Float glass manufacturing is an energy-intensive process where furnace heating, tin bath temperature maintenance, and annealing lehr operation combine to make energy the largest controllable cost center — typically 15-25% of total production cost. Traditional SPC charts use static upper and lower control limits that remain fixed regardless of process state, recipe changes, or raw material variation. When the process drifts within those static limits — during grade transitions, pull rate changes, or batch composition shifts — operators receive no signal, energy efficiency degrades, and the drift accumulates until it either triggers a false alarm or produces off-specification glass. Adaptive SPC limits solve this structural limitation by dynamically adjusting UCL and LCL boundaries in real time based on current process conditions, enabling earlier drift detection, reducing unnecessary furnace temperature adjustments, and delivering 4-10% specific energy consumption reduction across float glass production lines.
ADAPTIVE SPC LIMITS · FLOAT GLASS · ENERGY OPTIMIZATION
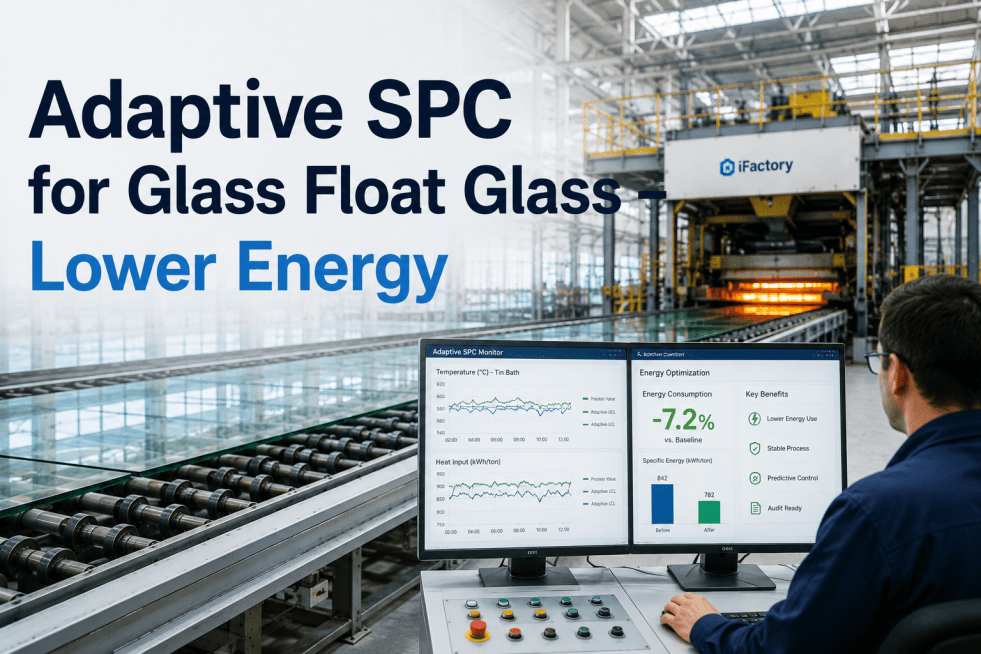
Reduce Float Glass Energy Consumption 4-10% with Adaptive SPC Limits — Dynamic Control Limits Purpose-Built for Digital Manufacturing Directors
iFactory's adaptive SPC platform replaces static UCL/LCL boundaries with AI-driven dynamic control limits that adjust to process drift, recipe changes, and raw material variation — enabling earlier drift detection, reduced furnace energy consumption, and improved process stability without increasing false alarm rates.
01 / The Energy Optimization Challenge in Float Glass Manufacturing
Float glass furnaces operate continuously at temperatures exceeding 1550°C, consuming significant energy regardless of production output. Energy efficiency depends on maintaining stable thermal profiles across the melting zone, refining zone, and tin bath — any temperature deviation requires correction burns or cooling adjustments that increase specific energy consumption. Static SPC limits compound this challenge by generating false alarms during normal process transitions, causing operators to make unnecessary adjustments that destabilize the thermal profile. When operators compensate by widening limits to avoid false alarms, genuine drift signals go undetected, and energy efficiency degrades incrementally across multiple shifts. Book a Demo to discuss how adaptive SPC limits address these energy optimization challenges for your float glass operation.
Static SPC Limits Generate False Alarms
Traditional UCL and LCL boundaries remain fixed regardless of process state. During recipe transitions or pull rate changes, normal process variation exceeds static limits, generating false alarms that erode operator trust and lead to unnecessary furnace temperature corrections that consume additional energy.
Energy Efficiency Degradation Over Time
When operators widen static SPC limits to reduce false alarm frequency, gradual process drift accumulates undetected. Furnace thermal efficiency decreases incrementally — refractory wear, burner drift, and batch chemistry shifts cause specific energy consumption to rise 2-5% before any alarm triggers.
Recipe Transition Instability
Grade changes, thickness transitions, and pull rate adjustments create intentional process variation that static SPC limits treat as out-of-control conditions. Operators must disable monitoring during transitions, creating blind windows when energy optimization is most critical and process drift most likely.
Cross-Variable Correlation Gaps
Static SPC monitors each variable independently — furnace temperature, tin bath gradient, lehr cooling rate — without detecting interaction shifts. A temperature deviation that would trigger a furnace correction might instead be caused by a batch chemistry change, but static SPC cannot distinguish the root cause from the symptom.
How It Works
02 / How Adaptive SPC Limits Enable Energy Reduction in Float Glass
Adaptive SPC limits replace static UCL and LCL boundaries with dynamically calculated control limits that adjust in real time based on process state, operating mode, and historical performance. The system learns the normal range of process variation for every combination of glass type, pull rate, thickness specification, and operating condition — and sets control limits that reflect the achievable process capability for the current state. Book a Demo to explore the adaptive SPC modeling approach for your float glass process.
State-Aware Control Limits: The adaptive SPC engine classifies every operating interval by process state — melting mode, refining mode, grade transition, pull rate change, steady-state production — and calculates UCL and LCL boundaries specific to each state. During steady-state production of 2.6 mm clear glass at specification pull rate, control limits are tight, reflecting the narrow process variation achievable under stable conditions. During a grade transition to 4.8 mm tinted glass, control limits expand dynamically to accommodate the intentional process variation without generating false alarms.
Energy-Optimized Alerting: The adaptive model prioritizes alerts that signal energy efficiency degradation — gradual furnace temperature profile shifts, tin bath gradient changes, lehr cooling demand increases — over random variation events that do not indicate actionable process change. Operators receive fewer alerts overall, but each alert carries higher diagnostic value and direct energy impact. The result is a 50-70% reduction in false alarm frequency with a corresponding improvement in operator response accuracy and furnace thermal stability.
Predictive Limit Calculation: The AI engine predicts the expected process behavior for the next operating interval based on current process state, historical patterns, and planned production schedule. Control limits are calculated prospectively rather than retrospectively — the system anticipates the process variation that will occur during the upcoming interval and sets limits accordingly. This predictive approach eliminates the lag between process change and limit adjustment that characterizes reactive SPC systems.
Self-Optimizing Thresholds: The adaptive model continuously evaluates its own limit performance — measuring false alarm rate against missed detection rate for each process state and asset combination. When the model detects an imbalance (too many false alarms for a specific operating condition or too many missed drift events), it automatically recalibrates the limit calculation parameters to achieve the configured balance point. Over time, the model converges to control limits that minimize total inefficiency — the combined cost of unnecessary corrections and undetected drift.
Multivariate Process State Detection: Adaptive SPC limits are calculated not on individual variables but on the multivariate correlation patterns between related process parameters. The model learns the expected relationship between furnace crown temperature, batch blanket position, glass melt level, and specific energy consumption. When the correlation pattern shifts — even if all individual variables remain within their static limits — the adaptive limits detect the change and generate a diagnosis that identifies which variable interaction is responsible for the energy efficiency shift.
Root-Cause-Aware Alerts: When an adaptive limit violation occurs, the platform identifies the contributing variable set and recommends the most energy-efficient correction. For example, a furnace temperature deviation correlated with a batch chemistry change requires a raw material adjustment rather than a burner setpoint change — the adaptive model distinguishes between cause and symptom, enabling operators to correct the root cause without making unnecessary energy-consuming adjustments to downstream variables.
Adaptive SPC Deployment Roadmap — Float Glass Energy Optimization
Phase 1
Weeks 1-2
Data Integration & Process State Mapping
Phase 2
Weeks 3-4
Model Training & Static SPC Baseline
Phase 3
Weeks 5-6
Live Adaptive Limits & Energy Monitoring
Phase 4
Weeks 7-8
Optimization & Cross-Line Standardization
Measured Outcomes
03 / Capabilities and Measured Business Impact for Float Glass Operations
Float glass facilities deploying adaptive SPC limits have documented measurable improvements in energy efficiency, process stability, and operator effectiveness. The following comparison reflects documented results from facilities transitioning from static SPC to adaptive SPC control limit models. Book a Demo to receive an energy optimization projection for your float glass operation.
PERFORMANCE METRIC
STATIC SPC LIMITS
ADAPTIVE SPC LIMITS
IMPROVEMENT
Control Limit Type
Fixed UCL/LCL — unchanged across all process states
Dynamic — state-aware per operating mode
Static to dynamic limits
False Alarm Frequency
30-50% of alerts are false alarms during transitions
Stable thermal profile — corrections only when needed
Unnecessary corrections eliminated
Operator Decision Support
Alert overload — operators manage 40-60 alerts per shift
Prioritized alerts — 5-10 actionable events per shift
80% fewer, higher-value alerts
ENERGY ASSESSMENT · ADAPTIVE SPC · FLOAT GLASS · ROI PROJECTION
Your Float Glass Energy Optimization Program Can Deliver Measurable Results — Not Just Theoretical Savings
iFactory provides a complimentary adaptive SPC assessment that analyzes your current control limit configuration, process state classification, and energy consumption data — and projects the specific energy reduction, false alarm improvement, and process stability gains achievable with adaptive SPC limits deployed across your float glass production lines.
R. Patel, Director of Process Engineering — Flat Glass Operations, 19 Years
ASQ Certified Six Sigma Black Belt, Glass Manufacturing Industry Council Member
"I have spent 19 years managing process control programs across float glass facilities in four countries, and the single most persistent frustration I have observed is the structural conflict between static SPC limits and the dynamic reality of float glass production. Our furnaces operate across multiple glass types, thicknesses, and pull rates — each combination has a different optimal operating envelope. Static SPC limits force operators to choose between excessive false alarms during transitions and missed drift signals during steady-state production. Neither option is acceptable for energy optimization because both lead to unnecessary adjustments that increase specific energy consumption. The adaptive SPC approach I have implemented with iFactory's platform solves this conflict by making control limits as dynamic as the process itself. We have documented a 6.2% reduction in specific energy consumption across our float glass lines within the first three months of adaptive limit deployment. For digital manufacturing directors evaluating process control investments, the question is not whether adaptive SPC can reduce energy consumption — it is how much longer you can afford the energy penalty of static control limits that cannot distinguish between normal process variation and actionable drift signals."
R. Patel, Director of Process EngineeringFlat Glass Operations — 19 Years, ASQ CSSBB, GMIC Member
Conclusion
04 / Adaptive SPC Limits Deliver Measurable Energy Reduction for Float Glass Operations
Energy optimization in float glass manufacturing requires process control systems that adapt to the dynamic conditions of continuous glass production — not static limits that force trade-offs between false alarm avoidance and drift detection. Adaptive SPC limits provide the solution by calculating UCL and LCL boundaries in real time based on process state, operating mode, and historical performance. The results are measurable: 4-10% specific energy reduction, 50-70% fewer false alarms, and stable thermal profiles that eliminate unnecessary furnace corrections. The platform integrates with existing furnace SCADA, tin bath PLC, and lehr control systems. No changes to process control architecture, instrumentation, or production scheduling are required. Book a Demo to schedule an adaptive SPC assessment for your float glass operation and discover the energy reduction opportunity that dynamic control limits can unlock for your production lines.
4-10%
Specific Energy Reduction Achievable with Adaptive SPC Limits
50-70%
False Alarm Reduction — Higher Operator Trust and Response Accuracy
8 wk
Full Platform Deployment — From Data Integration to Live Operation
Zero
Changes Required to Process Control Infrastructure
FAQ
Frequently Asked Questions — Adaptive SPC Limits for Float Glass Energy Optimization
Traditional SPC uses fixed upper and lower control limits that are calculated during initial process capability studies and remain unchanged regardless of operating conditions. Adaptive SPC limits are calculated dynamically in real time based on the current process state — glass type being produced, pull rate, thickness specification, and operating mode. The adaptive model classifies every operating interval by process state and calculates control limits that reflect the achievable process capability for that specific state. During steady-state production, limits are tight, maximizing drift detection sensitivity. During grade transitions or pull rate changes, limits expand to accommodate intentional variation without generating false alarms. This dynamic approach eliminates the fundamental limitation of static SPC — that process control sensitivity must be traded off against false alarm tolerance — by making control limits as responsive as the process itself.
Adaptive SPC limits reduce energy consumption through three mechanisms. First, by eliminating false alarms during normal process transitions, the system prevents unnecessary furnace temperature corrections that consume additional heating or cooling energy. Second, by detecting gradual process drift earlier — drift that static limits would miss because individual variables remain within their fixed ranges — the system enables operators to intervene before energy efficiency degrades 2-5% from optimal thermal profile. Third, the cross-variable correlation capability distinguishes between root cause and symptom, preventing operators from making energy-consuming adjustments to downstream variables when the actual root cause is upstream — for example, directing operators to adjust batch chemistry rather than furnace burner setpoints. The cumulative effect across all three mechanisms produces the documented 4-10% reduction in specific energy consumption per ton of glass produced.
The adaptive SPC platform requires continuous time-series data from the furnace SCADA system (zone temperatures, firing rates, crown pressure, batch blanket position, glass melt level), tin bath control systems (temperature gradient, atmosphere composition, ribbon speed), lehr control systems (zone cooling rates, exit temperature), energy metering (gas consumption, electric power, specific energy per ton), and production scheduling systems (glass type, thickness, pull rate, grade transition schedule). The platform connects through standard OPC-UA, Modbus TCP, REST API, and SQL database connectors. A minimum of 30-60 days of historical data is required for initial model training to capture the full range of operating states, grade combinations, and energy consumption patterns. Data integration is completed during Phase 1 without modifications to existing process control systems.
Full deployment is completed within eight weeks using a four-phase approach. Phase 1 (weeks 1-2) involves data integration from furnace SCADA, tin bath PLC, lehr controls, energy metering, and scheduling systems, plus process state mapping to classify every operating mode. Phase 2 (weeks 3-4) includes model training on historical data and establishment of static SPC baseline measurements for energy consumption, false alarm rate, and operator response metrics. Phase 3 (weeks 5-6) deploys adaptive limits in live operation with parallel static SPC monitoring for validation. Phase 4 (weeks 7-8) focuses on energy optimization refinement and cross-line standardization for multi-line facilities. Measurable energy reduction is typically observed within the first two weeks of live adaptive limit operation.
The platform includes pre-built connectors for the major furnace SCADA, tin bath control, and quality management systems used in float glass operations. Standard connectors are available for Siemens PCS 7, Rockwell PlantPAx, Emerson DeltaV, ABB 800xA, OSIsoft PI, AspenTech InfoPlus.21, and most SQL-based quality and production management platforms. The platform reads process data at configurable intervals through OPC-UA and Modbus TCP protocols, and writes adaptive limit calculations, alert notifications, energy consumption reports, and process stability metrics back to dashboard interfaces, existing SCADA HMI screens, or manufacturing execution systems. The adaptive SPC engine runs as a software layer above existing control infrastructure — it reads process data and provides enhanced control limit intelligence without modifying any PLC logic, SCADA configuration, or instrument calibration. Integration is completed within one to two weeks per system connection.
Dynamic Control Limits for Float Glass Energy Optimization. Deployed in 8 Weeks. No Process Control Modifications Required.
iFactory gives digital manufacturing directors adaptive SPC limits that reduce specific energy consumption 4-10%, eliminate false alarms during grade transitions, and maintain optimal thermal profiles across all operating states — integrating with existing furnace SCADA, tin bath PLC, and quality management systems without infrastructure changes.