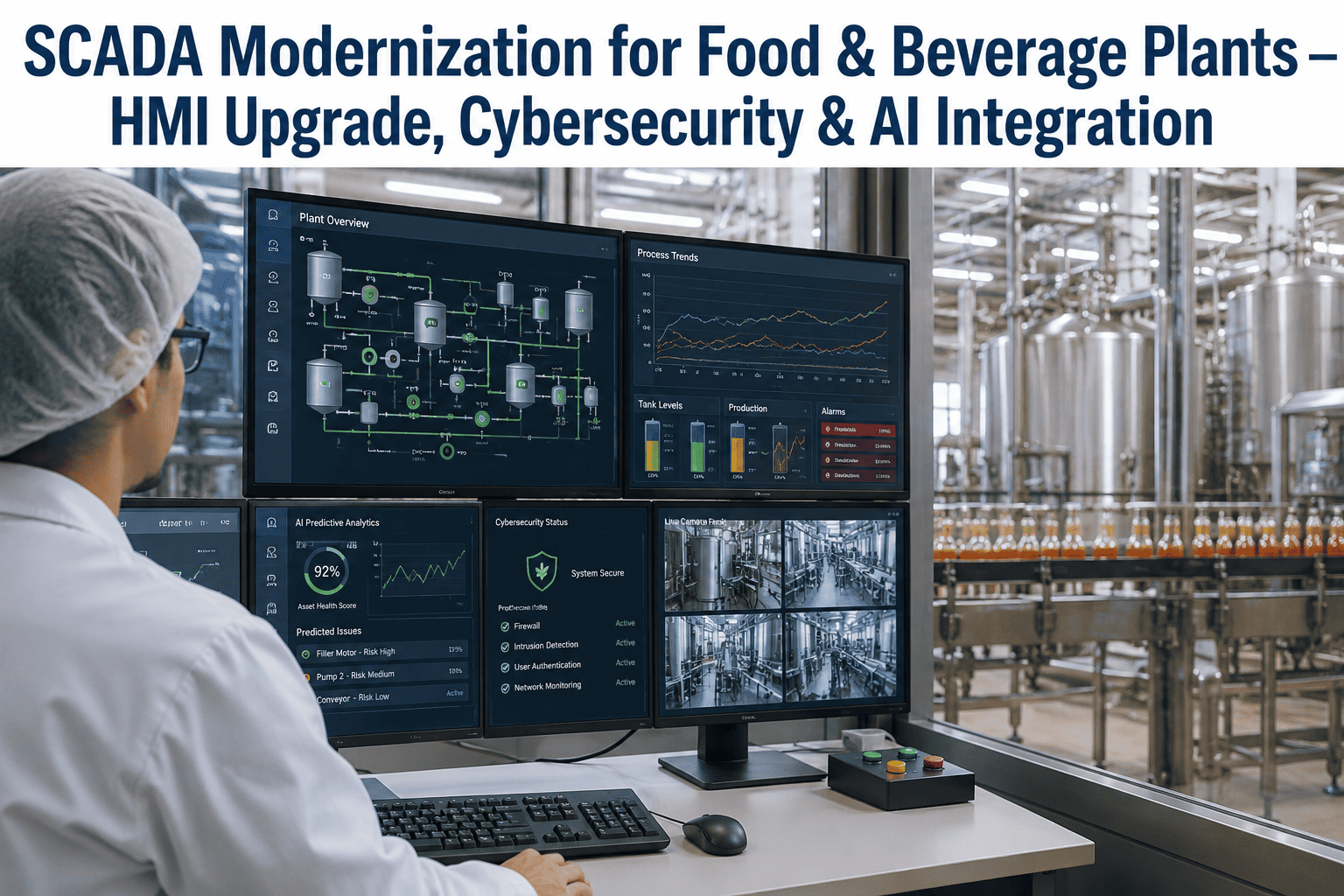
Modernize SCADA Without Halting the Line
iFactory's SCADA Modernization service redesigns HMIs, integrates existing PLCs, hardens OT network segmentation, and layers AI analytics on top of your historian, all phased so production never stops for a rip-and-replace.
Warning Signs
Signals Your SCADA System Has Become a Liability
Plants rarely decide to modernize SCADA because of a single dramatic event. More often it is an accumulation of small warning signs that get normalized until an incident forces the issue.
Running on an unsupported Windows version
HMI terminals still on operating systems that stopped receiving security patches years ago inherit every unpatched vulnerability discovered since.
No segmentation between IT and OT networks
A single flat network lets malware that enters through an office phishing email move laterally straight into the plant floor control systems.
Third-party remote access without monitoring
Vendors and integrators connecting through unmonitored remote desktop sessions are one of the most common entry points attackers exploit.
Historian data trapped in a proprietary format
Years of production history sitting in a format no modern analytics or AI tool can read directly, forcing manual exports for every analysis.
Attack Surface
Why Food Plants Have Become a Preferred Target
Food and beverage manufacturers run continuous, high-automation operations with narrow tolerance for downtime, which makes them more likely than most sectors to pay a ransom quickly rather than absorb a prolonged shutdown. Attackers have also broadened their focus in recent years, moving from purely IT-side data theft toward operational technology assets that can physically halt a production line even when the malware originally entered through an office email account.
Legacy by Design
Most SCADA systems were built decades ago without encryption or authentication as a baseline requirement
IT/OT Blending
Convergence of enterprise and plant floor networks widens the attack surface every time a new sensor or gateway is added
Patch Gaps
A large share of manufacturers still lack effective OT patch management, according to recent industry security surveys
Modernization Pillars
Four Pillars of a Food Plant SCADA Upgrade
HMI Redesign
Legacy screens cluttered with decades of ad-hoc additions are rebuilt around clear alarm hierarchies and operator-first navigation, cutting the time it takes to diagnose an abnormal condition.
PLC Integration
Existing programmable logic controllers are connected into the new SCADA layer through standard protocols rather than replaced outright, protecting the investment already sitting on the plant floor.
OT Cybersecurity Hardening
Network segmentation between IT and OT, monitored remote access for vendors, and a structured patch management schedule close the gaps attackers rely on most.
AI Analytics Layer
Historian data is migrated into a format that supports continuous AI monitoring, so trend detection and predictive alerts sit directly on top of the modernized SCADA rather than a manual export process.
Migration Path
How Modernization Happens Without Stopping the Line
The biggest objection to SCADA modernization is the fear of downtime during the transition, which is why a phased migration path matters more than the specific software chosen.
Phase 1
Audit existing PLCs, HMI screens, historian tags, and network topology to map exactly what needs to migrate and what can be reused as-is.
Phase 2
Build the new HMI and network segmentation in parallel with the live system, testing against a shadow environment before any cutover.
Phase 3
Migrate historian data and cut over line by line during scheduled maintenance windows rather than a single plant-wide event.
Phase 4
Layer AI-based analytics and predictive alerts on top of the modernized platform once operators have built confidence in the new HMI.
See What a Modernized HMI Looks Like on Your Own Screens
Bring a screenshot of your current HMI and our team will walk through what a redesigned, AI-connected version would look like for the same production line.
Comparison
Legacy SCADA vs a Modernized Platform
FAQ
Frequently Asked Questions
Do we have to replace our PLCs to modernize SCADA?
No, in most cases the existing programmable logic controllers on the plant floor can be integrated into the new SCADA layer through standard industrial protocols rather than replaced outright. The modernization work typically focuses on the HMI, the network architecture, and the historian layer sitting above the PLCs, which protects the capital already invested in plant floor hardware while still closing the security and usability gaps in the layer operators actually interact with, something our
support team can confirm against your specific PLC models.
How long does a SCADA modernization project typically take without stopping production?
Most projects are phased across audit, parallel build, and line-by-line cutover stages, with the cutover itself scheduled inside existing maintenance windows rather than as a single plant-wide event. This means production continuity is protected throughout, though the total project timeline depends heavily on how many lines and legacy systems need to be migrated and how much historian data needs to move into the new format.
What is the single biggest cybersecurity gap in most food plant SCADA systems?
Unmonitored remote access, most often granted to vendors or integrators through remote desktop connections that are never logged or time-limited, is consistently one of the most common entry points attackers use to reach plant floor systems. Closing this gap alone through credentialed, monitored access can meaningfully reduce exposure even before broader network segmentation work is complete.
Can AI analytics run on our historian data before the SCADA modernization is finished?
In some cases yes, if the historian data is already exportable in a usable format, a pilot AI analytics layer can begin analyzing trends while the broader HMI and network modernization work continues in parallel. This is often a useful way to demonstrate value early in a project and build operator confidence before the full platform cutover happens, and a
short call can confirm whether your current historian format supports this.
Who typically needs to be involved in a SCADA modernization decision?
Plant managers, control room operators, and IT or OT security leads typically need to be aligned before a modernization project starts, since the work touches production continuity, day-to-day operator workflow, and network security posture all at once. Involving control room operators early in reviewing the new HMI design specifically tends to shorten the adoption period after cutover, since they are the ones who will rely on the new screens daily.
HMI Redesign · PLC Integration · OT Cybersecurity · AI Analytics
Give Your Control Room a SCADA System Built for Today's Threats
iFactory's SCADA Modernization service closes the cybersecurity gaps in your legacy control system while layering AI analytics on top, phased so your lines keep running throughout.